一种高浓度总氮废水处理系统的制作方法
1.本发明涉及废水处理技术领域,具体涉及一种高浓度总氮废水处理系统。
背景技术:
2.贵金属加工产生的废水中总氮包含氨氮、有机氮、硝态氮,故酸洗硝酸废水中的硝态氮含量较高,从而导致总氮超标问题。
3.高氮(硝态氮)废水氮浓度高,其废水水质、水量变化快,总氮浓度达到40000mg/l,但cod、bod5低,且含有cu、hg、pb等重金属污染物质,属于高难度难处理的废水,现有污水处理系统无法达到环保排放标准。
技术实现要素:
4.为此,本发明提供一种高浓度总氮废水处理系统,以解决现有技术中高氮废水氮浓度高,总氮浓度高,处理困难的问题。
5.为了实现上述目的,本发明提供如下技术方案:
6.该高浓度总氮废水处理系统包括絮凝气浮预处理装置、厌氧反应器、好氧反应器和沉淀池,所述絮凝气浮预处理装置连接所述厌氧反应器的进水口,所述厌氧反应器连接所述好氧反应器的进水口,所述好氧反应器连接所述沉淀池的进水口,在所述厌氧反应器中装填有反硝化颗粒污泥,所述反硝化颗粒污泥以悬浮填料为载体,废水经过所述厌氧反应器底部的布水管进入所述厌氧反应器内,所述好氧反应器内装填有好氧微生物。
7.进一步地,所述悬浮填料为mbbr填料。
8.进一步地,所述厌氧反应器与好氧反应器中还装填有粉末活性炭。
9.进一步地,所述厌氧反应器包括第一厌氧反应器和第二厌氧反应器,所述好氧反应器包括第一好氧反应器和第二好氧反应器,所述第一厌氧反应器、所述第一好氧反应器、所述第二厌氧反应器和所述第二好氧反应器依次设置,所述第二好氧反应器的出水口连接所述沉淀池。
10.进一步地,所述第一厌氧反应器与所述第一好氧反应器之间设有废水循环管路。
11.进一步地,所述沉淀池的排泥口还设有污泥回流管路,污泥回流管路连接所述第一厌氧反应器的进水口。
12.进一步地,所述絮凝气浮预处理装置包括气浮箱体,在所述气浮箱体内通过分区隔板依次分割为混凝反应区、絮凝反应区、混气混合区和气浮区,所述混凝反应区与所述絮凝反应区内均设有搅拌器,所述混气混合区内设有进气机构,所述气浮区的上侧设有刮渣器。
13.进一步地,所述絮凝气浮预处理装置的入口侧还设有调节池。
14.进一步地,所述好氧反应器的底部设有曝气管。
15.进一步地,所述好氧反应器内也设有悬浮填料,所述好氧微生物以所述悬浮填料为载体。
16.本发明具有如下优点:
17.本发明首先利用絮凝气浮预处理装置对污水进行预处理,通过投加混凝剂、絮凝剂、重金属去除剂,在此分别完成重金属去除和气浮除油,然后废水依次进入厌氧反应器和好氧反应器,在厌氧反应器内,反硝化颗粒污泥中反硝化菌利用投加的甲醇或乙酸钠等碳源将废水中的总氮(硝态氮)汲取及降解,转化为氮气排出,在好氧反应器内利用好氧微生物进行硝化反应,去除bod,吸收废水中的磷,该处理系统能够高效去除废水中的氮,可100%确保达到环保标准。
附图说明
18.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引申获得其它的实施附图。
19.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
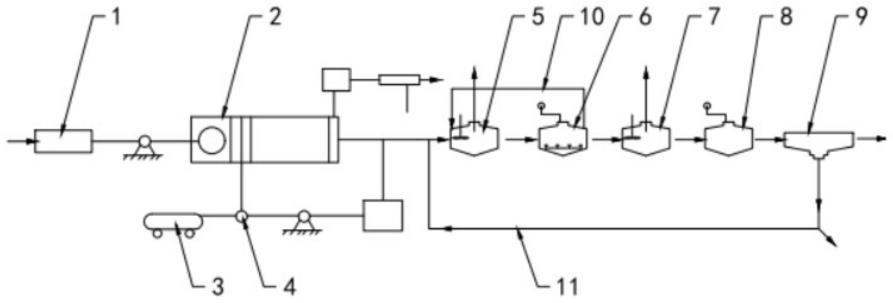
20.图1为本发明提供的一种高浓度总氮废水处理系统的示意图;
21.图2为本发明絮凝气浮预处理装置的结构示意图;
22.图3为本发明好氧反应器的结构示意图;
23.图中:1-调节池,2-絮凝气浮预处理装置,3-空压机,4-溶气罐,5-第一厌氧反应器,6-第一好氧反应器,7-第二厌氧反应器,8-第二好氧反应器,9-沉淀池,10-废水循环管路,11-污泥回流管路,12-气浮箱体,13-混凝反应区,14-絮凝反应区,15-混气混合区,16-气浮区,17-分区隔板,18-空气挡板,19-进气机构,20-刮渣器,21-废水池,22-存渣池,23-曝气管,24-进水管。
具体实施方式
24.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
