一种汽车用特殊焊接螺钉的加工装置的制作方法
1.本实用新型涉及汽车领域,具体是一种汽车用特殊焊接螺钉的加工装置。
背景技术:
2.随着社会的进步与发展,人们的生活水平不断地提高,汽车的使用也越来越广泛,一般汽车组装需要用到一些特殊焊接螺钉,而特殊焊接螺钉的生产一般会要用到加工装置,以便于进行加工。
3.现有的加工装置,材料利用率低,加工时间长,而且需要的生产成本高,由于焊接螺钉的形状复杂,加工难度大,无法形成批量生产,导致加工的效率低,加工余量大,致使材料浪费,以及刀具的磨损加快;因此,针对上述问题提出一种汽车用特殊焊接螺钉的加工装置。
技术实现要素:
4.为了弥补现有技术的不足,解决生产效率低的问题,本实用新型提出一种汽车用特殊焊接螺钉的加工装置。
5.本实用新型解决其技术问题所采用的技术方案是:本实用新型所述的一种汽车用特殊焊接螺钉的加工装置,包括上模座;所述上模座的顶端设置有下模座,且下模座与上模座之间通过导柱导套连接,所述上模座与下模座之间依次设置有第一工位、第二工位、第三工位、第四工位、第五工位和第六工位,解决了不便于进行批量生产特殊螺钉的问题,通过多工位设备上一次成形,无需后通二次加工即可,只需一道工序,使生产效率得到了提高,极少量边角料的产生,节省了资源。
6.优选的,所述第一工位包括有第一后冲垫杆,所述上模座的上端设置有第一定模,且第一定模的内部设置有第一后冲垫杆,所述第一后冲垫杆的内部活动安装有第一后冲棒,所述下模座的下端安装有第一冲模壳,且第一冲模壳的内部设置有第一前冲垫杆,所述第一前冲垫杆的内部活动安装有第一前冲棒,且第一前冲棒与第一后冲棒在同一水平线上,第一工位整形后材料形状规则利于后工位的成型。
7.优选的,所述第二工位包括有第二后冲垫杆,所述上模座的上端设置有第二定模,且第二定模的内部设置有第二后冲垫杆,所述第二后冲垫杆的内部活动安装有第二后冲棒,所述下模座的下端安装有第二冲模壳,且第二冲模壳的内部设置有第二前冲垫杆,所述第二前冲垫杆的内部活动安装有第二前冲棒,且第二前冲棒与第二后冲棒在同一水平线上,第二工位因为是异形通孔,对通孔进行圆孔预冲压,减小后工位受力,提高了后工序模具的寿命。
8.优选的,所述第三工位包括有第三后冲垫杆,所述上模座的上端设置有第三定模,且第三定模的内部设置有第三后冲垫杆,所述第三后冲垫杆的内部活动安装有第三后冲棒,所述下模座的下端安装有第三冲模壳,且第三冲模壳的内部设置有第三前冲垫杆,所述第三前冲垫杆的内部活动安装有第三前冲棒,且第三前冲棒与第三后冲棒在同一水平线
上,第三工位将材料进行翻转后,然后对材料的另一面进行圆通孔预加工并加工凸点。
9.优选的,所述第四工位包括有第四后冲垫杆,所述上模座的上端设置有第四定模,且第四定模的内部设置有第四后冲垫杆,所述第四后冲垫杆的内部活动安装有第四后冲棒,所述下模座的下端安装有第四冲模壳,且第四冲模壳的内部设置有第四前冲垫杆,所述第四前冲垫杆的内部活动安装有第四前冲棒,且第四前冲棒与第四后冲棒在同一水平线上,第四工位对材料进行圆通孔。
10.优选的,所述第五工位包括有第五后冲垫杆,所述上模座的上端设置有第五定模,且第五定模的内部设置有第五后冲垫杆,所述第五后冲垫杆的内部活动安装有第五后冲棒,所述下模座的下端安装有第五冲模壳,且第五冲模壳的内部设置有第五前冲垫杆,所述第五前冲垫杆的内部活动安装有第五前冲棒,且第五前冲棒与第五后冲棒在同一水平线上,第五工位将材料翻转,然后进行异形孔加工。
