一种锌灰在线处理装置的制作方法
1.本实用新型涉及带钢热镀锌设备技术领域,尤其涉及一种锌灰在线处理装置。
背景技术:
2.锌灰由金属锌蒸汽冷凝形成,锌锅中金属液的温度为460℃(热镀锌)和600℃(热镀铝锌)左右,金属液表面在该高温作用下不断有锌蒸汽挥发,锌蒸汽与水蒸气作用生成粉末状氧化物,在炉鼻子的冷区氧化物凝结成为锌灰。锌灰主要粘附在炉鼻子本体内上下表面以及侧面,也会进入到配气间和炉子区域。锌灰越凝结越多,在锌锅系统震动、重力作用、带钢抖动的影响下,经锌液(铝锌液)和沉没辊挤压后粘附在带钢表面,形成沿工艺方向的白色带状缺陷,一方面严重影响带钢的热镀工艺和产品质量,另一方面还会污染炉内的检测设备和传感器。
3.现有锌灰减少措施主要有以下几种:(1)增加摄像头、锌灰泵,实时监控锌灰粉末生成情况,并定期对浮渣进行清理;(2)增加专用扒渣勺和沉没辊刮刀,进行人工扒渣;(3)增加炉内氮气加湿系统、提高炉鼻子内保护气体的露点,使纯锌和水在高温下发生反应形成氧化物薄膜,从而抑制锌液的蒸汽生成速度;(4)增加温度和液位控制,以减少锌蒸汽避免浮渣在炉内壁积聚;(5)优化锌液成分、控制有效铝含量,避免铝氧化或铁溶解形成浮渣或底渣;(6)其他还有加强清洗、均匀加锭、采用双锌锅等方法。
4.以上方法或者需要人工操作或通过半自动化实现,定期生产线停机以便对炉鼻子、配气间等进行锌灰清理,清理周期根据作业强度不等影响10天到1个月,清理时间通常需要12小时以上,其间开停机及停产损失较大、废品率较高、能源消耗大;或者加湿系统中加水量难以确定,加水少则氧化物薄膜少、抑制锌液蒸发效果差,加水多则氧化物过多、存在带钢漏镀问题,加湿系统无法清理炉鼻子内壁已经形成的锌灰,同时在带钢进入锌锅、金属液发生震动时,氧化物薄膜发生破裂,不能完全杜绝锌液蒸发。并且,这些方法只能从前端进行抑制,无后端方法进行闭环控制和去除,一旦温湿度、露点发生波动就会有大量锌灰缺陷产生。
技术实现要素:
5.有鉴于此,本实用新型提出了一种用以解决现有技术中炉鼻子和退火炉内凝结大量锌灰,严重影响带钢的热镀锌和热镀铝锌工艺及产品质量,污染炉内的检测设备和传感器,除尘装置人工除尘效率低的问题的锌灰在线处理装置。
6.本实用新型的技术方案是这样实现的:本实用新型提供了一种锌灰在线处理装置,由退火炉炉鼻子、热交换锌灰处理设备、引风风机、退火炉保护气进气管路和连接管路组成,所述退火炉保护气进气管路包括第一保护气进气管和第二保护气进气管,所述连接管路包括炉气进气管和炉气出气管;
7.所述热交换锌灰处理设备有壳程进气口、壳程出气口、管程进气口和管程出气口,壳程进气口通过炉气进气管与退火炉炉鼻子的下方相互连通,被吸入退火炉炉鼻子中的含
有锌灰的炉气进入热交换锌灰处理设备,含有锌灰的炉气在热交换锌灰处理设备中处理掉锌灰后从壳程出气口排出并通过引风风机与炉气出气管连通,炉气出气管与退火炉炉鼻子的上方相互连通;管程进气口与第一保护气进气管相互连通,管程出气口通过第二保护气进气管与退火炉相互连通。
8.在以上技术方案的基础上,优选的,退火炉炉鼻子中含有锌灰的炉气的流向为:从退火炉炉鼻子中流向热交换锌灰处理设备,再从热交换锌灰处理设备流向引风风机,最后再通过引风风机流向退火炉炉鼻子,含有锌灰的炉气的流动动力由引风风机提供;退火炉的保护气流向为:从第一保护气进气管进入热交换锌灰处理设备,再从热交换锌灰处理设备流向第二保护气进气管,最后从第二保护气进气管流入退火炉内,退火炉的保护气动力由退火炉器保站增压系统提供。
