一种自动修正极柱清洗轨迹的方法及装置与流程
1.本发明属于动力锂电池模组装配领域,涉及电芯极柱清洗技术,具体是一种自动修正极柱清洗轨迹的方法及装置。
背景技术:
2.在动力锂电池模组装配时,由于电池来料厚度的差异,不能保证每次每个电池的间距一致,引起了电池清洗位置发生变化,严重时可能导致工艺要求极柱清洗的位置未清洗,极柱面绝缘垫损伤,引起激光焊接炸点报废。因此,如何根据电池来料的实际情况修正清洗轨迹是目前急需解决的难题。
技术实现要素:
3.本发明的目的在于提供一种自动修正极柱清洗轨迹的方法及装置,用于解决根据电池来料的实际情况修正清洗轨迹的问题。
4.本发明的目的可以通过以下技术方案实现:
5.一种自动修正极柱清洗轨迹的方法,包括将至少一个电芯输送到电芯激光清洗区域,还包括以下步骤:
6.ccd相机对电芯激光清洗区域内电芯的极柱拍照,并识别极柱的mark点;
7.若识别到mark点时,则根据极柱mark点识别实际位置,并计算清洗振镜头实际清洗轨迹与振镜头预设清洗轨迹的偏差值δx与δy,若偏差值δx与δy满足允许偏差值,则清洗振镜头根据清洗振镜头预设清洗轨迹对电芯激光清洗区域内电芯极柱表面进行清洗;
8.若偏差值δx与δy不满足允许偏差值,则进行修正偏差,清洗振镜头根据修正后的轨迹对电芯激光清洗区域内电芯极柱的表面进行清洗;
9.若未识别到mark点时,ccd相机进行重复拍摄,直至满足拍摄阈值时停止拍照,其中,当一直未识别到mark点时,则不进行清洗动作。
10.进一步的,在ccd相机对电芯激光清洗区域内电芯的极柱拍照之前,还包括:
11.预先设定各电芯激光清洗区域、ccd相机运动轨迹、清洗振镜头预设清洗轨迹和清洗振镜头实际清洗轨迹的允许偏差值。
12.进一步的,根据极柱mark点识别实际位置,具体为,获取电芯激光清洗区域的四个边缘交点坐标a(x1,y1)、b(x1+x,y1)、c(x1,y1+y)、d(x1+x,y1+y)及基准点(x2,y2);
13.测量基准点与边缘交点坐标a、b、c、d的位置差δx1δy1、δx2δy2、δx3δy3及δx4δy4,并将位置差设定为固定偏移值;
14.获取极柱mark点的坐标,根据固定偏移值可确定实际清洗区域边缘交点坐标a'、b'、c'及d',a'、b'、c'及d'所围区域既实际清洗位置。
15.进一步的,所述计算清洗振镜头实际清洗轨迹与振镜头预设清洗轨迹的偏差值δx与δy,具体为,
16.测量基准点与极柱mark点的坐标的差值即为偏差值δx与δy。
17.进一步的,所述预先设定各电芯激光清洗区域,具体为,
18.获取极柱的长度尺寸x和宽度尺寸y,并根据清洗极柱的数量确定电芯激光清洗区域。
19.进一步的,则进行修正偏差包括:
20.获取基准点(x2,y2)与清洗振镜头的基准位置(x,y),确认基准点(x2,y2)偏移1mm时清洗振镜头的基准位置(x,y)对应坐标变化,从而确定修正偏差。
21.进一步的,所述mark点包括:
22.ccd相机通过灰度对比识别出极柱表面的铜铆钉和铝铆钉的边缘。
23.一种自动修正极柱清洗轨迹的装置,用于执行上述自动修正极柱清洗轨迹的方法,包括模组堆叠夹紧模块、视觉模块、三轴运动模块、清洗模块及工控机控制模块;其中,视觉模块和清洗模块均设置在三轴运动模块上,模组堆叠夹紧模块、视觉模块、三轴运动模块及清洗模块均与工控机控制模块通信连接,所述工控机控制模块内还设有调整单元;
24.其中,
25.模组堆叠夹紧模块用于电池的配组堆叠,堆叠夹紧模块内机器人根据配组原则堆叠电池,堆叠完成后进行压紧,并送入清洗区域;
26.视觉模块用于清洗区域内mark点位置的读取、识别和反馈,其中,mark点设置在电池的极柱上;
27.清洗模块用于电池极柱面的激光清洗;
28.三轴运动模块用于带动视觉模块完成mark点位置的读取、识别及反馈和清洗模块的电池极柱面的激光清洗;
29.工控机控制模块用于视觉模块、清洗模块的运动轨迹、清洗轨迹的预设,及计算预设清洗轨迹和实际轨迹的偏差并判断此偏差值是否在允许范围内,并进行修正清洗轨迹;
30.调整单元基于视觉模块对电芯激光清洗区域内电芯的极柱拍照,并识别极柱的mark点;
31.若识别到mark点时,则根据极柱mark点识别实际位置,并计算清洗模块实际清洗轨迹与振镜头预设清洗轨迹的偏差值δx与δy,若偏差值δx与δy满足允许偏差值,则清洗模块根据清洗振镜头预设清洗轨迹对电芯激光清洗区域内电芯极柱表面进行清洗;
