一种玻璃基板镀膜前清洗方法
1.本发明属于玻璃基板的清洗技术领域,具体来说,涉及一种玻璃基板镀膜前清洗方法。
背景技术:
2.玻璃基板是平板显示产业的关键基础材料之一,它是一种表面极其平整的薄玻璃片。
3.玻璃基板在组装到平板上时,需要先进行清洗,将其表面的污渍、灰尘等清洗掉,之后再进行玻璃基板的镀膜,镀膜完成后,再组装到平板上。
4.专利公告号为cn109530375a的中国专利文献,其申请公布日为2019-03-29。
5.其在背景技术中记载:“由于lcd产品的薄、轻、省电等特征,在各个领域都受到广泛使用。液晶显示器的玻璃基本要进行镀膜,一般采用溅身镀膜,所以前处理清洗必须要彻底,否则会严重影响液晶显示器的显示质量。因此对ito玻璃基板的清洗,要求能达到除去1μm以上的粒子和所有的有机、无机化学物质及污迹、水迹等污染物。同时,要求清洗后的玻璃基板有良好的亲和性,使得涂胶后,感光胶与基板之间有良好的接合性,从而保证电极图形的制作精度。所以,清洗的重要性和难度是显而易见的。
6.目前玻璃基板清洗主要是仅仅使用有机溶剂清洗剂清洗,或是仅仅使用物理方式刷洗、超声波清洗等,另外就是使用成本、造价高昂的uv光清洗设备进行清洗。单一的清洗方式会使玻璃基板洁净度达不到要求,从而影响后期的显示效果。而对于中端的产品来使用高端的清洗设备则会出现成本过高的问题”。
7.为了解决上述技术问题,其公开了一种stn-lcd玻璃基板的清洗方法,主要步骤是先利用圆筒刷子对玻璃基板进行刷洗,再采用浸泡式低频超声波清洗的方式进行清洗,之后利用高压纯净水泵产生高水压对玻璃基板进行喷淋,再水泵加压后将di水均匀喷淋在玻璃基板上进行冲洗,最后进行风刀风干处理和红外烘干处理。本发明针对中端stn-lcd的特点,采用多种物理、化学清洗手段相结合的方式,在降低清洗成本,延长清洗设备使用寿命的基础上,对玻璃基板达到良好的清洗效果。
8.通过上述专利文献中背景技术的记载可知,由于玻璃基板具有易损伤的特点,目前玻璃基板清洗主要是仅仅使用有机溶剂清洗剂清洗,或是仅仅使用物理方式刷洗、超声波清洗等,另外就是使用成本、造价高昂的uv光清洗设备进行清洗,上述的清洗方式均为单一的清洗方式,同时,使用物理方式刷洗时,刷洗的力度需要进行控制,以免对玻璃基板造成损伤。
9.而单一的清洗方式会使玻璃基板洁净度达不到要求,从而影响后期的显示效果。
10.为此,现需要一种玻璃基板镀膜前清洗方法。
技术实现要素:
11.针对现有技术存在的玻璃基板清洗主要是仅仅使用有机溶剂清洗剂清洗,或是仅
仅使用物理方式刷洗、超声波清洗等,另外就是使用成本、造价高昂的uv光清洗设备进行清洗。
12.单一的清洗方式会使玻璃基板洁净度达不到要求,从而影响后期的显示效果的问题,本发明旨在提供了一种玻璃基板镀膜前清洗方法。
13.为实现上述技术目的,本发明采用的技术方案如下:
14.一种玻璃基板镀膜前清洗方法,包括如下步骤:
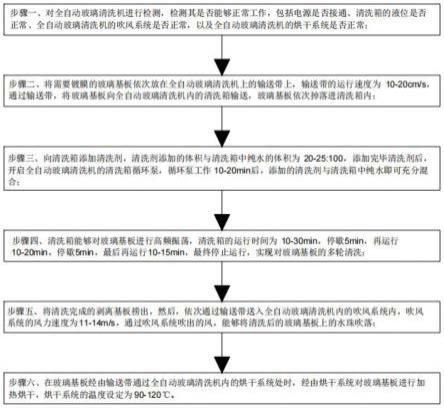
15.步骤一、对全自动玻璃清洗机进行检测,检测其是否能够正常工作,包括电源是否接通、清洗箱的液位是否正常、全自动玻璃清洗机的吹风系统是否正常,以及全自动玻璃清洗机的烘干系统是否正常;
16.步骤二、将需要镀膜的玻璃基板依次放在全自动玻璃清洗机上的输送带上,输送带的运行速度为10-20cm/s,通过输送带,将玻璃基板向全自动玻璃清洗机内的清洗箱输送,玻璃基板依次掉落进清洗箱内;
17.步骤三、向清洗箱添加清洗剂,清洗剂添加的体积与清洗箱中纯水的体积为20-25:100,添加完毕清洗剂后,开启全自动玻璃清洗机的清洗箱循环泵,循环泵工作10-20min后,添加的清洗剂与清洗箱中纯水即可充分混合;