9.在以上技术方案的基础上,优选的,所述退火炉炉鼻子包括浸入段、连接法兰、炉鼻子本体和密封挡板,浸入段的一端部没入在锌液下方,浸入段位于锌液上方的一端通过连接法兰与炉鼻子本体相互连通,炉鼻子本体内安装有密封挡板,密封挡板选择性地遮挡炉鼻子本体内的通道,所述炉气进气管和炉气出气管与退火炉炉鼻子连接的位置分别位于炉鼻子本体相对的两侧。
10.在以上技术方案的基础上,优选的,所述热交换锌灰处理设备为列管式换热器,从退火炉炉鼻子引出的含锌高温炉气从热交换锌灰处理设备的壳程进气口进入,在壳程内流动,从热交换锌灰处理设备的壳程出气口排出后进入引风风机,引风风机再将炉气通过炉气出气管排入退火炉炉鼻子中。
11.更进一步优选的,来自于退火炉气保站的高纯常温保护气从热交换锌灰处理设备的管程进气口进入到热交换锌灰处理设备的列管中,在列管内流动并换热冷切列管外的高温含锌灰炉气,经过多个管程后从热交换锌灰处理设备的管程出气口排出,通过第二保护气进气管流入退火炉炉体内。
12.在以上技术方案的基础上,优选的,热交换锌灰处理设备的壳程进气口沿含锌灰高温炉气流动方向设置于热交锌灰处理设备的一端部,壳程出气口沿含锌灰高温炉气流动方向设置于热交换锌灰处理设备相对壳程进气口的另一端部。
13.在以上技术方案的基础上,优选的,所述热交换锌灰处理设备的列管水平阵列排布,列管的长度方向与含锌灰高温炉气流动方向相互垂直,多个列管组成一个换热管组,由多个换热管组串联形成一个完整的换热管程,列管的直径为16-89mm。
14.在以上技术方案的基础上,优选的,所述热交换锌灰处理设备的顶部设有多个锌灰吹扫孔,锌灰吹扫孔连通壳程与热交锌灰处理设备外部,锌灰吹扫孔由密封法兰密封,在热交换锌灰处理设备的底部设有一个或多个锌灰收集料斗,用于收集锌灰,锌灰收集料斗与壳程相互连通。
15.在以上技术方案的基础上,优选的,所述热交换锌灰处理设备的壳程进气口前面设置有切断阀门,所述热交换锌灰处理设备的壳程出气口后面设置有切断阀门,切断阀门用于在清理锌灰收集料斗的锌灰时切断来自退火炉炉鼻子的含锌灰炉气,确保退火炉的整体密封。
16.本实用新型的锌灰在线处理装置相对于现有技术具有以下有益效果:
17.(1)本实用新型提供了一种能够对退火炉炉鼻子以及退火炉内的高温炉气中的锌
灰进行集中收集处理的装置,通过两组相互独立的循环管路实现热交换,并在热交换的同时促使高温炉气中的锌灰沉降,从而达到集中收集处理的目的;
18.(2)整个装置结构简单,不仅能够减少炉鼻子中锌灰聚集的情况,改善镀锌的质量,同时能够降低炉鼻子的清理周期,降低因开停机导致的废品率过高问题,有效提高了整体产能。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
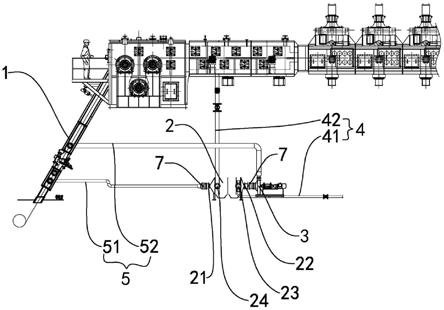
20.图1为本实用新型锌灰在线处理装置的主视图;
21.图2为本实用新型锌灰在线处理装置中热交换锌灰处理设备的主视剖视图;
