一种全自动清管发球装置及其使用方法与流程
1.本发明涉及天然气管道输送技术领域,具体涉及一种全自动清管发球装置及其使用方法。
背景技术:
2.在天然气长距离输送过程中,由于杂质和水分等的存在,使得管道的内部在运行一定时间后,会在内部产生附着的固相及液相沉淀物,这时定期对管道进行污物清洁非常必要。这些污物对管道造成化学腐蚀,特别是含有硫化氢的未经处理的天然气,对管道内壁的腐蚀更加严重,需定期对管道内部批量加注缓蚀剂延缓管道的腐蚀。实际的作业使用收发球装置来完成。
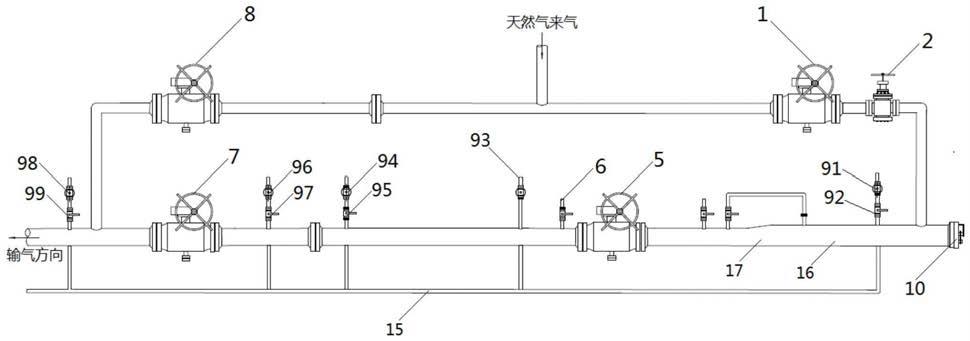
3.现有的发球装置安装在输气管线的上游端,如图1所示,使用人工工具将清管球从发球筒的快开盲板装入筒内,再移动到发球筒的大小变径处,现场操作人员根据操作流程倒换装置上的各种阀门,进行放空、置换,以及在清管球前后建立压力差产生推力来进行清管及批量加注缓蚀剂的作业,操作过程中存在以下问题:
4.一、快开盲板结构复杂,操作中存在误判导致意外开启造成人员安全事故。
5.二、作业过程基本由人工参与,在通径较大的输气管线清管装置作业中,劳动强度大,人员需求多,效率低下。
6.三、在人工将清管球移动至发球筒大小头处,存在放置不到位导致建立压差失败使发球失败的情况。
7.四、操作步骤繁琐存在人为误操作的风险。
8.五、输送介质为含硫量大的天然气时,密闭管道的打开作业会使操作人员暴露在高危环境中。
技术实现要素:
9.本发明所要解决的技术问题是现有的发球装置的使用基本由人工参与,操作过程中存在人为误操作的风险以及诸多安全隐患等问题,目的在于提供一种全自动清管发球装置,解决上述背景技术中遇到的问题。
10.本发明通过下述技术方案实现:
11.一种全自动清管发球装置,包括依次连接的发球管段、清管球阀b、自动换球机构、液压系统;
12.所述发球管段由一段与输气管道相同管径的管道组成;所述发球管段具有与输气管线连接的一端,所述发球管段另一端与清管球阀b连接;所述发球管段设置有压力传感器;发球管段连接于自动换球装置与输气管线之间,由各种闸门与一段与输气管线相同管径管道组成,包含有压力传感器;发球管段需一定长度,以容纳足量的缓蚀剂等便于加注作业;发球管段所连接的阀门均可由plc控制器控制其开关,发球管段筒内压力值由压力变送器接入plc,发球管段注液球阀连接有贮液罐,由注液泵进行注液,并将泵启停和注液量信
息传入plc控制器;
13.所述液压系统包括液压缸;所述清管球阀b远离发球管段的一端与自动换球机构连接,所述自动换球机构远离清管球阀b的一端与液压缸连接;液压系统与自动换球机构相连处于装置的末端,液压系统包含有直线位移传感器、液压杆、液压缸和液压油管、液压控制单元等;所述液压系统为成品定制,需液压杆为三级,能够伸出足够的长度,将清管球推送到发球管段的足够深度;所述液压系统安装有直线位移传感器,将液压杆伸出长度信息传到plc控制器;其液压泵及油路开关均由plc控制器关联控制;
14.所述自动换球机构包括外支架和内框;所述外支架内设置有导轨,所述导轨用于固定内框,内框可在导轨上横向平移;所述内框安放有短管;自动换球机构通过清管球阀b的法兰盘用螺栓连接于发球管段与液压系统之间;自动换球机构包含外支架和内框,内框搁置有两个比输气管线通经略大的短管,短管上设置有提手;内框用导轨固定于外框,在电机驱动下可横向平移;短管可取下向短管内放置好清管球后再搁置在装置内的凹槽里,其在电机、齿轮带动下在轨道上横向平移,使两短管其中一个轴心与发球筒一致,由位置开关来检测移动是否到位,然后后通过安装于外支架及内框边缘的电磁锁来进行定位,发球管段与内框的短管以及液压杆三者处于轴向同心位置;
15.还包括plc控制器;所述发球管段、清管球阀b、自动换球机构以及液压系统涉及的阀门、压力、运转机械均与plc控制器通过电信号连接实现状态与运行控制。
