一种利用AHLs酰胺淬灭酶提高厌氧氨氧化污泥的总氮去除率的方法
一种利用ahls酰胺淬灭酶提高厌氧氨氧化污泥的总氮去除率的方法
技术领域
1.本发明属于城市污水处理与再生领域,具体涉及一种利用ahls酰胺淬灭酶提高厌氧氨氧化污泥的总氮去除率的方法。
背景技术:
2.近年来,随着我国经济的快速增长,工业化和城市化进程不断推进,水污染日益加剧,造成水质性缺水和原本的资源性缺水彼此重叠,越来越多地影响到人们的正常生产和生活。现有水体中的氮污染仍然非常严重。厌氧氨氧化菌处理含氮废水时优势非常显著。比如厌氧氨氧化处理含氮废水时无需曝气,可节省能源消耗。厌氧氨氧化菌是自养菌,无须外源投加有机碳源,大大降低了成本。厌氧氨氧化菌的生长非常缓慢,污泥产率低,产生的剩余污泥的量少。但是厌氧氨氧化作用的缺点也十分显著,厌氧氨氧化在消耗氨氮和亚硝酸盐氮生成氮气的同时,还会生成硝态氮,导致厌氧氨氧化作用并不能把污水中氮完全除去。因此,如何提高厌氧氨氧化的总氮去除率具有现实意义。
技术实现要素:
3.为解决现有技术的缺点和不足之处,本发明的目的在于提供一种利用n
‑
酰基高丝氨酸内酯淬灭酶(ahls酰胺淬灭酶)提高厌氧氨氧化污泥的总氮去除率的方法。
4.本发明目的通过以下技术方案实现:
5.一种利用ahls酰胺淬灭酶提高厌氧氨氧化污泥的总氮去除率的方法,具体为:
6.在稳定运行的厌氧氨氧化颗粒污泥反应器中添加ahls酰胺淬灭酶,在搅拌以及ahls酰胺淬灭酶的作用下,厌氧氨氧化菌释放的信号分子被分解成高丝氨酸内酯和脂肪酸,其中脂肪酸被厌氧氨氧化菌利用,促进厌氧氨氧化菌的内源反硝化,从而提高总氮的去除率。
7.优选地,所述ahls酰胺淬灭酶的质量与污泥废水的体积比为100
‑
200mg:1l;更优选为150
‑
200mg:1l。
8.优选地,所述厌氧氨氧化颗粒污泥反应器中,污泥浓度mlss为8500mg/l,该污泥浓度mlss(混合液悬浮固体浓度)指污水和活性污泥混合后的混合液悬浮固体含量,单位为(mg/l),为纯污泥的浓度。
9.优选地,所述厌氧氨氧化颗粒污泥反应器中,污泥废水进水基质包括0.231
‑
0.241g/l(nh4)2so4、0.241
‑
0.251g/l nano2、1.03
‑
1.13g/l nahco3,控制进水的氨氮浓度为40
‑
50mg/l,亚硝态氮浓度为55
‑
65mg/l,温度为20
‑
25℃,ph为7.9
‑
8.2。
10.优选地,所述搅拌的时间为8
‑
10小时。
11.优选地,所述厌氧氨氧化颗粒污泥反应器为厌氧氨氧化颗粒污泥序批式反应器(sbr)反应器。
12.厌氧氨氧化菌颗粒污泥的脱氮途径包括厌氧氨氧化和内源反硝化两种,本发明通
过投加浓度为100
‑
200mg/l的ahls酰胺淬灭酶,利用ahls酰胺淬灭酶把厌氧氨氧化颗粒污泥产生的信号分子分解成高丝氨酸内酯和脂肪酸,厌氧氨氧化颗粒污泥利用脂肪酸强化了内源反硝化作用,通过内源反硝化将废水中的亚硝酸盐氮和硝态氮转化成氮气。通过投加浓度为100
‑
200mg/l的ahls酰胺淬灭酶,从而在保证厌氧氨氧化脱氮的百分比仍在80%以上的情况下,使得内源反硝化的比例上升,提高厌氧氨氧化菌的总氮去除率,厌氧氨氧化菌的总氮去除率提高了7.09
‑
286.17%,厌氧氨氧化造成的总氮损失占反应器总氮损失93.41
‑
82.44%,使得厌氧氨氧化的最大总氮去除率突破89%。
13.当ahls酰胺淬灭酶浓度超过200mg/l(ahls酰胺淬灭酶的质量与污泥废水的体积比),反应器内的厌氧氨氧化脱氮的百分比会降低到80%以下,体系崩溃。ahls酰胺淬灭酶浓度为100
‑
200mg/l的范围内,反应器的总氮去除率有所提高。
14.与现有技术相比,本发明具有以下优点及有益效果:
15.本发明通过投加浓度为100
‑
200mg/l的ahls酰胺淬灭酶,利用ahls酰胺淬灭酶把厌氧氨氧化颗粒污泥产生的信号分子分解成高丝氨酸内酯和脂肪酸,厌氧氨氧化颗粒污泥利用脂肪酸强化了内源反硝化作用,通过内源反硝化将废水中的亚硝酸盐氮和硝态氮转化成氮气,从而提高了厌氧氨氧化污泥的总氮去除率。
附图说明
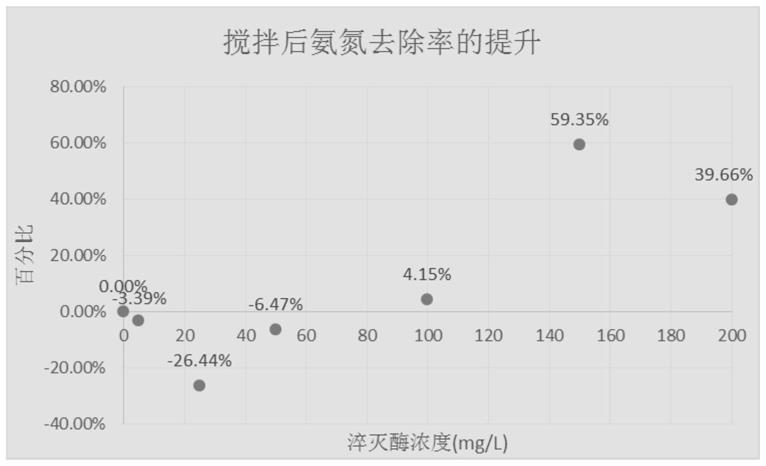