32.若偏差值δx与δy不满足允许偏差值,则进行修正偏差,清洗模块根据修正后的轨迹对电芯激光清洗区域内电芯极柱的表面进行清洗;
33.若未识别到mark点时,ccd相机进行重复拍摄,直至满足拍摄阈值时停止拍照,其中,当一直未识别到mark点时,则不进行清洗动作;
34.其中,清洗模块包括清洗振镜头,视觉模块包括ccd相机。
35.与现有技术相比,本发明的有益效果是:
36.本发明通过自动修正极柱清洗轨迹,解决由于来料一致性和工装重复定位误差导致的极柱清洗偏差问题,避免清洗偏移导致损伤电芯极柱绝缘垫,提高产品质量。
附图说明
37.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
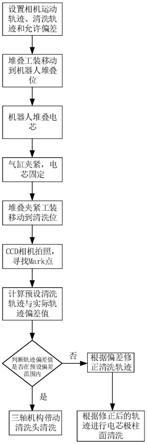
38.图1为本发明原理框图;
39.图2为本发明结构框图。
具体实施方式
40.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
41.因此,在下述附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。
42.传统的,在动力锂电池模组装配时,由于电池来料厚度的差异,不能保证每次每个电池的间距一致,引起了电池清洗位置发生变化,严重时可能导致工艺要求极柱清洗的位置未清洗,极柱面绝缘垫损伤,引起激光焊接炸点报废。
43.基于上述描述,本发明实施例提出一种如图1所示的一种自动修正极柱清洗轨迹的方法,其中,自动修正极柱清洗轨迹的方法基于自动修正极柱清洗轨迹的装置实现;
44.具体的说,自动修正极柱清洗轨迹的方法,包括:
45.步骤1、操作人员通过工控机预设各电芯激光清洗区域、ccd相机运动轨迹、清洗振镜头预设清洗轨迹和清洗振镜头实际清洗轨迹的允许偏差值,其中,预设各电芯激光清洗区域是根据电芯极柱大小设置,具体的说,获取极柱的长度尺寸x和宽度尺寸y,并根据清洗极柱的数量确定电芯激光清洗区域。
46.步骤2、堆叠工装移动到机器人堆叠位。
47.步骤3、机器人抓取电芯自动放置在堆叠工装上,保证每个电芯放置到位,电芯间无间隙、无倾斜。
48.步骤4、电芯堆叠完成后夹紧气缸夹紧电芯,斜顶气缸回原位,其中,堆叠工装夹紧时通过夹紧弹簧控制夹紧力的大小,夹紧部分有传感器检测夹紧是否到位,夹紧到位后才会进行下一步动作。
49.步骤5、堆叠工装通过气缸、滑轨移送到清洗工位。
50.步骤6、相机防护气缸推开,三轴运动机构带动相机拍照每个电芯的极柱,根据正负极柱mark点识别实际位置,电芯拍照完成后防护气缸回原位,保护相机及光源不受清洗颗粒飞溅污染,其中,正负极柱mark点指的是相机拍照时的基准点,每次拍照极柱时,都会找一个视野范围内的可识别点作为定位基准,根据基准点位置测算实际清洗位置,具体的来说,以长方形清洗区域举例,设定清洗区域四个边缘交点坐标a(x1,y1)、b(x1+x,y1)、c(x1,y1+y)、d(x1+x,y1+y),作为实际清洗区域;
51.确认好基准点e(x2,y2)时(基准位置一般是与产品黑白灰度差异较大、重复性位置差异在较小公差范围的区域),利用ccd相机手动测量e与a、b、c、d的位置差(固定值)δx1δy1,δx2δy2,δx3δy3,δx4δy4并将之设定为固定偏移值。在自动拍照时,若识别到极
柱mark点,根据极柱mark点的坐标,通过固定偏移值换算直接可确定实际清洗区域边缘交点坐标a'、b'、c'及d',即实际清洗位置;
52.清洗电芯负极时,负极表面有铜铆钉可做负极mark点,正极表面可通过铝铆钉做mark点;
53.如果视野范围内没有可识别点,ccd相机会重复拍照几次,拍照次数可设置,若有一次拍到,则转到下一个工件;若一直拍不到,可以报警让人工确认,如果产品没问题,人工可手动设置可识别点,如果有问题,则当ng电芯不进行清洗动作,并在下个工位剔出。
54.步骤7、工控机根据记录实际清洗轨迹计算与预设轨迹的偏差值δx、δy,然后判断是否在允许偏差范围内,其中,允许偏差范围为预设值。
55.若在允许范围内,清洗振镜头根据预设轨迹对每个电芯清洗极柱表面;
56.若不在允许范围内,则修正偏差,清洗振镜头根据修正后轨迹对每个电芯清洗极柱表面。
57.其中,工控机计算预设轨迹与实际每个极柱轨迹mark点位置的偏差,为(δx,δy):
58.预设轨迹为自动拍照前人工设定执行机构清洗动作位置轨迹,每次清洗前执行机构会先将相机移动到极柱位置,拍照完再将清洗头移动到极柱位置,计算方法如下:
59.1、若偏移量较小,未超出振镜头清洗可纠正视野范围(振镜头有一定的纠偏清洗范围),则执行机构预设轨迹坐标不需要更改,只需要振镜头根据拍照实际基准点位置固定偏移量清洗实际位置;
60.2、若偏移量较大,需要提前设定好预设对应关系,即未偏移时的基准位置坐标e(x2,y2),未偏移的执行机构的移动位置f(x,y),确认e偏移1mm时f的对应坐标变化,从而确定对应关系,在实际自动运行时,若相机拍照确认好的mark点的坐标,根据确认的对应关系,转化为f’的坐标并输出给工站上位机,从而纠正执行机构移动坐标。
61.示例性的,电芯极柱清洗前每次堆叠24至48只电芯不等,同一组电芯每个极柱拍照定位时独立,按照电芯排列顺序,第一个电芯负极mark点位置为(δx1,δy1),正极mark点位置为(δx2,δy2),第二个电芯负极mark点位置为(δx3,δy3),正极mark点位置为(δx4,δy4),依次类推,最后一个电芯负极mark点位置为(δxn
‑
1,δyn
‑
1),正极mark点位置为(δxn,δyn)。
62.分别比较n个点的实际偏差值(δx,δy,)与允许偏差值(δx0,δy0)的大小:
63.若δx≤δx0,则此点的x方向值无需修正,反之,则需要修正;
64.若δy≤δy0,则此点的y方向值无需修正,反之,则需要修正
65.步骤8、极柱清洗完成后,相机堆叠工装通过气缸滑轨移送到下一工位。
66.上述自动修正极柱清洗轨迹的装置包括模组堆叠夹紧模块、视觉模块、三轴运动模块、清洗模块及工控机控制模块;其中,视觉模块和清洗模块均设置在三轴运动模块上,模组堆叠夹紧模块、视觉模块、三轴运动模块及清洗模块均与工控机控制模块通信连接,所述工控机控制模块内还设有调整单元;
67.其中,
68.模组堆叠夹紧模块用于电池的配组堆叠,堆叠夹紧模块内机器人根据配组原则堆叠电池,堆叠完成后进行压紧,并送入清洗区域;
69.视觉模块用于清洗区域内mark点位置的读取、识别和反馈,其中,mark点设置在电池的极柱上;
70.清洗模块用于电池极柱面的激光清洗;
71.三轴运动模块用于带动视觉模块完成mark点位置的读取、识别及反馈和清洗模块的电池极柱面的激光清洗;
72.工控机控制模块用于视觉模块、清洗模块的运动轨迹、清洗轨迹的预设,及计算预设清洗轨迹和实际轨迹的偏差并判断此偏差值是否在允许范围内,并进行修正清洗轨迹;
73.调整单元基于视觉模块对电芯激光清洗区域内电芯的极柱拍照,并识别极柱的mark点;
74.若识别到mark点时,则根据极柱mark点识别实际位置,并计算清洗模块实际清洗轨迹与振镜头预设清洗轨迹的偏差值δx与δy,若偏差值δx与δy满足允许偏差值,则清洗模块根据清洗振镜头预设清洗轨迹对电芯激光清洗区域内电芯极柱表面进行清洗;
75.若偏差值δx与δy不满足允许偏差值,则进行修正偏差,清洗模块根据修正后的轨迹对电芯激光清洗区域内电芯极柱的表面进行清洗;
76.若未识别到mark点时,ccd相机进行重复拍摄,直至满足拍摄阈值时停止拍照,其中,当一直未识别到mark点时,则不进行清洗动作;
77.其中,清洗模块包括清洗振镜头,视觉模块包括ccd相机。
78.综上所述,视觉相机为ccd形式,ccd简称电荷耦合器,它是通过将大量的光敏元件排列一起,通过模拟量转换为数字量,并把实物尽量真实地反映到虚拟的图像上,ccd相机通过灰度对比直接能识别出电芯极柱面与铆钉中心边缘,形成一个定位区域面积,通过算法程序自动抓取识别区域x\y中心位置,相当于直接测量了电芯极柱的真实位置。对比传统只定位工装上的mark点做间接定位,这种方式定位更准确;ccd相机可通过执行机构拍照到每一个电芯极柱位置,确认每个电芯极柱的位置,这样不管多大的模组都可以直接应用,例如当前ctp大模组趋势越来越盛行,而且精度不会降低,清洗位置更精准。传统的工装mark点定位只能满足小模组定位的精度,随着模组越来越大,越来越长,而每个电芯尺寸有偏差,极柱位置的偏差会越来越大,无法保证精度,同时,此次ccd相机识别方法可适用于不同的工艺,比如单电芯定位清洗、多电芯定位清洗、多电芯模组定位清洗,只需要修改定位位置和定位数量即可,适用性和兼容性更广,而传统ccd定位方式只适用于单个工艺清洗,后期可改造性比较差。
79.对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义;以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1