一种废旧电池的自动化预处理分拣系统及分拣方法与流程
本发明涉及废旧电池收集,具体涉及一种废旧电池的自动化预处理系统及分拣方法。
背景技术:
1、锂电池因具有高能量密度、高工作电压、高安全性和环境友好等特点,已被广泛应用于便携式电子设备、电动汽车、航空航天等领域。若废旧锂电池处置不当,将会导致严重的环境污染,同时造成资源的极大浪费。
2、基于不同电极材料的锂电池在拆解过程中的工艺存在明显差异,特别是针对拆解过程中产生的废气、废液、废渣等,需要相应的高效处理系统。
3、目前,废旧电池的分类主要采用人工分拣的方式,因此,针对废旧电池回收行业,开发方便、高效、快捷的设备系统以实现不同类别废旧电池分拣具有重要意义。
技术实现思路
1、针对上述背景技术,本发明的目的在于提供一种废旧电池的自动化预处理分拣系统。
2、为解决上述问题,本发明提供如下技术方案:
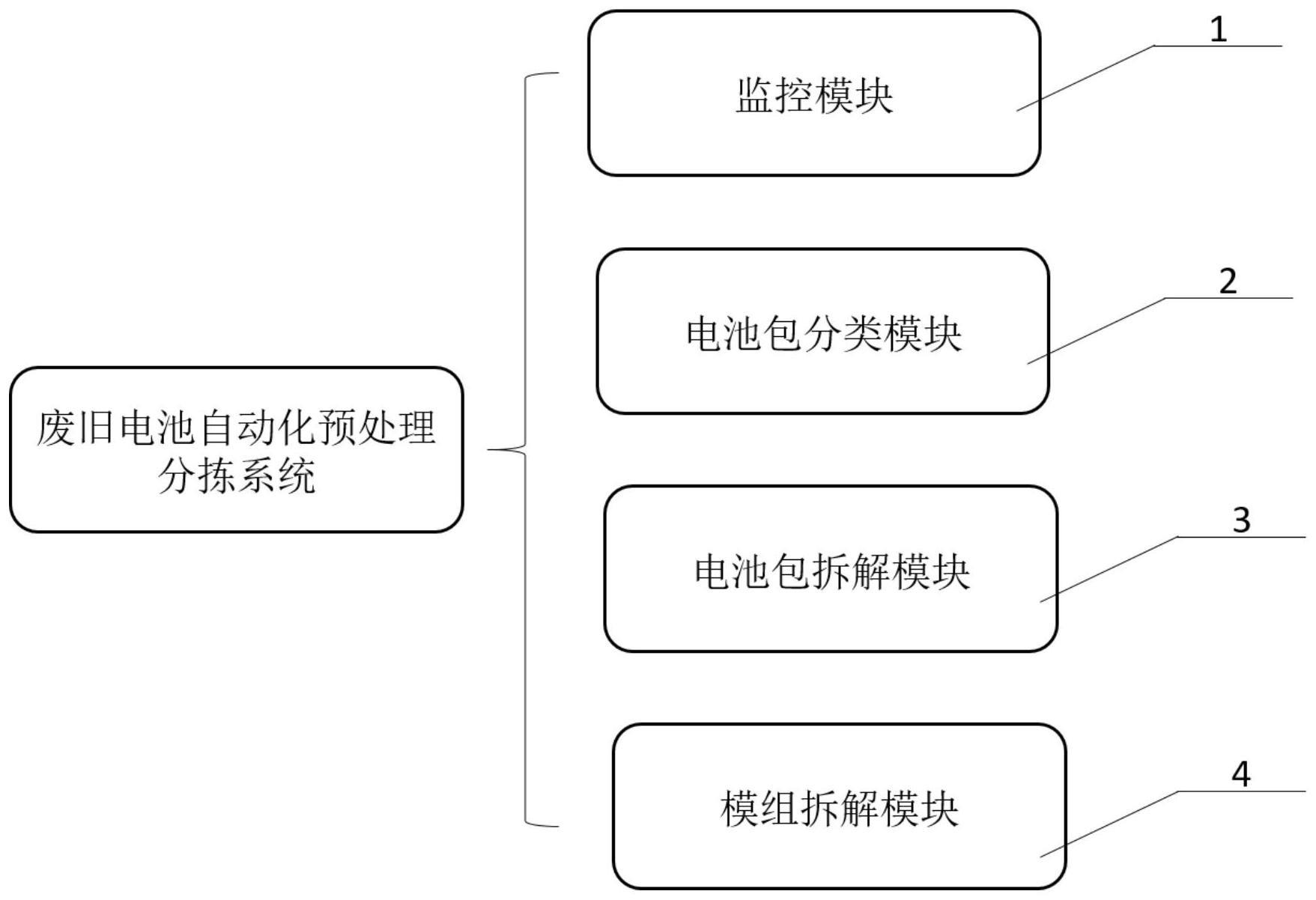
3、一种废旧电池的自动化预处理分拣系统,包括:监控模块,用于实况监控所有预处理分拣工序和模组拆解工序的温度;
4、电池包分类模块,用于对编码清晰的电池包和编码无法被识别的电池包进行分类;
5、电池包拆解模块,用于对高电量电池包和非高电量电池包进行拆解,得到电池模组;
6、模组拆解模块,用于电池模组的固定、拆解、筛分、回收;
7、所述电池包分类模块、电池包拆解模块和模组拆解模块顺次连接。
8、根据本发明的实施方案,所述的监控模块包括:摄像头和温度监控系统,所述摄像头设置在整个废旧电池预处理分拣工序,用于所有工序的实况监控,所述温度监控系统用于监控模组拆解工序的温度。优选地,所述摄像头为高清实况摄像头;本领域技术人员可以根据需要,设置/调整摄像头的位置、数量。高清实况摄像头可以实现全工序无死角监控,减少废旧电池分拣和模组拆解时对巡视人员造成的人身损害;所述温度监控系统用于监控电池包模组拆解时导致的温度异常变化,设置在电池包拆解工序和模组拆解工序。
9、根据本发明的实施方案,所述的电池包分类模块包括:电池包编码识别单元、三维视觉识别单元和金属探测单元,所述电池包编码识别单元用于将编码清晰的电池包分类待拆解,编码无法被识别的电池包送入所述三维视觉识别单元;所述三维视觉识别单元用于将编码无法被识别的电池包进行三维视觉识别预分类,例如根据电池包的尺寸、轮廓和结构等对电池包进行三维视觉识别预分类;所述金属探测单元用于探测经三维视觉识别预分类电池包中的金属元素组分,完成编码无法被识别的电池包的分类。
