一种垃圾渗滤液收集处理系统的制作方法
1.本发明涉及垃圾渗滤液处理技术领域,尤其涉及一种垃圾渗滤液收集处理系统。
背景技术:
2.垃圾渗滤液成分复杂,含有毒有害物质,具有臭味重、腐蚀性强、严重污染环境卫生等特点。现有的垃圾中转站内多是通过排水明沟排放,垃圾渗滤液中挥发性气体含有有毒物质,严重影响垃圾中转站内及其周边的空气环境质量。有很多老旧的垃圾中转站,在没有作任何收集措施的情况下随意排放垃圾渗滤液,这样就很容易造成垃圾压缩设备被污染、腐蚀,垃圾中转站内污水横流、环境卫生恶劣、蚊蝇滋生,容易造成严重的二次污染;如果地面上的渗滤液经过长时间的渗透后,甚至可能污染地下水源。垃圾渗滤液重力收集系统的管沟深度深,挖掘复杂,且收集管径大,施工难度大,需要使用重型机械设备,维护检修困难。
3.垃圾转运站渗滤液污水通常为棕黄至棕黑色,与垃圾填埋场渗滤液性质相似,成分复杂、污染物浓度高,散发极其难闻的恶臭,并具有污水水质极不稳定的特点,与城市管网污水水质相比,其主要污染物指标超过很多,若直接排入城市管网会对污水处理厂造成冲击负荷,影响污水处理厂的稳定运行。
4.中国专利公开号:cn205917126u。公开了一种一种垃圾渗滤液收集及处理系统,包括真空收集子系统及渗滤液处理子系统;垃圾渗滤液处理子系统包括沿渗滤液流通方向依次连接的渗滤液预处理机构、水解酸化机、厌氧反应机构、a/o机构、膜生物反应机构、膜分离机构及芬顿氧化机构。本系统以真空收集方式收集渗滤液,可防止渗滤液污染垃圾压缩设备及周围环境,保证工作人员的身体健康,降低工作人员的劳动量;采用传统的生化膜法与芬顿氧化法结合的方法处理垃圾渗滤液,可有效降低处理能耗,处理后的出水水质可达到《污水综合排放标准》一级标准,从而实现垃圾渗滤液的高效性、无害化处理,提高垃圾中转站的环保性。由此可见,所述垃圾渗滤液收集及处理系统存在收集过程中溶解氧浓度的变化对真空环境的影响以及影响收集处理效率问题。
技术实现要素:
5.为此,本发明提供一种垃圾渗滤液收集处理系统,用以克服现有技术中的收集过程中溶解氧浓度的变化对真空环境的影响以及影响收集处理效率的问题。
6.为实现上述目的,本发明提供一种垃圾渗滤液收集处理系统,包括:真空收集单元,用于对垃圾填埋场中的渗滤液进行收集;收集检测单元,其与所述真空收集单元相连,用于对收集到的渗滤液的各项参数进行相应的参数检测;处理单元,其与所述收集检测单元相连,用于对收集到的渗滤液进行各种生化和微生物处理;处理检测单元,其与所述处理单元相连,用于对所述处理单元处理后的渗滤液的各项参数进行检测;中控单元,其分别与所述真空收集单元、收集检测单元、处理单元以及处理检测单元相连,用于根据所述收集检测单元检测到的溶解氧浓度和输出渗滤液的流量判定系统是否存在故障或控制对真空收
集装置或污水泵的流量进行调节,以及用于根据所述处理检测单元检测到的所述渗滤液的氮含量判定氨氮转化是否完成并对鼓风机的转速进行调节以改变溶解氧的浓度。
7.进一步地,所述中控单元中设有预设溶解氧浓度d0,所述中控单元在确定溶解氧浓度超过预设溶解氧浓度d0时,中控单元根据输送至真空收集池中垃圾渗滤液的实际溶解氧浓度和预设溶解氧浓度的对比结果调节送气和送液的流量比,若d<d0,所述中控单元判定送气和送液的流量比不符合要求,中控单元控制所述污水泵减少对处理单元的渗滤液的输送流量,同时增大送气流量;若d>d0,所述中控单元判定送气和送液的流量比符合要求,中控单元控制所述污水泵增大对处理单元的渗滤液的输送流量,同时减小送气流量。
8.进一步地,在针对送气和送液的流量比的调节过程中,所述中控单元设有预设临界流量比区间[k1,k2]、[k2,k3]以及[k3,k4] ,其中0<k1<k2<1<k3<k4,中控单元根据调节后的流量比k所处的实际区间判定是否调节真空收集装置输出渗滤液的流量,设定流量比k=送气流量/送液流量,若k∈[k1,k2],所述中控单元判定实际流量比值不符合要求,中控单元控制减少真空收集装置的输出渗滤液流量;若k∈[k2,k3],所述中控单元判定实际流量比值符合要求,中控单元不对真空收集装置的输出渗滤液流量进行调节;若k∈[k3,k4],所述中控单元判定实际流量比值不符合要求,中控单元控制增大对真空收集装置的输出渗滤液流量。