22.图3为本实用新型锌灰在线处理装置中热交换锌灰处理设备的俯视剖视图;
23.图4为本实用新型锌灰在线处理装置中退火炉炉鼻子的主视剖视图。
24.图中:1-退火炉炉鼻子、2-热交换锌灰处理设备、3-引风风机、4-退火炉保护气进气管路、5-连接管路、6-锌灰收集料斗、7-切断阀门、11-浸入段、12-连接法兰、13-炉鼻子本体、14-密封挡板、21-壳程进气口、22-壳程出气口、23-管程进气口、24-管程出气口、25-锌灰吹扫孔、41-第一保护气进气管、42-第二保护气进气管、51-炉气进气管、52-炉气出气管。
具体实施方式
25.下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
26.如图1所示,结合图2-4,本实用新型的锌灰在线处理装置,其由退火炉炉鼻子1、热交换锌灰处理设备2、引风风机3、退火炉保护气进气管路4和连接管路5组成,所述退火炉保护气进气管路4包括第一保护气进气管41和第二保护气进气管42,所述连接管路5包括炉气进气管51和炉气出气管52;
27.所述热交换锌灰处理设备2有壳程进气口21、壳程出气口22、管程进气口23和管程出气口24,壳程进气口21通过炉气进气管51与退火炉炉鼻子1的下方相互连通,被吸入退火炉炉鼻子1中的含有锌灰的炉气进入热交换锌灰处理设备2,含有锌灰的炉气在热交换锌灰处理设备2中处理掉锌灰后从壳程出气口22排出并通过引风风机3与炉气出气管52连通,炉气出气管52与退火炉炉鼻子1的上方相互连通;管程进气口23与第一保护气进气管41相互连通,管程出气口24通过第二保护气进气管42与退火炉相互连通。
28.以上实施方式中,来自退火炉炉鼻子1的含有锌灰的炉气通过炉气进气管51与热交换锌灰处理设备2的壳程进气口21连通,从而使高温含有锌灰的炉气在热交换锌灰处理设备2内进行热交换,壳程内的高温其他与管程内的低温气体进行热交换,一方面可以节省能源没另一方面可以使炉气中的锌灰沉降,达到去除锌灰的目的。
29.在具体实施方式中,退火炉炉鼻子1中含有锌灰的炉气的流向为:从退火炉炉鼻子1中流向热交换锌灰处理设备2,再从热交换锌灰处理设备2流向引风风机3,最后再通过引风风机3流向退火炉炉鼻子1,含有锌灰的炉气的流动动力由引风风机3提供;退火炉的保护气流向为:从第一保护气进气管41进入热交换锌灰处理设备2,再从热交换锌灰处理设备2流向第二保护气进气管42,最后从第二保护气进气管42流入退火炉内,退火炉的保护气动力由退火炉器保站增压系统提供。
30.以上实施方式中,含有锌灰的炉气经过热交换锌灰处理设备2进行锌灰沉降处理和热交换处理后,锌灰含量更低的低温炉气则再次进入到退火炉炉鼻子1内而进入到退火炉内的低温保护气则可以通过热交换锌灰处理设备2进行预先热处理,利用高温炉气进行加热,节能环保。
31.在具体实施方式中,所述退火炉炉鼻子1包括浸入段11、连接法兰12、炉鼻子本体13和密封挡板14,浸入段11的一端部没入在锌液下方,浸入段11位于锌液上方的一端通过连接法兰12与炉鼻子本体13相互连通,炉鼻子本体13内安装有密封挡板14,密封挡板14选择性地遮挡炉鼻子本体13内的通道,所述炉气进气管51和炉气出气管52与退火炉炉鼻子1连接的位置分别位于炉鼻子本体13相对的两侧。
