一种不完全厌氧处理废水的系统及方法与流程
1.本发明属于废水处理技术领域,具体涉及一种不完全厌氧处理废水的系统及方法。
背景技术:
2.这里的陈述仅提供与本发明相关的背景技术,而不必然地构成现有技术。
3.餐厨垃圾废水是一种高浓度的有机废水,有机物含量高,一般cod在90000-150000mg/l之间,且其中含有大量的悬浮物和油脂,目前已有的餐厨垃圾废水无厌氧处理技术存在耗费药剂量大、工艺复杂、生化系统运行不稳定等问题,对于餐厨垃圾废水,市场上现有的、已经应用的处理工艺均为厌氧处理工艺,但厌氧工艺占地面积大,对于一些用地紧张的发达地区,难以适用。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的是提供一种不完全厌氧处理废水的系统及方法,不仅能够降低餐厨垃圾废水无厌氧处理的投资运行成本,而且能够进一步增强餐厨垃圾废水的处理效率。
5.为了实现上述目的,本发明是通过如下的技术方案来实现:
6.第一方面,本发明提供一种不完全厌氧处理废水的系统,包括依次连接的第一级混凝压滤一体化设备、不完全厌氧池、第二级混凝压滤一体化设备和水解酸化池,
7.水解酸化池与所述不完全厌氧池连接,用于将活性微生物回流。
8.第二方面,本发明提供一种不完全厌氧处理废水的方法,包括如下步骤:餐厨垃圾废水经第一级混凝压滤一体化设备混凝压滤后,进入不完全厌氧池中,进行不完全厌氧发酵,活性微生物为厌氧微生物和兼氧微生物,含氧量为0-0.2mg/l,温度为15℃-35℃,时间为5-10天;
9.经过不完全厌氧发酵后的餐厨垃圾废水进入第二级混凝压滤一体化设备进行二次混凝压滤,然后进入水解酸化池中进行水解酸化处理。
10.上述本发明的一种或多种实施例取得的有益效果如下:
11.1、在第一级混凝压滤一体化设备后增加不完全厌氧段作为预处理工艺的一部分,充分利用了不完全厌氧可以增加废水ph又不生产甲烷这一特性,大大减少了第一级混凝压滤一体化设备对氢氧化钠等调碱药剂的消耗,降低系统的运行成本的同时,保证了后续处理单元进水的ph能够满足要求。
12.2、将不完全厌氧段放在第一级混凝压滤一体化设备后,同时在不完全厌氧段后增设第二级混凝压滤一体化设备,是充分利用不完全厌氧段的生物调理作用和活性微生物的生物吸附共聚作用,通过不完全厌氧段对化学絮凝不能够絮凝下来的污染物质以及餐厨垃圾废水中存在的影响化学絮凝进行的污染物质进行生物调理,使不能絮凝下来的污染物质能够再次通过化学絮凝进行沉淀下来,也使影响化学絮凝进行的污染物质对化学絮凝的影
响降到最低,再通过第二级混凝压滤一体化设备处理后,能使餐厨垃圾废水中的污染物浓度在第一级混凝压滤一体化设备处理后降低的基础上再次下降,且下降的幅度不低于甚至优于高级氧化带来的下降幅度,替代了餐厨垃圾废水处理过程中需要增设高级氧化这段工艺,降低了投资成本,降低了运行成本。
13.3、将生化系统排出的剩余污泥完全排入不完全厌氧池中,减少了污泥池这一设备,简化了工艺,降低了投资成本,缩小了系统占地面积。利用混凝压滤一体化设备首先去除废水中存在的大量悬浮物和乳化油,同时对其他污染物质也均有不同程度的降低,使餐厨垃圾废水由糊状液体变成稀薄状液体,利于后续处理单元对餐厨垃圾废水的处理。
附图说明
14.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
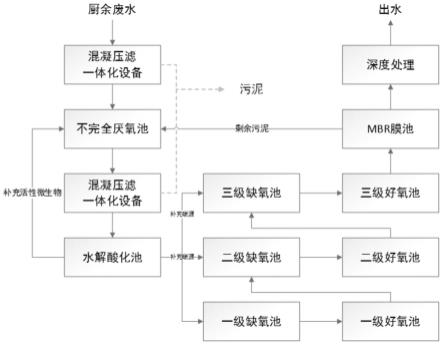
15.图1为本发明实施例的工艺流程图。
具体实施方式
16.应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本发明使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