[0009]
进一步地,所述中控单元判定需对真空收集装置输出渗滤液的流量进行调节时,中控单元根据实际流量值q与预设流量值q0的偏差判定渗滤液收集装置是否存在问题,若q≥q0,所述中控单元判定系统运行正常;若q<q0,所述中控单元判定系统渗滤液收集装置可能存在故障问题并对流量差值进行计算以此来确定具体的故障类型。
[0010]
进一步地,所述中控单元设有第一预设流量差值
△
q1、第二预设流量差值
△
q2,当q<q0时,中控单元根据实际流量差值所处的区间判定管道中出现的问题,设定实际流量差值
△
q=q0-q,0<
△
q1<
△
q2,若
△
q≤
△
q1,所述中控单元判定管道内不存在故障问题;若
△
q1<
△
q≤
△
q2,所述中控单元初步判定管道中存在问题并控制溶解氧浓度传感器检测溶解氧浓度以查找问题原因;若
△
q>
△
q2,所述中控单元初步判定管道中存在问题并调节预设流量值q0以查找问题原因。
[0011]
进一步地,所述中控单元在初步判定管道中存在问题并控制溶解氧浓度传感器检测溶解氧浓度以查找原因时,根据所述溶解氧浓度和预设溶解氧浓度的比对结果确定故障原因,若d>d0,所述中控单元判定真空收集输送装置存在堵塞并发出堵塞警报;若d<d0,所述中控单元判定气水分离程度较好并不发出相应警报。
[0012]
进一步地,所述中控单元在初步判定管道中存在问题并调节预设流量值q0以查找问题原因时,中控单元根据实际流量q所处的区间对应选取流量调节系数调节预设流量值
q0,其中,所述中控单元设有预设第一标准流量q1、预设第二标准流量q2、预设第三标准流量q3、预设第一流量调节系数α1以及预设第二流量调节系数α2,其中,0<α1<α2,0<q1<q2,若q∈[0,q1],所述中控单元控制减少真空收集装置输出的流量,将调节后的流量记为q
´
,设定q
´
=q0
×
α1;若q∈[q1,q2],所述中控单元判定区间符合要求,不对真空收集装置输出的流量进行调节;若q∈[q2,q3],所述中控单元控制增大真空收集装置输出的流量,将调节后的流量记为q
´
,设定q
´
=q0
×
α2。
[0013]
进一步地,所述中控单元在对所述预设流量值调节完成时,将调节后的预设标准流量记为q0
´
,中控单元控制液体流量计检测调节后的实际流量q
´
,若q
´
<q0
´
且
△
q1<
△q´
≤
△
q2,所述中控单元判定真空收集池内压强过低导致溶解氧析出,中控单元控制送气口加大送气流量;若q
´
<q0
´
且
△q´
>
△
q2,所述中控单元判定真空收集系统的管道堵塞,中控单元发出堵塞警报;若q
´
<q0
´
且
△q´
≤
△
q1,所述中控单元判定不存在故障,中控单元不对流量进行调节且不发出警报。
[0014]
进一步地,所述中控单元还用于控制氨氮传感器对进入a/o机构前和经过a/o机构处理后的垃圾渗滤液的氮含量进行检测,设定进入a/o机构前的垃圾渗滤液氮含量为n1,经过a/o机构处理后的垃圾渗滤液的氮含量为n2,中控单元根据n1与n2的对比结果判定氨氮转化是否完成,若n1>100
×
n2,所述中控单元初步判断氨氮转化完成,中控单元控制所述真空收集单元不改变真空收集池处的送气量和送液量;若n1<n2,所述中控单元判定氨氮转化未完成并发出机器故障警报。
[0015]
进一步地,所述中控单元在初步判断氨氮转化完成时,中控单元根据所述n1与所述n2的差值与预设氮含量差值的对比结果进一步判断氨氮转化是否完成,设定
∆
n=n1-n2,其中,所述中控单元设有预设第一氮含量差值
∆
n1、预设第二氮含量差值
∆
n2、第一预设鼓风机转速调节系数β1以及第二预设鼓风机转速调节系数β2,其中,0<
∆
n1<
∆