11.优选的,所述第六工位包括有第六后冲垫杆,所述上模座的上端设置有第六定模,且第六定模的内部设置有第六后冲垫杆,所述第六后冲垫杆的内部活动安装有第六后冲棒,所述下模座的下端安装有第六冲模壳,且第六冲模壳的内部设置有第六前冲垫杆,所述第六前冲垫杆的内部活动安装有第六前冲棒,且第六前冲棒与第六后冲棒在同一水平线上,第六工位对材料进行异形孔通孔,并去除废料。
12.优选的,所述上模座的一侧设置有固定架,且固定架与上模座之间通过螺栓进行固定连接的,所述固定架的顶端安装有吹风机,解决了上模座的顶端不便于进行清理的问题,提高了操作的易用性,同时防止上模座的顶端堆积灰尘。
13.本实用新型的有益之处在于:
14.1.本实用新型通过每工位的冷挤压变形方式的选择,第一工位整形后材料形状规则利于后工位的成型,第二工位因为是异形通孔,对通孔进行圆孔预冲压,第三工位将材料进行翻转后,然后对材料的另一面进行圆通孔预加工并加工凸点,第四工位对材料进行圆通孔,第五工位将材料翻转,然后进行异形孔加工,第六工位对材料进行异形孔通孔,并去除废料,整个为精整工序,让产品在一个密闭空间受力保证产品精度及一致性,实现了批量操作的功能,解决了不便于进行批量生产特殊螺钉的问题,通过多工位设备上一次成形,无需后通二次加工即可,只需一道工序,使生产效率得到了提高,极少量边角料的产生,节省了资源,降低了成本,设备调试完成后的加工过程高效连贯,减少了人的劳动强度,操作人员操作的便捷性,同时提高了操作人员的工作效率;
15.2.本实用新型通过向上端进行提动把手,直至将防护壳移至吹风机的顶端,然后将防护壳取下,再启动吹风机,从而实现了吹风机将上模座顶端的废料以及灰尘进行吹走清理的功能,解决了上模座的顶端不便于进行清理的问题,提高了操作的易用性,同时防止上模座的顶端堆积灰尘,影响装置冲压操作,同时提高了本装置的适应性。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
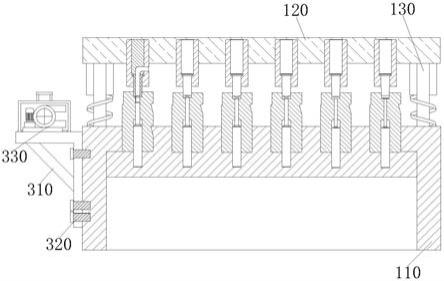
17.图1为实施例一的正视剖面结构示意图;
18.图2为实施例一的立体结构示意图;
19.图3为实施例一的第一工位的正视剖面结构示意图;
20.图4为实施例一的第二工位的正视剖面结构示意图;
21.图5为实施例一的第三工位的正视剖面结构示意图;
22.图6为实施例一的第四工位的正视剖面结构示意图;
23.图7为实施例一的第五工位的正视剖面结构示意图;
24.图8为实施例一的第六工位的正视剖面结构示意图;
25.图9为实施例二的局部正视剖面结构示意图。
26.图中:110、上模座;120、下模座;130、导柱导套;210、第一定模;211、第一后冲垫杆;212、第一后冲棒;213、第一前冲棒;214、第一前冲垫杆;215、第一冲模壳;220、第二定模;221、第二后冲垫杆;222、第二后冲棒;223、第二前冲棒;224、第二前冲垫杆;225、第二冲模壳;230、第三定模;231、第三后冲垫杆;232、第三后冲棒;233、第三前冲棒;234、第三前冲垫杆;235、第三冲模壳;240、第四定模;241、第四后冲垫杆;242、第四后冲棒;243、第四前冲棒;244、第四前冲垫杆;245、第四冲模壳;250、第五定模;251、第五后冲垫杆;252、第五后冲棒;253、第五前冲棒;254、第五前冲垫杆;255、第五冲模壳;260、第六定模;261、第五后冲垫杆;262、第五后冲棒;263、第五前冲棒;264、第五前冲垫杆;265、第五冲模壳;310、固定架;320、螺栓;330、吹风机;340、防护壳;350、把手。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