25.参见图1,该高浓度总氮废水处理系统包括絮凝气浮预处理装置2、厌氧反应器、好氧反应器和沉淀池9,絮凝气浮预处理装置2连接厌氧反应器的进水口,厌氧反应器连接好氧反应器的进水口,好氧反应器连接沉淀池9的进水口,在厌氧反应器中装填有反硝化颗粒污泥,反硝化颗粒污泥以悬浮填料为载体,废水经过厌氧反应器底部的布水管进入厌氧反应器内,好氧反应器内装填有好氧微生物。
26.絮凝气浮预处理装置2的入口侧还设有调节池1。车间的排水自流到调节池1,在调节池1完成均质、均量后通过提升泵将废水抽至絮凝气浮预处理装置2。
27.厌氧反应器包括第一厌氧反应器5和第二厌氧反应器7,好氧反应器包括第一好氧反应器6和第二好氧反应器8,第一厌氧反应器5、第一好氧反应器6、第二厌氧反应器7和第二好氧反应器8依次设置,第二好氧反应器8的出水口连接沉淀池9。
28.第一厌氧反应器5与第一好氧反应器6之间设有废水循环管路10。并且沉淀池9的排泥口还设有污泥回流管路11,污泥回流管路11连接第一厌氧反应器5的进水口。
29.本实施例中的悬浮填料为mbbr填料。mbbr填料结构为内外共有三层空心圆,每个圆内有1条棱,外有36条棱,高的比表面积,普通微生物比表面积为90-180,空心填料的比表面积可达600,双比面积高达860以上,由于具有高的比表面积,则单位容积内生物量就高,可以达到水力停留时间短的目的。
30.mbbr悬浮填料主要特征:
31.①
按流体力学设计几何构型、强化表面附着能力;具有巨大的有效比表面积;填料采用高分子材料,经改性而成,抗冲击力强;先进的表面技术更有利于微生物的附着生长;填料特殊的结构和几何尺寸提高了系统的传质效率。
32.②
mbbr悬浮填料比表面积大、附着生物量多、丰度高。
33.③
具有巨大的比表面积,为大量微生物附着生长提供支撑;有利于各种微生物的生长,不仅为异养细菌生长提供了空间,同时为自养型细菌的生长创造了条件,为生物脱氮除磷打下了坚实的基础。
34.④
无需支架、易流化、节省能耗。
35.⑤
恰当的比重(挂膜前0.92~0.95,挂膜后≈1),使填料在停留时呈漂浮状态,曝气下处于悬浮流化状态,可大限度的降低能耗。
36.⑥
填料的易流化,增加了对气泡的撞击和切割,提高了氧的利用率,可降低曝气能耗,同等条件下,曝气量可减少10%以上。
37.厌氧反应器与好氧反应器中还装填有粉末活性炭。以移动生物膜流化床为基础,以粉末活性炭(pow-deredactivatedcarbon,简称pac)和移动悬浮填料为载体,使反应器集活性炭的物理吸附、生物反应器的生物净化为一体,使水体中难以降解的小分子有机物与在曝气条件下处于流化状态的活性炭粉末进行传质、混合,被吸附、富集在活性炭表面,使活性炭表面形成局部污染物浓缩区域。
38.活性炭粉长期循环、再生使用;三相传质混合,反应效率高;生物载体流失性少;载体生物流化性能好;氧的转移效率高;污染物高度富集,生物活性量高;使反应器对cod、tn、色度等污染物的去除率高,效果稳定;同时,可降低运行成本。
39.参见图2,絮凝气浮预处理装置2包括气浮箱体12,在气浮箱体12内通过分区隔板17依次分割为混凝反应区13、絮凝反应区14、混气混合区15和气浮区16,混凝反应区13与絮凝反应区14内均设有搅拌器,混气混合区15内设有进气机构19,气浮区16的上侧设有刮渣器20。
40.混凝反应区13与絮凝反应区14之间的分区隔板17上端与气浮箱体12连接,下端间隔设置,混凝反应区13内的废水添加混凝剂后经过搅拌混凝,废水从下部进入絮凝反应区14,絮凝反应区14内加入絮凝剂后经过搅拌絮凝,废水从絮凝反应区14与混气混合区15之
间的分区隔板17上方进入混气混合区15,空压机3产生的压缩空气存储于溶气罐4,溶气罐4内的空气通过进气机构19进入混气混合区15内与废水接触,在气浮区16内进行气浮,刮渣器20将气浮过程中产生的废渣刮入存渣池22,气浮区16中部的水管将废水抽至废水池21,气浮区16底部的污泥送至压滤机进行处理。
