一种加电辊的自动清洗方法及其清洗装置与流程
1.本发明涉及化成箔加工技术领域,更具体的,涉及一种加电辊的自动清洗方法及其清洗装置。
背景技术:
2.在目前的化成箔加工生产中,加电辊与箔接触,在运转过程中表面容易附着氧化物杂质,导致箔和加电辊之间接触面减少,电压升高造成打火,打火现象容易造成断箔、停机和损坏加电辊的故障,造成很大损失。因此目前有在生产中及时发现并且清洗加电辊的需求;目前的措施有人工定时用细砂纸打磨加电辊表面,使用固定式的被动研磨辊被动擦洗等,然而该人工打磨方法有效率低,风险大效果差的缺点;针对以上所述问题目前现有专利中国授权公告号cn208527406u,授权公告日:2019-02-22,公开了一种充电辊的轴端自动清洗机,该清洗机清洗效果好,效率高,然而仍旧无法满足在生产中即时检测即时清洗的需求。
3.因此,如何发明一种效果好,效率高,在生产中即时检测,即时清洗的设备,是本领域亟需解决的问题。
技术实现要素:
4.本发明为了解决以上人工打磨方法有效率低,风险大效果差的问题,提供了一种加电辊的自动清洗方法及其清洗装置,其具有效果好,效率高,能够在生产中即时检测,即时清洗的特性。
5.为实现上述本发明目的,采用的技术方案如下:
6.一种自动清洗方法,其特征在于:包括以下步骤:
7.s1.驱动装置固定并带动加电辊转动运行;
8.s2.检测器持续检测加电辊与腐蚀箔之间的电压值,当电压超过预警电压时执行步骤s3;
9.s3.控制装置控制擦洗辊相对运动接触到所述的加电辊;
10.s4.擦洗辊进行擦洗工作;
11.s5.检测器重新检测加电辊和腐蚀箔之间的电压值,若电压值低于预警电压则执行步骤s6;
12.控制装置控制擦洗辊脱离接触加电辊,本次清洗结束,回到步骤s1继续执行。
13.一种加电辊自动清洗装置,包括加电辊、工作台、驱动装置,所述的加电辊支承在工作台上,加电辊上装设腐蚀箔,驱动装置的输出端与加电辊连接,驱动装置驱动加电辊转动,其特征在于:还包括检测器、控制装置、擦洗辊;擦洗辊安装在工作台上,且擦洗辊能与加电辊接触,所述的检测器用于检测加电辊和腐蚀箔之间的电压,并把检测到的电压变化传输给控制装置,控制装置的信号输出端与驱动装置的控制端电连接。
14.优选的,擦洗辊的旁侧还装设有用于调节是否与加电辊接触的调节机构,所述调
节机构包括安装支架和气缸,擦洗辊固定安装在安装支架上,所述安装支架底部与工作台固定连接,所述气缸在所述的工作台下方,气缸的活塞杆与工作台下方固定连接,控制装置的信号输出端与气缸的驱动端连接。
15.进一步的,所述安装支架包括安裝支架芯轴、第一支架机构、第二支架机构、擦洗辊芯轴,所述的擦洗辊通过两端所设的擦洗辊芯轴分别支承在第一支架机构,第二支架机构上,所述的擦洗辊芯轴两端分别支承在所述的安裝支架芯轴的两侧。
16.更进一步的,所述安装支架还装设有喷淋管,所述的喷淋管两端分别支承所述的安裝支架芯轴的两侧;所述喷淋管上面设有多个喷淋孔,所述的喷淋孔面向加电辊,用于喷淋所述的加电辊。
17.更进一步的,所述的第一支架机构包括第一支架和第一支架杆;所述的第一支架一端与所述的安裝支架芯轴固定连接,另一端与所述的第一支架杆的一端相连,所述的第一支架杆另一端与工作台固定连接。
18.更进一步的,所述的第二支架机构包括第二支架和第二支架杆;所述的第二支架一端与所述的安裝支架芯轴固定连接,另一端与所述的第二支架杆的一端相连,所述的第二支架杆另一端与工作台固定连接。
19.更进一步的,所述安装支架还装设有第一缓冲装置,所述的第一缓冲装置一端连接第一支架机构(,另一端连接所述的工作台;所述的第一缓冲装置包括第一弹簧杆、第一缓冲装置筒、第一弹簧;所述的第一缓冲装置筒顶盖上设有小孔,所述的第一弹簧杆一端与所述的第一支架连接,另一端穿过所述小孔与所述的第一弹簧一端连接;所述的第一弹簧位于第一缓冲装置筒内;所述第一弹簧的另一端与所述的第一缓冲装置筒的底端固定连接;同时所述的第一缓冲装置筒底端与工作台固定连接。