17.第一方面,本发明提供一种不完全厌氧处理废水的系统,包括依次连接的第一级混凝压滤一体化设备、不完全厌氧池、第二级混凝压滤一体化设备和水解酸化池,水解酸化池与所述不完全厌氧池连接,用于将活性微生物回流。
18.在一些实施例中,还包括依次连接的一级缺氧池、一级好氧池、二级缺氧池、二级好氧池、三级缺氧池和三级好氧池,一级缺氧池与水解酸化池连接。
19.优选的,二级缺氧池和三级缺氧池均与水解酸化池连接。用于向二级缺氧池和三级缺氧池中通入废水,以弥补二三级ao系统在脱氮过程中可能存在的碳源不足的情况,使脱氮效率始终维持在高效阶段。
20.优选的,三级好氧池的下游设置有mbr膜池。
21.进一步优选的,mbr膜池与所述不完全厌氧池连接。
22.第二方面,本发明提供一种不完全厌氧处理废水的方法,包括如下步骤:餐厨垃圾废水经第一级混凝压滤一体化设备混凝压滤后,进入不完全厌氧池中,进行不完全厌氧发酵,活性微生物为厌氧微生物和兼氧微生物,含氧量为0-0.2mg/l,温度为15℃-35℃,时间为5-10天;
23.经过不完全厌氧发酵后的餐厨垃圾废水进入第二级混凝压滤一体化设备进行二次混凝压滤,然后进入水解酸化池中进行水解酸化处理。
24.在一些实施例中,水解酸化的ph值为3-10,温度为15-35℃,时间为5-10天。
25.优选的,还包括将水解酸化后的废水进行三级ao处理的步骤。
26.进一步优选的,三级ao处理后的废水经mbr过滤后出水。
27.下面结合附图和具体实施例对本发明作进一步说明。
28.实施例
29.一种不完全厌氧处理废水的方法,如上图所示,餐厨垃圾废水首先进入第一级混凝压滤一体化设备中,经混凝压滤处理后,滤液进入下一级处理单元中,该工艺进一步为:
30.(1)餐厨垃圾废水由潜污泵以一定的设计流量泵入第一级混凝压滤一体化设备中,经第一级混凝压滤一体化设备压滤后,废水中的油脂、悬浮物、有机物等污染物质有了大幅度降低。
31.(2)第一级混凝压滤一体化设备出水通过自流的方式进入不完全厌氧池中,由不完全厌氧池中活性微生物的生物调理和生物吸附共聚作用,使废水中一些难以通过化学絮凝去除的污染物质性质发生一定改变,易于再次混凝。不完全厌氧运行参数:活性微生物为厌氧微生物和兼氧微生物,含氧量为0-0.2mg/l,温度为15℃-35℃,时间为5-10天;
32.(3)不完全厌氧池中的出水通过潜污泵以泵送的方式以一定的设计流量泵入第二级混凝压滤一体化设备中,经第二级混凝压滤一体化设备压滤后,废水中的油脂、悬浮物、有机物等污染物质再次得到大幅度降低,满足后续处理单元的需求。
33.(4)经第二级混凝压滤一体化设备压滤后的滤液通过自流的方式进入水解酸化池中,经水解酸化池的水解酸化作用,在降低废水中污染物浓度的同时,提高了废水的可生化性,使废水更加易于后续处理单元的处理。水解酸化池运行参数:水解酸化的ph值为3-10,温度为15-35℃,时间为5-10天。
34.(5)水解酸化池的出水以自流的方式进入三级ao系统第一级ao中,三级ao采用串联的形式,同时水解酸化池的出水分出两路以一定设计流量分别超越进入第二级ao的前端和第三级ao的前端,以弥补二三级ao系统在脱氮过程中可能存在的碳源不足的情况,使脱氮效率始终维持在高效阶段。其中,(三级a/o运行参数)a池溶解氧控制在0.2mg/l-0.5mg/l,o池溶解氧控制在3-8mg/l。
35.(6)三级ao的出水经过一体化mbr膜过滤设备过滤以后,通过泵抽的形式泵入深度处理单元,经深度处理稳定使出水稳定达到三级排放标准。
36.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1