n2,1<β1<β2,若
∆
n<
∆
n1,所述中控单元判定氨氮转化完成;若
∆
n1<
∆
n>
∆
n2,所述中控单元判定氨氮转化未完成并选取第一鼓风机转速调节系数β1对鼓风机转速进行调节,将调节后的鼓风机转速记为v
´
,设定v
´
=v
×
β1;若
∆
n>
∆
n2,所述中控单元判定氨氮转化未完成并控制所述鼓风机对鼓风机转速进行调节,调节后的鼓风机转速记为v
´´
,设定v
´´
=v
×
β2。
[0016]
与现有技术相比,本发明的有益效果在于,通过设置真空收集单元、收集检测单元、处理单元、处理检测单元以及中控单元,将收集单元与处理单元形成联动体系同时通过对收集模块的相关溶解氧浓度的检测和调整可以显著提高后续处理过程的处理效率,实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
[0017]
进一步地,本发明所述系统通过设置预设溶解氧浓度,可以根据预设的溶解氧浓
度对送气和送液的流量比进行调节,实现了实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
[0018]
进一步地,本发明所述系统通过设置预设临界流量比区间,可以根据调节后的流量比比值所处的实际区间判定是否调节真空收集装置输出渗滤液的流量,从而进一步实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
[0019]
进一步地,本发明所述系统通过设置预设输出渗滤液的流量,可以判定渗滤液收集装置是否存在问题,进一步实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
[0020]
进一步地,本发明所述系统通过设置第一预设流量差值和第二预设流量差值,可以根据实际差值所处的区间判定管道中出现的问题,进一步实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
[0021]
进一步地,本发明所述系统通过设置预设标准溶解氧浓度,可以实现所述中控单元控制溶解氧浓度传感器检测溶解氧浓度以查找原因并发出相应提示警报,进一步实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
[0022]
进一步对,本发明所述系统通过设置预设第一标准流量、预设第二标准流量、预设第三标准流量、预设第一流量调节系数以及预设第二流量调节系数,可以根据实际流量所处的区间使用调节系数调节预设流量值,进一步实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
[0023]
进一步地,本发明所述系统通过调节预设流量后,所述中控单元控制液体流量计检测调节后的实际流量并据此判断系统是否出现故障或是否需要做出相应调节,进一步实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
[0024]
进一步地,本发明所述系统通过设置预设氮含量,可以根据氮含量的变化判定氨氮转化的程度和是否完成,进一步实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
[0025]
进一步地,本发明所述系统通过设置预设第一氮含量差值、预设第二氮含量差值、第一预设鼓风机转速调节系数以及第二预设鼓风机转速调节系数,可以对氨氮转化程度进行判定且控制鼓风机对溶解氧浓度进行调节,进一步实现了垃圾渗滤液在真空收集阶段的零处理以及提高收集处理效率。
附图说明
[0026]
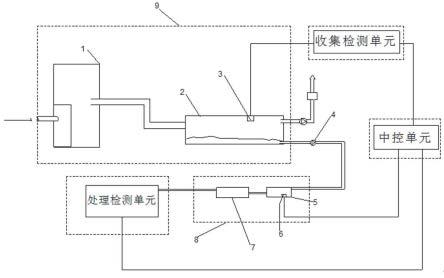
图1为本发明所述的一种垃圾渗滤液收集处理系统的结构框图。
具体实施方式
[0027]
为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