20.更进一步的,所述安装支架还装设有第二缓冲装置,所述的第二缓冲装置一端连接第二支架机构,另一端连接所述的工作台;所述的第二缓冲装置22包括第二弹簧杆、第二缓冲装置筒、第二弹簧;所述的第二缓冲装置筒顶盖上设有小孔,所述的第二弹簧杆一端与所述的第二支架连接,另一端穿过所述小孔与所述的第二弹簧一端连接,所述的第二弹簧位于第二缓冲装置筒内,所述第二弹簧的另一端与所述的第二缓冲装置筒的底端固定连接;同时所述的第二缓冲装置筒底端与工作台固定连接。
21.更进一步的,所述的控制装置包括可编程逻辑控制器,中间继电器;所述可编程逻辑控制器与中间继电器相连,所述的中间继电器与所述的调节机构相连。
22.本发明的有益效果如下:
23.本发明结合控制装置监测化成箔生产实现对加电辊的实时自动清理。检测器检测到电压值异常后,由控制装置控制抬起擦洗辊相对运动与加电辊接触进行清洗;本发明结构简单,效果好,效率高,能够在生产中即时检测,即时清洗,能够有效解决现有方法效率低,风险大效果差,不能实时清洗的问题。
附图说明
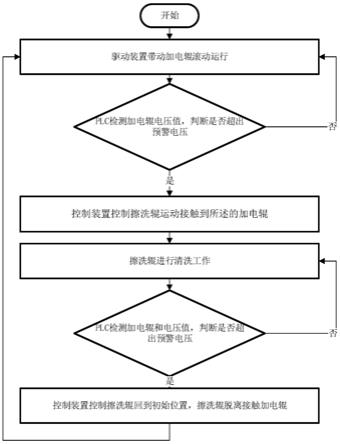
24.图1是所述自动清洗方法的流程示意图。
25.图2是所述的控制装置示意图和第一支架机构、第二支架机构的侧面结构示意图。
26.图3是所述自动清洗装置的结构示意图。
27.图中,1-加电辊,2-工作台,3-腐蚀箔,4-检测器,5-控制装置,6-擦洗辊,7-调节机构,8-安装支架,9-安裝支架芯轴,10-第一支架机构,11-第二支架机构,12-擦洗辊芯轴,13-喷淋管,14-第一支架,15-第一支架杆,16
‑ꢀ
第二支架,17-第二支架杆,18-第一缓冲装置,19-第一弹簧杆,20-第一缓冲装置筒,21-第一弹簧,22-第二缓冲装置,23-第二弹簧杆,24-第二缓冲装置筒, 25-第二弹簧,26-可编程逻辑控制器,27-中间继电器。
具体实施方式
28.下面结合附图和具体实施方式对本发明做详细描述。
29.实施例1:
30.如图1所示,基于实施例1所述的加电辊1的自动清洗装置6,本实施例还一种自动清洗方法:包括以下步骤:
31.s1.驱动电机固定并带动加电辊1转动运行;同时,腐蚀箔3被加电辊 1带动加工,第一喷淋管15和第二喷淋管15持续喷淋加电辊1;本实施例中,正常生产,电源恒流设定1500a时,电压在5v左右,波动范围在0.5v之内。
32.s2.可编程逻辑控制器26检测加电辊1和腐蚀箔3之间的电压值,电压超过预警电压时执行步骤s3;
33.s3.可编程逻辑控制器26通过中间继电器27控制报警装置报警;同时,可编程逻辑控制器26通过中间继电器27控制气缸充气;本实施例中,当超过0.5v波动起伏向上趋势时输出一个24v电压控制中间继电器27驱动气缸;
34.s4.气缸充气带动工作台2带动第一支架机构10和第二支架机构11相对运动,从而带动安裝支架芯轴9与擦洗辊芯轴12相对运动,直到所述的擦洗辊6接触所述的加电辊1;根据需要调节可调节弹簧装置,确保擦洗辊6充分擦洗所述的加电辊1;以此,通过擦洗辊6 和喷淋管15相互配合清洗加电辊1;
35.s5.可编程逻辑控制器26重新检测加电辊1和腐蚀箔3之间的电压值,若电压值低于预警电压则执行步骤s6;
36.s6.控制装置5控制气缸放气并回到初始位置,擦洗辊6脱离接触加电辊1,本次清洗结束,回到步骤s1继续执行。
37.实施例2:
38.如图2和图3所示,一种加电辊自动清洗装置包括加电辊1、工作台2、驱动装置,所述的加电辊1支承在工作台2上,加电辊1上装设腐蚀箔3,驱动装置的输出端与加电辊1连接,驱动装置驱动加电辊1转动,其特征在于:
39.还包括检测器4、控制装置5、擦洗辊6;擦洗辊6安装在工作台2上,且
40.擦洗辊6能与加电辊1接触,所述的检测器4用于检测加电辊1和腐蚀箔3 之间的电压,并把检测到的电压变化传输给控制装置5,控制装置5的信号输出端与驱动装置的控制端电连接5。
41.本实施例中,生产中所述的腐蚀箔3为铝箔。
42.本实施例中还包括有报警机构,所述报警机构与所述控制机构5相连,受控制装置5控制运用声光报警。
43.擦洗辊6的旁侧还装设有用于调节是否与加电辊1接触的调节机构7,所述调节机