16.本发明使用液压缸和自动换球机构取代了原来的发球筒和快开盲板。将原清管装置阀门加装执行机构、用电磁阀替代部分放空阀,由plc控制器自动控制它们的开关及开度。增加清管装置压力传感器、液压杆伸出位移传感器、位置传感器、磁力锁定位装置,液压缸利用plc工业自控器控制,编制工业控制程序实现全程的自动化作业。将清管来气管线改至清管球阀b前端,利用液压动力在发球时直接将清管球送入管道内部,清管球阀b及清管来气管线开口前端,利用清管球阀b与清管球阀c之间管段进行发球等作业;天然气不进入自动液压换球机构和液压装置,相关部位不承受压力;自动换球机构可预先将2个清管球(清管球a和清管球b)填装入内部,在就地或远程控制室发出指令,或由输气管线自身工作状态设置作业时间周期来自动触发发球及缓蚀剂加注自动作业,并由plc控制器实时传输工作状态到控制室,以实现全过程的自动化无人操作,大大的提高了工作效率及作业安全性。
17.进一步地,所述外支架包括外支架支撑板;所述外支架支撑板是由前挡板、后挡板、下托板、盖板、挡板、支撑板∏型围栏组成的中空方形框架;所述支撑板∏型围栏与挡板交叉处安装有外支架电磁锁;所述下托板上安装有电机,所述电机为防爆电机;
18.所述内框包括内框支撑板和短管;所述内框支撑板包括底板,所述底板上侧设置有用于固定短管的固定架;所述底板下侧中部安装有直齿板;所述底板下侧安装有与直齿板平行的导轨导向块;所述直齿板与防爆电机的齿轮相啮合;固定架两端安装有与外支架电磁锁匹配的电磁锁。
19.进一步地,所述前挡板开设有前挡板圆孔;所述前挡板圆孔的内径大于输气管道内径;所述前挡板圆孔外侧连接有自动换球机构大小头;所述自动换球机构大小头远离前挡板圆孔的一端安装有用于连接清管球阀b的法兰盘;所述自动换球机构大小头上端开有排气孔。
20.进一步地,所述后挡板开设有后挡板圆孔;所述后挡板外侧安装有两块l型平行块,所述l型平行块端部开设有用于连接液压缸的螺纹孔。
21.进一步地,所述下托板中部开设有一方形孔,所述方形孔上安装有防爆电机;所述下托板左右各延伸两根用于安装导轨的底部围栏;所述底部围栏左侧端部与支撑板∏型围栏焊接,所述底部围栏右侧端部与∏型挡板底端部螺栓连接。
22.进一步地,所述盖板焊接于前挡板、后挡板之间,位于外支架顶部。
23.进一步地,所述短管上设置有提手。提手的设置是为了方便拿出短管。
24.进一步地,所述液压缸内设置有液压杆;所述液压杆前端可拆卸安装有液压杆头;所述液压杆头顶端为弹性材料制成。液压杆头前端为弹性材料,通过丝扣与液压杆顶连接,工作时处于液压杆顶与清管球之间,起保护作用,可根据不同类型的清管球更换相应液压杆头,当液压杆伸出,从换球机构开孔处穿过,抵住短管内清管球向前运动。
25.进一步地,所述液压系统还包括直线位移传感器、液压杆、液压油管以及液压控制单元。
26.一种全自动清管发球装置的使用方法,包括如下步骤:
27.s1:取出内框中两个短管,分别给两个短管装入清管球a和清管球b,再将装入清管球的两个短管放入内框;
28.s2:对将清管球阀a、清管节流阀、清管球阀b、注液球阀、清管球阀c、第一放空阀、第二放空阀、第三放空阀、第四放空阀、第五放空阀检查并全部关闭;
29.s3:电机右转,带动内框向右平移至最右端,右侧电磁锁闭锁对内框进行定位和固定;
30.s4:全开清管球阀b,开启第四放空阀和第五放空阀;
31.s5:液压系统开始运行,液压杆伸出液压缸带动清管球a向前移动并经过自动换球机构大小头、清管球阀b以及发球管段到达发球位a;之后液压杆回归原位;
32.s6:关闭第四放空阀和第五放空阀;
33.s7:释放右侧电磁锁,电机左转,带动内框向左平移至最左端,左侧电磁锁闭锁对内框进行定位和固定;
34.s8:打开第三放空阀,液压杆伸出液压缸带动清管球b向前移动并经过自动换球机构大小头、清管球阀b到达发球位b,之后液压杆回归原位;
35.s9:关闭清管球阀b,开启注液球阀,通过注液球阀向发球管段内注满缓蚀剂;
36.s10:关闭注液球阀以及第三放空阀;打开第一放空阀以及第二放空阀;全开清管球阀a,微开清管节流阀,对管段进行空气置换;