[0028]
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
[0029]
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而
不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0030]
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
[0031]
请参阅图1所示,一种垃圾渗滤液收集处理系统,包括:真空收集单元9,用于对垃圾填埋场中的渗滤液进行收集;收集检测单元,其与所述真空收集单元9相连,用于对收集到的渗滤液的各项参数进行相应的参数检测;处理单元8,其与所述收集检测单元相连,用于对收集到的渗滤液进行各种生化和微生物处理;处理检测单元,其与所述处理单元相连,用于对所述处理单元处理后的渗滤液的各项参数进行检测;中控单元,其分别与所述真空收集单元、收集检测单元、处理单元以及处理检测单元相连,用于根据所述收集检测单元检测到的溶解氧浓度和输出渗滤液的流量判定系统是否存在故障或控制对真空收集装置1或污水泵4的流量进行调节,以及用于根据所述处理检测单元检测到的所述渗滤液的氮含量判定氨氮转化是否完成并对鼓风机10的转速进行调节以改变溶解氧的浓度。
[0032]
请继续参阅图1所示,所述中控单元中设有预设溶解氧浓度d0,所述中控单元在确定溶解氧浓度超过预设溶解氧浓度d0时,中控单元根据输送至真空收集池2中垃圾渗滤液的实际溶解氧浓度和预设溶解氧浓度的对比结果调节送气和送液的流量比,若d<d0,所述中控单元判定送气和送液的流量比不符合要求,中控单元控制所述污水泵4减少对处理单元的渗滤液的输送流量,同时增大送气流量;若d>d0,所述中控单元判定送气和送液的流量比符合要求,中控单元控制所述污水泵4增大对处理单元的渗滤液的输送流量,同时减小送气流量。
[0033]
请继续参阅图1所示,在针对送气和送液的流量比的调节过程中,所述中控单元设有预设临界流量比区间[k1,k2]、[k2,k3]以及[k3,k4] ,其中0<k1<k2<1<k3<k4,中控单元根据调节后的流量比k所处的实际区间判定是否调节真空收集装置1输出渗滤液的流量,设定流量比k=送气流量/送液流量,若k∈[k1,k2],所述中控单元判定实际流量比值不符合要求,中控单元控制减少真空收集装置的输出渗滤液流量;若k∈[k2,k3],所述中控单元判定实际流量比值符合要求,中控单元不对真空收集装置的输出渗滤液流量进行调节;若k∈[k3,k4],所述中控单元判定实际流量比值不符合要求,中控单元控制增大对真空收集装置的输出渗滤液流量。
[0034]
请继续参阅图1所示,所述中控单元判定需对真空收集装置输出渗滤液的流量进行调节时,中控单元根据实际流量值q与预设流量值q0的偏差判定渗滤液收集装置是否存
在问题,若q≥q0,所述中控单元判定系统运行正常;若q<q0,所述中控单元判定系统渗滤液收集装置可能存在故障问题并对流量差值进行计算以此来确定具体的故障类型。
[0035]
请继续参阅图1所示,所述中控单元设有第一预设流量差值
△
q1、第二预设流量差值
△
q2,当q<q0时,中控单元根据实际流量差值所处的区间判定管道中出现的问题,设定实际流量差值
△
q=q0-q,0<
△
q1<
△
q2,若
△
q≤
△
q1,所述中控单元判定管道内不存在故障问题;若
△
q1<
△
q≤
△
q2,所述中控单元初步判定管道中存在问题并控制溶解氧浓度传感器3检测溶解氧浓度以查找问题原因;若
△
q>
△
q2,所述中控单元初步判定管道中存在问题并调节预设流量值q0以查找问题原因。
[0036]
请继续参阅图1所示,所述中控单元在初步判定管道中存在问题并控制溶解氧浓度传感器检测溶解氧浓度以查找原因时,根据所述溶解氧浓度和预设溶解氧浓度的比对结果确定故障原因,若d>d0,所述中控单元判定真空收集输送装置存在堵塞并发出堵塞警报;若d<d0,所述中控单元判定气水分离程度较好并不发出相应警报。