10、根据本发明的实施方案,所述电池编码识别单元包括智能机械臂和自动条形码扫描机,智能机械臂用于调整电池包的位置以确保电池编码可以被自动条形码扫描机识别。
11、根据本发明的实施方案,所述三维视觉识别单元包括高精度rgbd相机、传感器和模型数据库,由高精度rgbd相机对电池包进行尺寸、轮廓和结构扫描后通过传感器传输信号数据并对比模型数据库,根据模型数据库的模型特征进行分类。
12、根据本发明的实施方案,所述金属探测单元包括金属探测器和x光透射机,用于探测经三维视觉识别预分类电池包中的金属元素组分。
13、根据本发明的实施方案,所述的电池包拆解模块包括:
14、电池包进料通道,经过所述电池包分类模块分类后的电池包进入电池包进料通道;
15、电量识别单元,设置在电池包进料通道上,用于区分高电量电池包和非高电量电池包;
16、高电量电池包拆解单元,用于对高电量电池包进行安全拆解,得到电池模组和其他物料;
17、非高电量电池包拆解单元,用于对非高电量电池包进行安全拆解,得到电池模组和其他物料;
18、回收装置,用于回收由高电量电池包拆解单元和非高电量电池包拆解单元得到的其他物料;
19、第一出料传输通道,用于将高电量电池包拆解单元和非高电量电池包拆解单元得到的电池模组传送至模组拆解模块。
20、根据本发明的实施方案,所述电量识别单元包括电池电压测定仪、库仑计和智能机械臂,智能机械臂用作电池包位置调节和高电量电池包分拣,电池电压测定仪用以对高电量电池包进行初步探测,若电池包电量异常则通过智能机械臂和库仑计对电池电量进行验证性测试。
21、根据本发明的实施方案,所述高电量电池包拆解单元包括电池放电槽和电池拆解装置,高电量电池包先置于带有放电液的电池放电槽中进行放电处理,随后利用电池拆解装置进行电池拆解。其中,电池拆解装置可以使用本领域已知装置,例如中国专利第202022555452.x号申请公开的电池拆解装置。
22、根据本发明的实施方案,所述非高电量电池包拆解单元包括所述电池拆解装置。
23、根据本发明的实施方案,所述的模组拆解模块包括:
24、模组进料通道,与所述第一出料传输通道连接,所述电池模组从进料通道进入模组拆解模块;
25、模组定位及拆分单元,用于电池模组的夹紧固定和模组拆解;
26、筛分单元,将模组拆解得到的模组壳体和电池单体进行筛分;
27、回收装置,用于回收所述模组壳体;
28、第二出料传输通道,所述电池单体通过第二出料传输通道用于后续电池单体拆解和多组分回收。
29、根据本发明的实施方案,所述模组定位及拆分单元包括智能机械臂、底座、夹紧装置和驱动装置,用于将电池模组的夹紧固定和模组拆解。