37.s11:对管段进行空气置换后全开清管节流阀;全开清管球阀c并关闭出站球阀;利用天然气将清管球a、缓蚀剂以及清管球b全部推入输气管线,然后关闭清管球阀c;
38.s12:开启出站球阀,关闭清管球阀a和清管节流阀,开启第一放空阀、第二放空阀,直到发球管段压力为零后关闭第一放空阀、第二放空阀。
39.本发明与现有技术相比,具有如下的优点和有益效果:
40.本发明提供的全自动清管发球装置及其使用方法,简化了发球装置结构及操作步骤,避免了在清管、缓蚀剂加注等作业过程中频繁的操作各类阀门,取消了快开盲板。本发明大量的减少了作业过程中的放空操作,有利于绿色环保生产。本发明还避免了发球时清
管球用输送介质推动时卡阻在大小头处造成的发球失败,提高清管、加注作业时发球的成功率。本发明作业前预装好清管球,在作业过程中可实现全程无人工参与,提高了工作效率;避免人为失误、人员暴露在有毒气体环境的安全事故。现阶段很多数字化、自动化油气田建设已初具规模,本发明全自动清管发球装置可直接融入平台中。本发明实现了全过程的自动化无人操作,大大的提高了工作效率及作业安全性。
附图说明
41.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本申请的一部分,并不构成对本发明实施例的限定。在附图中:
42.图1为现有的清管发球装置总体平面图;
43.图2为本发明清管发球装置总体平面图;
44.图3为自动换球机构三维结构右上图;
45.图4为自动换球机构三维结构右下图;
46.图5为自动换球机构外支架三维结构图;
47.图6为自动换球机构内框三维结构图;
48.图7为液压缸与自动换球机构连接局部发大图。
49.附图中标记及对应的零部件名称:
[0050]1‑
清管球阀a,2
‑
清管节流阀,3
‑
液压缸,31
‑
液压杆,32
‑
液压杆头,4
‑
自动换球机构,5
‑
清管球阀b,6
‑
注液球阀,7
‑
清管球阀c,8
‑
出站球阀,91
‑
第一放空阀,92
‑
第二放空阀,93
‑
第三放空阀,94
‑
第四放空阀,95
‑
第五放空阀,96
‑
第六放空阀,97
‑
第七放空阀,98
‑
第八放空阀,99
‑
第九放空阀,10
‑
快开盲板,11
‑
发球位a,12
‑
发球位b,13
‑
发球管段,14
‑
液压管连接头,15
‑
放空管线,16
‑
发球筒,17
‑
发球筒大小头,41
‑
外支架,42
‑
内框,411
‑
外支架支撑板,4111
‑
前挡板,4112
‑
后挡板,4113
‑
下托板,4114
‑
盖板,4115
‑
支撑板∏型围栏,4116
‑
前挡板圆孔,4117
‑
后挡板圆孔,4118
‑
底部围栏,4119
‑
挡板,412
‑
自动换球机构大小头,413
‑
∏型挡板,414
‑
液压筒连接头,415
‑
防爆电机,416
‑
导轨,417
‑
法兰盘,418
‑
外支架电磁锁,419
‑
排气孔,421
‑
短管,422
‑
提手,423
‑
内框电磁锁,424
‑
内框支撑板,425
‑
导轨导向块,426
‑
直齿板。
具体实施方式
[0051]
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
[0052]
实施例
[0053]
如图2所示,一种全自动清管发球装置,包括依次连接的发球管段13、清管球阀b 5、自动换球机构4、液压系统;
[0054]
所述发球管段13由一段与输气管道相同管径的管道组成;所述发球管段13具有与输气管线连接的一端,所述发球管段13另一端与清管球阀b 5连接;发球管段13位于清管球阀5与清管球阀7之间,发球管段13连接有清管天然气来气及各类阀门。所述发球管段13设置有压力传感器;发球管段13连接于自动换球机构4与输气管线之间,由各种闸门与一段与