构7包括安装支架8和气缸,擦洗辊6固定安装在安装支架8上,所述安装支架8底部与工作台固定连接,所述气缸在所述的工作台2下方,气缸的活塞杆与工作台2下方固定连接,控制装置5的信号输出端与气缸的驱动端连接。
44.所述安装支架8包括安裝支架芯轴9、第一支架机构10、第二支架机构11、擦洗辊芯轴12,所述的擦洗辊6通过两端所设的擦洗辊芯轴12分别支承在第一支架机构10,第二支架机构11上,所述的擦洗辊芯轴12两端分别支承在所述的安裝支架芯轴9的两侧。
45.所述的擦洗辊6表面设有金属磨砂表面层,其辊体为硬度适中的材料,保证充足的擦洗的同时防止损伤加电辊1。
46.所述安装支架8还装设有喷淋管13,所述的喷淋管13两端分别支承所述的安裝支架芯轴9的两侧;所述喷淋管13上面设有多个喷淋孔,所述的喷淋孔面向加电辊1,用于喷淋所述的加电辊1。
47.所述的第一支架机构10包括第一支架14和第一支架杆15;所述的第一支架14一端与所述的安裝支架芯轴9固定连接,另一端与所述的第一支架杆 15的一端相连;所述的第一支架杆15另一端与工作台2固定连接。
48.所述的第二支架机构11包括第二支架16和第二支架杆17;所述的第二支架 16一端与所述的安裝支架芯轴9固定连接,另一端与所述的第二支架杆17 的一端相连,所述的第二支架杆17另一端与工作台2固定连接。
49.所述安装支架8还装设有第一缓冲装置18,所述的第一缓冲装置18一端连接第一支架机构10,另一端连接所述的工作台2;所述的第一缓冲装置18 包括第一弹簧杆19、第一缓冲装置筒20、第一弹簧21;所述的第一缓冲装置筒20顶盖上设有小孔,所述的第一弹簧杆19一端与所述的第一支架14 连接,另一端穿过所述小孔与所述的第一弹簧21一端连接,所述的第一弹簧21位于第一缓冲装置筒20内,所述第一弹簧21的另一端与所述的第一缓冲装置筒20的底端固定连接,同时所述的第一缓冲装置筒20底端与工作台2固定连接。
50.所述安装支架8还装设有第二缓冲装置22,所述的第二缓冲装置22一端连接第二支架机构11,另一端连接所述的工作台2;所述的第二缓冲装置22
51.包括第二弹簧杆23、第二缓冲装置筒24、第二弹簧25;所述的第二缓冲装置筒24顶盖上设有小孔,所述的第二弹簧杆23一端与所述的第二支架16
52.连接,另一端穿过所述小孔与所述的第二弹簧25一端连接,所述的第二弹簧25位于第二缓冲装置筒24内,所述第二弹簧25的另一端与所述的第二缓冲装置筒24的底端固定连接,同时所述的第二缓冲装置筒子24底端与工作台2固定连接。
53.在本实施例中,所述的第一缓冲装置18和第二缓冲装置22为可调节弹簧装置,通过调节所述的第一弹簧21和第二弹簧25的弹簧位置和弹簧弹性,对所述擦洗辊6起到缓冲作用,并且保证了擦洗辊6与加电辊1充分的接触。
54.所述的控制装置5包括可编程逻辑控制器26,中间继电器27,和报警装置;
55.所述可编程逻辑控制器26与中间继电器27相连,所述的中间继电器27与所述的第一气缸和第二气缸相连;同时,所述的中间继电器27和报警装置相连。本实施例根据通讯协议modbus使用欧姆龙可编程逻辑控制器26作为控制器控制擦洗辊6。
56.本发明结合控制装置5监测化成箔生产实现对加电辊1的实时自动清理。在腐蚀箔3加工生产时,所述欧姆龙可编程逻辑控制器26检测铝箔3与加电辊 1之间电压超过发现
0.5v波动起伏,并通过所述中间继电器27带动气缸充气带动第一支架机构10和第二支架机构11向上运动,从而带动安裝支架芯轴9和擦洗辊芯轴12运动,直到所述的擦洗辊6接触所述的加电辊1并进行擦洗;所述欧姆龙可编程逻辑控制器26重新检测电压波动,在确认电压波动恢复正常后,欧姆龙可编程逻辑控制器26通过所述中间继电器27控制气缸放气使所述第一支架机构10和第二支架机构11归位,并继续用检测器4持续监测生产。本发明结构简单,效果好,效率高,能够在生产中即时检测,即时清洗,能够有效解决现有方法效率低,风险大效果差,不能实时清洗的问题。
57.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1