32.以上实施方式中,浸入段11用于进入在锌液下方,从而保证退火炉炉鼻子1内的密封,连接法兰12用于密封连接浸入段11和炉鼻子本体13,密封挡板14用于控制退火炉炉鼻子1内通道的开启和关闭,炉气进气管51和炉气出气管52设置在炉鼻子本体13的相对的两侧,从而与炉鼻子本体13内部形成封闭循环管路。
33.在具体实施方式中,所述热交换锌灰处理设备2为列管式换热器,从退火炉炉鼻子1引出的含锌高温炉气从热交换锌灰处理设备2的壳程进气口进入,在壳程内流动,从热交换锌灰处理设备2的壳程出气口22排出后进入引风风机3,引风风机3再将炉气通过炉气出气管52排入退火炉炉鼻子1中。
34.以上实施方式中,高温炉气在热交换锌灰处理设备2的壳程内,而低温的保护气则在管程内,炉气与保护气相对隔离,热交换锌灰处理设备2可以实现热交换,同时可以对锌灰进行降温沉降,达到去除锌灰的目的。
35.在具体实施方式中,来自于退火炉气保站的高纯常温保护气从热交换锌灰处理设备2的管程进气口23进入到热交换锌灰处理设备2的列管中,在列管内流动并换热冷切列管外的高温含锌灰炉气,经过多个管程后从热交换锌灰处理设备2的管程出气口24排出,通过第二保护气进气管42流入退火炉炉体内。
36.以上实施方式中,在退火炉后方进入的保护气会首先进入到热交换锌灰处理设备2内进行换热,经过热交换加热后再通过第二保护气进气管42排入到退火炉炉体内。
37.在具体实施方式中,热交换锌灰处理设备2的壳程进气口21沿含锌灰高温炉气流动方向设置于热交锌灰处理设备2的一端部,壳程出气口22沿含锌灰高温炉气流动方向设置于热交换锌灰处理设备2相对壳程进气口21的另一端部。
38.在具体实施方式中,所述热交换锌灰处理设备2的列管水平阵列排布,列管的长度方向与含锌灰高温炉气流动方向相互垂直,多个列管组成一个换热管组,由多个换热管组串联形成一个完整的换热管程,列管的直径为16-89mm。
39.以上实施方式中,高温含锌灰的炉气流动方向与列管的长度方向相互垂直,此时
热交换效率更高,同时列管起到了扰流和阻挡的作用,可以加速炉气中的锌灰冷却和坠落。
40.在具体实施方式中,所述热交换锌灰处理设备2的顶部设有多个锌灰吹扫孔25,锌灰吹扫孔25连通壳程与热交锌灰处理设备2外部,锌灰吹扫孔25由密封法兰密封,在热交换锌灰处理设备2的底部设有一个或多个锌灰收集料斗6,用于收集锌灰,锌灰收集料斗6与壳程相互连通。
41.以上实施方式中,锌灰吹扫孔25用于对热交换锌灰处理设备2进行清扫处理,避免锌灰堆积,影响热交换锌灰处理设备2的正常运行。
42.在具体实施方式中,所述热交换锌灰处理设备2的壳程进气口21前面设置有切断阀门7,所述热交换锌灰处理设备2的壳程出气口22后面设置有切断阀门7,切断阀门7用于在清理锌灰收集料斗6的锌灰时切断来自退火炉炉鼻子1的含锌灰炉气,确保退火炉的整体密封。
43.以上实施方式中,锌灰收集料斗6用于收集锌灰,为了在进行锌灰处理时保证退火炉炉鼻子1内的相对密闭以及退火炉内的相对密闭,在热交换锌灰处理设备2两端的壳程进气口21和壳程出气口22位置处安装切断阀门7,便于在清理锌灰时进行隔绝处理。
44.以上所述仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1