28.实施例一
29.请参阅图1-8所示,一种汽车用特殊焊接螺钉的加工装置,包括上模座110;所述上模座110的顶端设置有下模座120,且下模座120与上模座110之间通过导柱导套130连接,所述上模座110与下模座120之间依次设置有第一工位、第二工位、第三工位、第四工位、第五工位和第六工位;工作时,当需要提高装置的生产效率时,由于整个为精整工序,通过选择合理的分模位置,让产品在一个密闭空间受力保证产品精度及一致性,实现了批量操作的功能,解决了不便于进行批量生产特殊螺钉的问题,通过多工位设备上一次成形,无需后通二次加工即可,只需一道工序,使生产效率得到了提高,极少量边角料的产生,节省了资源,降低了成本,设备调试完成后的加工过程高效连贯,减少了人的劳动强度,操作人员操作的便捷性,同时提高了操作人员的工作效率。
30.所述第一工位包括有第一后冲垫杆211,所述上模座110的上端设置有第一定模210,且第一定模210的内部设置有第一后冲垫杆211,所述第一后冲垫杆211的内部活动安装有第一后冲棒212,所述下模座120的下端安装有第一冲模壳215,且第一冲模壳215的内部设置有第一前冲垫杆214,所述第一前冲垫杆214的内部活动安装有第一前冲棒213,且第一前冲棒213与第一后冲棒212在同一水平线上;工作时,第一工位整形后材料形状规则利
于后工位的成型,提高了操作的便捷性。
31.所述第二工位包括有第二后冲垫杆221,所述上模座110的上端设置有第二定模220,且第二定模220的内部设置有第二后冲垫杆221,所述第二后冲垫杆221的内部活动安装有第二后冲棒222,所述下模座120的下端安装有第二冲模壳225,且第二冲模壳225的内部设置有第二前冲垫杆224,所述第二前冲垫杆224的内部活动安装有第二前冲棒223,且第二前冲棒223与第二后冲棒222在同一水平线上;工作时,第二工位因为是异形通孔,对通孔进行圆孔预冲压,减小后工位受力,提高了后工序模具的寿命。
32.所述第三工位包括有第三后冲垫杆231,所述上模座110的上端设置有第三定模230,且第三定模230的内部设置有第三后冲垫杆231,所述第三后冲垫杆231的内部活动安装有第三后冲棒232,所述下模座120的下端安装有第三冲模壳235,且第三冲模壳235的内部设置有第三前冲垫杆234,所述第三前冲垫杆234的内部活动安装有第三前冲棒233,且第三前冲棒233与第三后冲棒232在同一水平线上;工作时,第三工位将材料进行翻转后,然后对材料的另一面进行圆通孔预加工并加工凸点。
33.所述第四工位包括有第四后冲垫杆241,所述上模座110的上端设置有第四定模240,且第四定模240的内部设置有第四后冲垫杆241,所述第四后冲垫杆241的内部活动安装有第四后冲棒242,所述下模座120的下端安装有第四冲模壳245,且第四冲模壳245的内部设置有第四前冲垫杆244,所述第四前冲垫杆244的内部活动安装有第四前冲棒243,且第四前冲棒243与第四后冲棒242在同一水平线上;工作时,第四工位对材料进行圆通孔,提高了实用性。
34.所述第五工位包括有第五后冲垫杆251,所述上模座110的上端设置有第五定模250,且第五定模250的内部设置有第五后冲垫杆251,所述第五后冲垫杆251的内部活动安装有第五后冲棒252,所述下模座120的下端安装有第五冲模壳255,且第五冲模壳255的内部设置有第五前冲垫杆254,所述第五前冲垫杆254的内部活动安装有第五前冲棒253,且第五前冲棒253与第五后冲棒252在同一水平线上;工作时,第五工位将材料翻转,然后进行异形孔加工。