18.步骤四、清洗箱能够对玻璃基板进行高频振荡,清洗箱的运行时间为10-30min,停歇5min,再运行10-20min,停歇5min,最后再运行10-15min,最终停止运行,实现对玻璃基板的多轮清洗;
19.步骤五、将清洗完成的剥离基板捞出,然后,依次通过输送带送入全自动玻璃清洗机内的吹风系统内,吹风系统的风力速度为11-14m/s,通过吹风系统吹出的风,能够将清洗后的玻璃基板上的水珠吹落;
20.步骤六、在玻璃基板经由输送带通过全自动玻璃清洗机内的烘干系统处时,经由烘干系统对玻璃基板进行加热烘干,烘干系统的温度设定为90-120℃。
21.进一步,所述步骤二中玻璃基板呈直线式等距放置在输送带上。
22.进一步,所述步骤二中玻璃基板呈矩阵式等距放置在输送带上。
23.进一步,相邻的所述玻璃基板的放置间距为5cm。
24.进一步,所述清洗剂以质量份计,由以下组分组成:脂肪醇聚氧乙烯醚20%-30%、聚氧乙烯椰油酸酯20%-35%、乙二醇丁醚20%-25%、丙二醇单丁醚15%-20%及氨水5%-10%。
25.进一步,述清洗剂以质量份计,由以下组分组成:脂肪醇聚氧乙烯醚30%、聚氧乙烯椰油酸酯20%、乙二醇丁醚20%、丙二醇单丁醚20%及氨水10%。
26.进一步,所述步骤四中清洗箱为超声波清洗箱。
27.进一步,所述超声波清洗箱的工作频率30-39khz。
28.本发明相比现有技术,具有如下有益效果:
29.本发明中,针对玻璃基板的易损伤特点,同时能够将多种清洗步骤相融合,实现多功能一体化的清洗作用,从而克服了传统化单一的清洗方式下对玻璃基板清洁力度较低的弊端。
附图说明
30.图1为本发明提供的一种玻璃基板镀膜前清洗方法的流程图。
具体实施方式
31.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
32.实施例一
33.请参阅图1,本发明提供一种技术方案:一种玻璃基板镀膜前清洗方法,包括如下步骤:
34.步骤一、对全自动玻璃清洗机进行检测,检测其是否能够正常工作,包括电源是否接通、清洗箱的液位是否正常、全自动玻璃清洗机的吹风系统是否正常,以及全自动玻璃清洗机的烘干系统是否正常;
35.步骤二、将需要镀膜的玻璃基板依次放在全自动玻璃清洗机上的输送带上,输送带的运行速度为10cm/s,通过输送带,将玻璃基板向全自动玻璃清洗机内的清洗箱输送,玻璃基板依次掉落进清洗箱内;
36.步骤三、向清洗箱添加清洗剂,清洗剂添加的体积与清洗箱中纯水的体积为20:100,添加完毕清洗剂后,开启全自动玻璃清洗机的清洗箱循环泵,循环泵工作10min后,添加的清洗剂与清洗箱中纯水即可充分混合;
37.步骤四、清洗箱能够对玻璃基板进行高频振荡,清洗箱的运行时间为10min,停歇5min,再运行10min,停歇5min,最后再运行10min,最终停止运行,实现对玻璃基板的多轮清洗;
38.步骤五、将清洗完成的剥离基板捞出,然后,依次通过输送带送入全自动玻璃清洗机内的吹风系统内,吹风系统的风力速度为11m/s,通过吹风系统吹出的风,能够将清洗后的玻璃基板上的水珠吹落;
39.步骤六、在玻璃基板经由输送带通过全自动玻璃清洗机内的烘干系统处时,经由烘干系统对玻璃基板进行加热烘干,烘干系统的温度设定为90℃。
40.实施例二
41.请参阅图1,本发明提供一种技术方案:一种玻璃基板镀膜前清洗方法,包括如下步骤:
42.步骤一、对全自动玻璃清洗机进行检测,检测其是否能够正常工作,包括电源是否接通、清洗箱的液位是否正常、全自动玻璃清洗机的吹风系统是否正常,以及全自动玻璃清洗机的烘干系统是否正常;
43.步骤二、将需要镀膜的玻璃基板依次放在全自动玻璃清洗机上的输送带上,输送带的运行速度为15cm/s,通过输送带,将玻璃基板向全自动玻璃清洗机内的清洗箱输送,玻璃基板依次掉落进清洗箱内;