输气管线相同管径管道组成,包含有压力传感器;发球管段13需一定长度,以容纳足量的缓蚀剂等便于加注作业;发球管段13所连接的阀门均可由plc控制器控制其开关,发球管段13筒内压力值由压力变送器接入plc,发球管段13上的注液球阀6连接有贮液罐,由注液泵进行注液,并将泵启停和注液量信息传入plc控制器;
[0055]
所述液压系统包括液压缸3;所述清管球阀b 5远离发球管段13的一端与自动换球机构4通过大小头处的法兰盘连接,所述自动换球机构4远离清管球阀b 5的一端与液压缸3螺纹连接;液压系统与自动换球机构4相连处于装置的末端,液压系统包含有直线位移传感器、液压杆、液压缸3和液压油管、液压控制单元等;所述液压系统为成品定制,需液压杆为三级,能够伸出足够的长度,将清管球推送到发球管段13的足够深度;所述液压系统安装有直线位移传感器,将液压杆伸出长度信息传到plc控制器;其液压泵及油路开关均由plc控制器关联控制;
[0056]
上述液压系统为成品套装设备,包括油路控制单元、液压缸3、液压杆伸出位移传感器、与plc通讯及控制的电缆连接。图2中只显示出了液压缸3,其它设施未在图中表现。液压缸3包扣液压油路管线、液压筒、液压杆、液压杆伸出位移传感器、液压杆头。
[0057]
如图3、图4所示,所述自动换球机构4包括外支架41和内框42;如图5、图6所示,所述外支架41内设置有导轨416,所述导轨416用于固定内框42,内框42可在导轨416上横向平移;所述内框42安放有短管421;自动换球机构4通过清管球阀b 5的法兰盘用螺栓连接于发球管段13与液压系统之间;自动换球机构4包含外支架41和内框42,内框42搁置有两个比输气管线通经略大的短管421,短管421上设置有提手422;内框42用导轨固定于外框(外支架41),在电机驱动下可横向平移;短管421可取下向短管421内放置好清管球后再搁置在装置内的凹槽里,其在防爆电机415、齿轮带动下在轨道416上横向平移,使两短管421其中一个短管的轴心与发球管段13的轴心一致,由位置开关来检测移动是否到位,然后后通过安装于外支架41及内框42边缘的电磁锁来进行定位,发球管段13与内框42的短管421以及液压杆三者处于轴向同心位置;
[0058]
还包括plc控制器;所述发球管段13、清管球阀b 5、自动换球机构4以及液压系统均与plc控制器通过电信号连接。
[0059]
如图5所示,自动换球机构4外支架41的外支撑板411是用钢板焊接而成的中空方形框架,由前挡板4111、后挡板4112、下托板4113、盖板4114、支撑板∏型围栏4115等组成,板厚、长、宽等尺寸由输气管线的管径决定。前挡板4111开有一大于输气管线内径的前挡板圆孔4116,前挡板圆孔4116的外端焊接有自动换球机构大小头412,自动换球机构大小头412的另一端焊接有法兰盘417,法兰盘417用于连接清管球阀5;自动换球机构大小头412前端内径与输气管线相同,后端内径与内框短管内径相等,在上端开有排气孔419,清管球在液压杆向前推动时可排出前端空气;前挡板4111左右水平延伸两块围栏,右边端部开螺孔,左边与支撑板∏型围栏4115焊接;后挡板4112与前挡板4111形状类似,在中间开设有后挡板圆孔4117,后挡板圆孔4117的大小以通过液压杆头32为准;下托板4113中间为方形钢板,开有一方孔用于安装防爆电机415,下托板4113左右各延伸两根用于安装导轨416的围栏,围栏左侧与支撑板∏型围栏4115焊接,围栏右侧端部开螺孔,与右侧挡板413(∏型挡板413)使用螺栓连接,这样便于内框的装卸;后挡板4112外侧焊接两块l型平行块414,l型平行块414端部开有螺纹孔,用于使用螺栓连接液压缸3;支撑板∏型围栏4115和右挡板每个
交叉处用螺丝固定外支架电磁锁电磁块418;盖板4114位于外支架41的顶部,盖板4114为一块略长于短管421、宽与短管421外径相近的钢板,焊接于前挡板4111和后挡板4112之间,其上没有延伸围栏,左右留出来的空间方便短管421取出;在下托板4113左右两端安装有位置传感器,当内框移动到两端位置时,传感器触发信号给plc控制器。