[0037]
请继续参阅图1所示,所述中控单元在初步判定管道中存在问题并调节预设流量值q0以查找问题原因时,中控单元根据实际流量q所处的区间对应选取流量调节系数调节预设流量值q0,其中,所述中控单元设有预设第一标准流量q1、预设第二标准流量q2、预设第三标准流量q3、预设第一流量调节系数α1以及预设第二流量调节系数α2,其中,0<α1<α2,0<q1<q2,若q∈[0,q1],所述中控单元控制减少真空收集装置输出的流量,将调节后的流量记为q
´
,设定q
´
=q0
×
α1;若q∈[q1,q2],所述中控单元判定区间符合要求,不对真空收集装置输出的流量进行调节;若q∈[q2,q3],所述中控单元控制增大真空收集装置输出的流量,将调节后的流量记为q
´
,设定q
´
=q0
×
α2。
[0038]
请继续参阅图1所示,所述中控单元在对所述预设流量值调节完成时,将调节后的预设标准流量记为q0
´
,中控单元控制液体流量计检测调节后的实际流量q
´
,若q
´
<q0
´
且
△
q1<
△q´
≤
△
q2,所述中控单元判定真空收集池内压强过低导致溶解氧析出,中控单元控制送气口加大送气流量;若q
´
<q0
´
且
△q´
>
△
q2,所述中控单元判定真空收集系统的管道堵塞,中控单元发出堵塞警报;若q
´
<q0
´
且
△q´
≤
△
q1,所述中控单元判定不存在故障,中控单元不对流量进行调节且不发出警报。
[0039]
请继续参阅图1所示,所述中控单元控制氨氮传感器6对进入a/o机构5前和经过a/o机构5处理后的垃圾渗滤液的氮含量进行检测,设定进入a/o机构前的垃圾渗滤液氮含量为n1,经过a/o机构处理后的垃圾渗滤液的氮含量为n2,中控单元根据n1与n2的对比结果判
定氨氮转化是否完成,若n1>100
×
n2,所述中控单元初步判断氨氮转化完成,中控单元控制所述真空收集单元不改变真空收集池处的送气量和送液量;若n1<n2,所述中控单元判定氨氮转化未完成并发出机器故障警报。
[0040]
请继续参阅图1所示,所述中控单元在初步判断氨氮转化完成时,中控单元根据所述n1与所述n2的差值与预设氮含量差值的对比结果进一步判断氨氮转化是否完成,设定
∆
n=n1-n2,其中,所述中控单元设有预设第一氮含量差值
∆
n1、预设第二氮含量差值
∆
n2、第一预设鼓风机转速调节系数β1以及第二预设鼓风机转速调节系数β2,其中,0<
∆
n1<
∆
n2,1<β1<β2,所述鼓风机10设置于氨氮转化单元7中,若
∆
n<
∆
n1,所述中控单元判定氨氮转化完成;若
∆
n1<
∆
n>
∆
n2,所述中控单元判定氨氮转化未完成并选取第一鼓风机转速调节系数β1对鼓风机转速进行调节,将调节后的鼓风机转速记为v
´
,设定v
´
=v
×
β1;若
∆
n>
∆
n2,所述中控单元判定氨氮转化未完成并控制所述鼓风机对鼓风机转速进行调节,调节后的鼓风机转速记为v
´´
,设定v
´´
=v
×
β2。
[0041]
请继续参阅图1所示,当收集单元中压强降低后,气体溶解度降低,导致渗滤液中存在气泡,从而导致真空环境不纯或者实际输送流量与预计的输送流量产生偏差影响收集效率,本发明通过设置溶解氧浓度传感器以及预设参数,将溶解氧对于收集过程产生的影响降到最低,并且水中溶解氧浓度高于一定范围时,不利于厌氧菌繁殖。
[0042]
请继续参阅图1所示,当收集单元对垃圾渗滤液进行收集时,通过在收集过程中对溶解氧的浓度的监控,能够达到对渗滤液的预处理的过程,能够进一步提高渗滤液在厌氧反应器中的反应效率。
[0043]
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
[0044]
以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1