16.图1是本发明添加不同浓度(0、5、25、50、100、150、200mg/l)ahls酰胺淬灭酶的反应器对比空白组的氨氮去除率的提升,其中,搅拌后的氨氮去除率的提升(%)=(实验组搅拌后的氨氮去除率
‑
空白组搅拌后的氨氮去除率)/空白组搅拌后的氨氮去除率*100%。
17.图2是本发明添加不同浓度(0、5、25、50、100、150、200mg/l)ahls酰胺淬灭酶的反应器对比空白组的亚硝酸盐氮去除率的提升,其中,搅拌后的亚硝酸盐氮去除率的提升(%)=(实验组搅拌后的亚硝酸盐氮去除率
‑
空白组搅拌后的亚硝酸盐氮去除率)/空白组搅拌后的亚硝酸盐氮去除率*100%。
18.图3是本发明添加不同浓度(0、5、25、50、100、150、200mg/l)ahls酰胺淬灭酶的反应器对比空白组的氨氮去除率的提升,其中,搅拌后的总氮去除率的提升(%)=(实验组搅拌后的总氮去除率
‑
空白组搅拌后的总氮去除率)/空白组搅拌后的总氮去除率*100%。
19.图4是本发明中添加不同浓度(0、5、25、50、100、150、200mg/l)ahls酰胺淬灭酶的反应器中厌氧氨氧化脱氮占整个反应器脱氮的百分比。厌氧氨氧化总氮损失占百分比(%)=厌氧氨氧化造成的总氮损失/反应器总氮损失*100%。
具体实施方式
20.下面结合实施例和附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
21.本发明中所采用的反应器为序批式反应器(sbr),反应器有效体积是1l,污泥浓度mlss约为8500mg/l,反应器上方部安装搅拌装置,保证泥水混合均匀,出水通过蠕动泵抽吸出水。试验以人工合成废水为试验用水,进水基质主要包括0.231
‑
0.241g/l的(nh4)2so4,0.241
‑
0.251g/l的nano2,1.03
‑
1.13g/l的nahco3,控制进水的氨氮浓度约为50mg/l,亚硝态氮浓度约为65mg/l,温度为20
‑
25℃,ph为7.9
‑
8.2。
22.实施例1
23.向反应器内投加100mg/l(即ahls酰胺淬灭酶的质量与污泥废水的体积比)的ahls酰胺淬灭酶,搅拌运行8小时,8小时后关闭搅拌装置。搅拌结束后,相较于无外源投加ahls酰胺淬灭酶的情况,氨氮去除率提高了4.15%,亚硝态氮去除率提高了5.81%,总氮去除率提高了7.09%。厌氧氨氧化脱氮占总氮损失的百分比为93.41%。成功提高了厌氧氨氧化污泥的总氮去除率。
24.实施例2
25.向反应器内投加150mg/l(即ahls酰胺淬灭酶的质量与污泥废水的体积比)的ahls酰胺淬灭酶,搅拌运行8小时,8小时后关闭搅拌装置。搅拌结束后,相较于无外源投加ahls酰胺淬灭酶的情况,氨氮去除率提高了59.35%,亚硝态氮去除率提高了175.47%,总氮去除率提高了121.77%。厌氧氨氧化脱氮占总氮损失的百分比为84.18%。成功提高了厌氧氨氧化污泥的总氮去除率。
26.实施例3
27.向反应器内投加200mg/l(即ahls酰胺淬灭酶的质量与污泥废水的体积比)的ahls酰胺淬灭酶,搅拌运行8小时,8小时后关闭搅拌装置。搅拌结束后,相较于无外源投加ahls酰胺淬灭酶的情况,氨氮去除率提高了39.66%,亚硝态氮去除率提高了286.17%,总氮去除率提高了146.73%。厌氧氨氧化脱氮占总氮损失的百分比为82.44%。成功提高了厌氧氨氧化污泥的总氮去除率。
28.随着ahls酰胺淬灭酶浓度的升高,体系中的厌氧氨氧化的总氮损失百分比逐渐下降。原因是投加的ahls酰胺淬灭酶把厌氧氨氧化菌产生的信号分子分解成高丝氨酸内酯和脂肪酸,其中脂肪酸被厌氧氨氧化菌利用,促进了内源反硝化,通过内源反硝化作用造成的总氮损失逐渐上升,从而导致体系中的厌氧氨氧化的总氮损失百分比逐渐下降。ahls酰胺淬灭酶浓度在100
‑
200mg/l时,由于内源反硝化的作用增强,反应器的总氮去除率上升,但厌氧氨氧化总氮损失占百分比仍在80%以上,保证了该体系依然是以厌氧氨氧化为主体的脱氮途径,厌氧氨氧化菌的总氮去除率提高了7.09
‑
286.17%,厌氧氨氧化造成的总氮损失占反应器总氮损失93.41
‑
82.44%。如果继续增大浓度,厌氧氨氧化总氮损失占百分比会继续下降,厌氧氨氧化作用将受到影响,可能造成体系造成破坏,导致其失衡。
29.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1