30、根据本发明的实施方案,所述的电池包的分类模块还包括基于机器视觉的智能机械臂系统。机器视觉智能机械臂系统用于调整进料电池包的位置,以便于快速完成电池包编码识别分类。
31、根据本发明的实施方案,所述的电池包拆解模块还包括物料清理和回收单元。物料清理单元用于及时清理电池包拆解过程中产生的碎屑,并通过回收单元将碎屑收集。
32、根据本发明的实施方案,所述的模组拆解模块还包括物料清理单元和分选回收单元。物料清理单元用于及时清理模块拆解过程中产生的碎屑和零件等,并通过分选回收单元将碎屑和零件等分类收集。例如,所述分选回收单元包括:磁选、色选和/或风选装置。
33、根据本发明的实施方案,所述的废旧电池的自动化预处理分拣系统还包括防护罩,所述防护罩为多层防护罩,优选为防爆、隔热、绝缘和耐高压的多层防护罩。优选地,所述防护罩内配备除尘系统和可视化窗口,便于维护和安全巡查。
34、根据本发明的实施方案,所述自动化预处理分拣系统还包括异常处理模块,温度监控系统监测到温度异常时,将异常模组移入预置的防爆箱,进行防爆处理。
35、本发明还提供一种废旧电池的分拣方法,采用所述废旧电池的自动化预处理分拣系统对废旧电池进行分拣。
36、根据本发明的实施方案,所述分拣方法包括如下步骤:回收的电池包首先通过电池包分类模块将废旧电池包分类,编码无法被识别的电池包则根据电池包外观和物质特性,通过三维视觉识别单元和金属探测单元进行分类;
37、经过分类后的电池包通过电池包进料通道进入电池包拆解模块后,首先通过电池包中高电量识别单元,如果识别出高电量电池包,则通过电池包高电量电池包拆解单元进行安全拆解,非高电量电池包直接通过非高电量电池包拆解单元进行安全拆解,拆解后的其他物料通过回收装置回收,拆解后的电池模组通过第一出料传输通道传送到电池模组拆解模块;
38、电池模组从进料通道进入模组拆解模块,经过模组定位及拆分单元完成电池模组夹紧固定和模组拆解,通过筛分装置完成模组壳体和电池单体的筛分后,模组壳体通过回收装置进行回收,电池单体通过第二出料传输通道用于后续电池单体拆解和多组分回收。
39、本发明的有益效果:
40、1.利用电池包编码识别、三维视觉识别和金属探测单元,实现编码清晰或模糊的电池包进行分类拆解,有利于后续电池单体的高效拆解和资源回收;
41、2.全工段自动化保证人员安全和拆解高效;
42、3.实时监控系统便于操作人员对拆解系统进行实时监控;
43、4.全拆解流程配备物料回收装置,实现高效物料回收,便于后续处置。
- 还没有人留言评论。精彩留言会获得点赞!