35.所述第六工位包括有第六后冲垫杆261,所述上模座110的上端设置有第六定模260,且第六定模260的内部设置有第六后冲垫杆261,所述第六后冲垫杆261的内部活动安装有第六后冲棒262,所述下模座120的下端安装有第六冲模壳265,且第六冲模壳265的内部设置有第六前冲垫杆264,所述第六前冲垫杆264的内部活动安装有第六前冲棒263,且第六前冲棒263与第六后冲棒262在同一水平线上;工作时,第六工位对材料进行异形孔通孔,并去除废料。
36.所述上模座110的一侧设置有固定架310,且固定架310与上模座110之间通过螺栓320进行固定连接的,所述固定架310的顶端安装有吹风机330;工作时,当需要对上模座110顶端的废料以及灰尘进行吹走清理时,首先向上端进行提动把手350,直至将防护壳340移至吹风机330的顶端,然后将防护壳340从吹风机330的上端进行取下,再启动吹风机330,在吹风机330的吹风中将废料以及灰尘吹走,从而实现了吹风机330将上模座110顶端的废料以及灰尘进行吹走清理的功能,解决了上模座110的顶端不便于进行清理的问题,提高了操作的易用性,同时防止上模座110的顶端堆积灰尘,影响装置冲压操作,同时提高了本装置的适应性。
37.实施例二
38.请参阅图9所示,对比实施例一,作为本实用新型的另一种实施方式,所述吹风机330的外部设置有防护壳340,且防护壳340的顶端固接有把手350;工作时,当吹风机330停止操作时,将防护壳340罩在吹风机330的外部,防止不用时,吹风机330的外部堆积灰尘。
39.工作原理,当需要提高装置的生产效率时,首先通过本实用新型通过每工位的冷挤压变形方式的选择,第一工位整形后材料形状规则利于后工位的成型,第二工位因为是异形通孔,对通孔进行圆孔预冲压,减小后工位受力,提高了后工序模具的寿命,第三工位将材料进行翻转后,然后对材料的另一面进行圆通孔预加工并加工凸点,第四工位对材料进行圆通孔,第五工位将材料翻转,然后进行异形孔加工,第六工位对材料进行异形孔通孔,并去除废料,整个为精整工序,通过选择合理的分模位置,让产品在一个密闭空间受力保证产品精度及一致性,实现了批量操作的功能,解决了不便于进行批量生产特殊螺钉的问题,通过多工位设备上一次成形,无需后通二次加工即可,只需一道工序,使生产效率得到了提高,极少量边角料的产生,节省了资源,降低了成本,设备调试完成后的加工过程高效连贯,减少了人的劳动强度,操作人员操作的便捷性,同时提高了操作人员的工作效率;
40.当需要对上模座110顶端的废料以及灰尘进行吹走清理时,首先向上端进行提动把手350,直至将防护壳340移至吹风机330的顶端,然后将防护壳340从吹风机330的上端进行取下,再启动吹风机330,在吹风机330的吹风中将废料以及灰尘吹走,从而实现了吹风机330将上模座110顶端的废料以及灰尘进行吹走清理的功能,解决了上模座110的顶端不便于进行清理的问题,提高了操作的易用性,同时防止上模座110的顶端堆积灰尘,影响装置冲压操作,同时提高了本装置的适应性。
41.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
42.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1