44.步骤三、向清洗箱添加清洗剂,清洗剂添加的体积与清洗箱中纯水的体积为23:100,添加完毕清洗剂后,开启全自动玻璃清洗机的清洗箱循环泵,循环泵工作15min后,添加的清洗剂与清洗箱中纯水即可充分混合;
45.步骤四、清洗箱能够对玻璃基板进行高频振荡,清洗箱的运行时间为20min,停歇
5min,再运行15min,停歇5min,最后再运行12.5min,最终停止运行,实现对玻璃基板的多轮清洗;
46.步骤五、将清洗完成的剥离基板捞出,然后,依次通过输送带送入全自动玻璃清洗机内的吹风系统内,吹风系统的风力速度为12.5m/s,通过吹风系统吹出的风,能够将清洗后的玻璃基板上的水珠吹落;
47.步骤六、在玻璃基板经由输送带通过全自动玻璃清洗机内的烘干系统处时,经由烘干系统对玻璃基板进行加热烘干,烘干系统的温度设定为105℃。
48.实施例三
49.请参阅图1,本发明提供一种技术方案:一种玻璃基板镀膜前清洗方法,包括如下步骤:
50.步骤一、对全自动玻璃清洗机进行检测,检测其是否能够正常工作,包括电源是否接通、清洗箱的液位是否正常、全自动玻璃清洗机的吹风系统是否正常,以及全自动玻璃清洗机的烘干系统是否正常;
51.步骤二、将需要镀膜的玻璃基板依次放在全自动玻璃清洗机上的输送带上,输送带的运行速度为20cm/s,通过输送带,将玻璃基板向全自动玻璃清洗机内的清洗箱输送,玻璃基板依次掉落进清洗箱内;
52.步骤三、向清洗箱添加清洗剂,清洗剂添加的体积与清洗箱中纯水的体积为25:100,添加完毕清洗剂后,开启全自动玻璃清洗机的清洗箱循环泵,循环泵工作20min后,添加的清洗剂与清洗箱中纯水即可充分混合;
53.步骤四、清洗箱能够对玻璃基板进行高频振荡,清洗箱的运行时间为30min,停歇5min,再运行20min,停歇5min,最后再运行15min,最终停止运行,实现对玻璃基板的多轮清洗;
54.步骤五、将清洗完成的剥离基板捞出,然后,依次通过输送带送入全自动玻璃清洗机内的吹风系统内,吹风系统的风力速度为14m/s,通过吹风系统吹出的风,能够将清洗后的玻璃基板上的水珠吹落;
55.步骤六、在玻璃基板经由输送带通过全自动玻璃清洗机内的烘干系统处时,经由烘干系统对玻璃基板进行加热烘干,烘干系统的温度设定为120℃。
56.实施例四
57.如图1所示,在实施例一至实施例三的基础上改进:
58.具体的,步骤二中玻璃基板呈直线式等距放置在输送带上。
59.具体的,步骤二中玻璃基板呈矩阵式等距放置在输送带上。
60.具体的,相邻的玻璃基板的放置间距为5cm。
61.步骤三中清洗剂可以按如下质量份计组成:脂肪醇聚氧乙烯醚20%-30%、聚氧乙烯椰油酸酯20%-35%、乙二醇丁醚20%-25%、丙二醇单丁醚15%-20%及氨水5%-10%。
62.优选地,清洗剂可以按如下质量份计:脂肪醇聚氧乙烯醚为30%,聚氧乙烯椰油酸酯为20%,乙二醇丁醚为20%(质量),丙二醇单丁醚为20%(质量),氨水为10%(质量)。
63.清洗剂也可以按如下质量份计:脂肪醇聚氧乙烯醚为20%,聚氧乙烯椰油酸酯为35%,乙二醇丁醚为25%,丙二醇单丁醚为15%,氨水为5%。
64.清洗箱为优选采用超声波清洗箱,其工作频率选择30-39khz。
65.上述不同的实施例之间,均可以相互组合、替换、搭配使用。
66.文中所述的吹风系统由风机组件构成,风机组件由多个风机构成,多个风机安装在全自动清洗机内,所述烘干系统由电加热网构成,电加热网安装在全自动清洗机内。
67.以上对本技术提供的一种玻璃基板镀膜前清洗方法进行了详细介绍。具体实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1