[0060]
如图6所示,自动换球机构内框42的支撑板424由底板、垂直于底板的三块立板和焊在立板上的与短管外径相同半圆管段组成,所述三块立板相互平行,均带有两个半圆开口。底板下方突出一有齿直条426,与外支架防爆电机415的齿轮相啮合,当电机转动时,底板上六个导轨导向块425固定在外支架的两根导轨416上移动;两个短管421分别放在半圆管段里,可通过提手422从支架内取出装入清管球;内框支架短于外支架前后挡板的距离,短管421略短于前后挡板距离,当它移动到中间位置时,下半部置于半圆管段内,顶部应与外支架盖板4114留有很小间隙,既保证内框移动时无阻滞又要在受力时无晃动;内支架左右侧各用螺丝安装两块电磁锁423,位置与外支架磁块418相对应,即当内框移动到左右端部位置时,两对电磁锁块刚好接触。
[0061]
如图2所示,发球管段13在清管球阀5与清管球阀7之间,发球管段13在靠近清管球阀5的一端连通有天然气来气管线,由节流阀2控制气量大小进行置换及推球作业,发球管段13上91
‑
95为放空控制阀门,在第三放空阀93与输气管线连接处引出压力到变送器以实时传送压力信号到plc。
[0062]
如图7所示,述液压缸3内设置有液压杆31;所述液压杆31前端可拆卸安装有液压杆头32;所述液压杆头32顶端为弹性材料制成。液压杆头32前端为弹性材料,通过丝扣与液压杆31顶连接,工作时处于液压杆31与清管球之间,起保护作用,可根据不同类型的清管球更换相应液压杆头32,当液压杆31伸出,从自动换球机构4开孔处穿过,抵住短管421内清管球向前运动。液压缸3由液压油软管连接于液压油控制单元,控制及液压杆31伸出长度,将液压杆31伸出长度信号传入plc控制器,工作过程由plc控制器进行控制。
[0063]
所述液压系统还包括直线位移传感器、液压杆、液压油管以及液压控制单元。
[0064]
本发明的全自动清管发球装置的使用方法,现以批量加注缓蚀剂为例进行说明:移动发球装置的自动换球机构4的内框42到合适位置,分别取出左右短管421,装填入本次作业需要的清管球(器),之后人员撤离现场。启动plc工业自动作业程序——检查阀1、2、5、6、7、91
‑
95是否处于关闭状态;发球管段13压力是否为零;液压杆是否处于完全收回状态。全部符合要求——电机右转,换球机构内框在轨道上向右边平移,当移动到最右端触发位置传感器发出信号——换球机构电机停止转动,机构右侧电磁锁锁闭对内框进行定位——液压装置机构开始运行,液压杆伸出缸体带动清管球a向前移动进入大小头412靠近清管球阀5,液压杆直线位移传感器伸出长度到达预先设置位置,液压杆停止伸出。——再次检测发球筒压力是否已经归零——开启放空阀96、97,全开清管球阀5——液压杆向前推进使清管球到达如图2所示发球位a 11,plc根据液压杆直线位移传感器检测伸出距离到位——液压杆停止伸出开始收回,直到判断到已完全回位——关闭放空阀94、95,——对自动换球机构右侧电磁锁解锁——电机左转带动内框在轨道上向左边平移,左侧位置传感器检测到位信号后,电机停止转动同时左侧电磁锁工作对内框进行定位。——打开放空阀93——液压杆伸出,带动清管球b向前移动,根据液压杆直线位移传感器判断出到达发球位b12。——液压杆停止伸出并收回,直到判断到已完全回位,释放左侧电磁锁。——关闭清管球阀5,开启
注液球阀6,向发球管段内注入足量缓蚀剂。——关闭注液球阀6、关闭放空阀93——开启放空阀91、92——全开清管球阀a1,微开清管节流阀2对管段进行空气置换后全开清管节流阀2——全开清管球阀7——关闭出站球阀8,利用天然气将清管球和缓蚀剂全部推入输气管线——开启出站球阀8——关闭清管球阀a1、清管节流阀2,关闭清管节流阀2——开启放空阀91、清管节流阀2,直到发球管段13压力为零后关闭放空阀。
[0065]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1