41.在混气混合区15内还设有一个空气隔板18,空气隔板18下端与气浮箱体12间隔设置,进气机构19设置在空气隔板18靠近气浮区16的一侧,从絮凝反应区14过来的废水首先进入空气隔板18靠近絮凝反应区14一侧,然后再从空气隔板18下方进入空气隔板18另一侧,这样可以避免空气进入絮凝反应区14,确保废水与空气混合后完全进入气浮区16,气浮效果更好。
42.参见图3,好氧反应器内也设有悬浮填料,好氧微生物以悬浮填料为载体。悬浮填料为mbbr填料,为生物载体,填料为中空结构。填料内部生长厌氧菌,产生反硝化作用可以脱氮;外部生长好氧菌,去除有机物,整个处理过程中同时存在硝化与反硝化过程。
43.好氧反应器的底部设有曝气管23,进水管24设置在好氧反应器的一端,出水管设置在好氧反应器的另一端。mbbr填料的表面生长的微生物膜由于填料流化碰撞。曝气冲刷使微生物处于高活性的对数增长期,处理效率高,空心填料为飘浮型,更换方便,使用寿命长,脱氮、分解有机物能力强,达到去除氨氮目的。混合液的翻动及载体的移动靠好氧曝气来实现。厌氧反应器中的混合液的翻动及载体的移动靠厌氧搅拌实现。
44.高浓度总氮废水处理设备影响微生物生长的环境因素包括以下因素:
45.(1)酸碱投加系统。配套碱液投加系统和硫酸投加系统。其中硫酸投加系统,使用40%的稀硫酸,投加量依据调配池进水的ph自动调整。
46.(2)养分盐投加系统。养分盐为液体,主要成分为铁、镍、p等微量元素。
47.(3)甲醇或乙酸钠等碳源投加系统。使用甲醇或其它碳源。储罐采用耐腐蚀材质。如果甲醇投加系统则需要考虑防爆要求。
48.自动投加系统具有以下特点:
49.(1)智能自动加药
50.智能控制系统把在线仪表所测得的水质数据与预先设定的标准值不断进行比对,若测得的数据与预先设定的值有偏差,则加药泵打开加药,待水质指标恢复正常后,加药泵关闭停止加药。智能自动加药避免人工投加、计量准确均匀、加药及时无滞后。
51.(2)在线自动检测
52.加药系统配备的在线仪表能够及时检测水质指标,直观地反映出水质的好坏,有利于维护人员及时掌握水质动态。
53.表1-废水水质及排放标准(单位:mg/l,ph无量纲)
54.类别cod
cr
nh
3-ntptnphcuhgpb进水水质36002.104437400141.880.022.61排放标准500458706.5-9.520.0050.5
55.如表1所示,本技术所要处理的废水总氮含量非常高,该系统的设计进水处理量为10吨/天。车间的排水自流到调节池1,在调节池1完成均质、均量后通过提升泵将废水抽至絮凝气浮预处理装置2,分别完成ph调整、混凝反应、絮凝反应和气浮处理,达到除油和去除重金属及悬浮物的功能。在此过程,完成絮凝气浮预处理系统。ph调整是将废水ph调节至
9.5。
56.完成预处理后,废水进入高浓度总氮废水处理设备,即厌氧反应器和好氧反应器,在此过程完成tn、cod等主要污染物质的去除。
57.生物脱氮的基本过程:
58.①
氨化(ammonification)——含氮有机物,在生物处理过程中被厌氧微生物氧化分解为氨氮;
59.②
硝化(nitrification)——由好氧自养硝化菌将氨氮转化为no2-和no3-;
60.③
反硝化(denitrification)——缺氧条件下,在厌氧反硝化菌的作用下将no2-和no3-还原转化为n2。
61.废水从第一厌氧反应器5进入,第一厌氧反应器5前端底部布有可匀称布水的布水管,布水管上开有等间距但不同孔径的布水孔,从而实现匀称布水的目的。匀称上升的废水中总氮(硝态氮)在反应器中与反硝化颗粒污泥充分接触,在此过程中,反硝化颗粒污泥中反硝化菌利用投加的甲醇或乙酸钠等碳源将废水中的总氮(硝态氮)汲取及降解,转化为氮气,反复多级。脱氮反应器的污泥定期排入污泥池。本方案可100%确保达到环保标准。
62.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1