一体化U肋激光清洗生产线结构的制作方法
一体化u肋激光清洗生产线结构
技术领域
1.本发明涉及激光清洗技术领域,尤其涉及一种一体化u肋激光清洗生产线结构。
背景技术:
2.大型钢结构桥梁上常见的正交异性板单元是由u肋和面板焊接而成,具有自重轻、高承载等优点。为保证正交异性板单元的焊接质量,u肋在与面板焊接之前需要对其焊道区域进行清洗,除去表面的浮锈、氧化皮、漆层、油污等附着物。为了保证清洗质量,通常需要采用人工或者专用设备对u肋待焊接区域进行机械打磨。
3.传统的u肋零件人工打磨需要耗费大量的体力,打磨质量不稳定且作业效率较低,产生的粉尘和噪音会直接威胁工人的身体健康;现有专用u肋打磨设备均采用接触式机械打磨方式,不可避免的带来机械振动及噪声,导致打磨效果不稳定、易损伤工件、严重噪音污染、设备稳定性不佳等诸多问题。此外,现有的专用u肋打磨设备在打磨前需要人工辅助对u肋待打磨区域定位,不能根据u肋外形尺寸差异进行自适应调节,适用范围受限较多。
技术实现要素:
4.本发明的目的在于克服现有技术之缺陷,提供了一种一体化u肋激光清洗生产线结构,至少解决了现有技术中的部分问题。
5.本发明是这样实现的:
6.本发明提供一种一体化u肋激光清洗生产线结构,包括设备基础、地轨、放置u肋零件的u肋存放台架、用来传送u肋零件的输送线体,所述地轨上设有龙门式上下料装置,所述龙门式上下料装置用于将u肋零件从u肋存放台架送至输送线体上并且驱动u肋零件在输送线体上移动,输送线体的传送路线上设有激光清洗装置,所述输送线体包括两段,所述激光清洗装置位于两段之间;所述地轨、u肋存放台架、输送线体、激光清洗装置均安设于所述设备基础上,所述地轨、u肋存放台架、输送线体平行设置,所述地轨包括两条轨道,所述u肋存放台架和输送线体位于两所述轨道之间,所述轨道、u肋存放台架、输送线体平行设置,所述龙门式上下料装置横跨安设于两所述轨道上;u肋存放台架上的待清洗u肋零件通过龙门式上下料装置搬运至输送线体上料区,u肋零件在输送线体上移动并通过输送线体分段处布置的激光清洗装置,完成激光焊道清洗,清洗完成后,u肋零件原路退回上料区,由龙门式上下料装置将u肋零件卸载至u肋存放台架暂存区,至此一个作业循环完成。
7.进一步地,所述龙门式上下料装置包括第一上下料装置以及第二上下料装置,所述第一上下料装置和第二上下料装置分别位于地轨的两端,第一上下料装置和第二上下料装置协同将u肋零件搬运至输送线体上,第二上下料装置驱动u肋零件在输送线体上往复移动;所述第一上下料装置包括可沿地轨长度方向移动的第一横梁机构、安设于第一横梁机构上的第一上下料抓取机构,所述第二上下料装置包括可沿地轨长度方向移动的第二横梁机构、安设于第二横梁机构上的第二上下料抓取机构,第一上下料抓取机构在第一横梁机构上做水平直线运动;第二上下料抓取机构在第二横梁机构做水平直线运动,第一上下料
抓取机构和第二上下料抓取机构上均安设有u肋夹钳。
8.进一步地,所述u肋夹钳包括压料动力组件和拖料机构,当将u肋零件从u肋存放台架搬运至输送线体上时,压料动力组件和拖料机构配合一起夹紧u肋零件,拖料机构用于勾起并支撑u肋零件,压料动力组件压紧u肋零件的上表面,靠近拖料机构设有叉料在位检测机构,所述u肋夹钳还包括液压锁紧机构,当u肋零件搬运至输送线体上后,推送u肋零件在输送线体移动时,仅使用液压锁紧机构夹紧u肋零件,靠近液压锁紧机构设有液压锁紧检测机构,液压锁紧检测机构用于液压锁紧机构的物料异常检测,叉料在位检测机构用于拖料机构的物料异常检测,液压锁紧检测机构和叉料在位检测机构均通过投射感应介质至u肋零件表面的方式判断u肋零件是否抓取到位,若未检测到u肋零件则停机检查。
9.进一步地,所述输送线体包括输送辊道机架,沿输送辊道机架的长度方向设有若干支撑u肋零件的托辊装置,输送辊道机架上还设有可移动的第一侧位导向辊、固定的第二侧位导向辊,沿u肋零件的宽度方向,第一侧位导向辊设于输送辊道机架的一侧,第二侧位导向辊设于输送辊道机架的另一侧,输送辊道机架上还设有驱动第一侧位导向辊向第二侧位导向辊靠近或远离的侧位导向驱动装置。
10.进一步地,侧位导向驱动装置包括伺服驱动电机、同步传动器、传动轴、升降器,伺服驱动电机直接连接同步传动器,升降器通过传动轴与同步传动器传动连接,第一侧位导向辊通过连接支架与升降器相连,在升降器的驱动下,第一侧位导向辊靠近或远离第二侧位导向辊,第一侧位导向辊滑动安设于线性滑轨组件上,沿线性滑轨组件移动。
11.进一步地,所述输送辊道机架上设有物料检测组件,该检测组件通过投射感应介质至u肋零件表面,从而通过获取u肋零件的距离信息来判断物料是否到达预设位置,物料检测组件检测到u肋零件后启动伺服驱动电机调整第一侧位导向辊和第二侧位导向辊之间的距离,使得u肋零件被限位在第一侧位导向辊与第二侧位导向辊之间,确保不同宽度的u肋零件均能有效得到定位导向。
12.进一步地,所述u肋存放台架包括台架本体,所述u肋零件暂存于台架本体上,所述台架本体上设有若干定位桩,各所述定位桩沿所述台架本体的长度方向间隔设置,u肋零件罩盖于定位桩上,所述定位桩便于暂存的u肋零件摆放时进行定位。
13.进一步地,沿u肋零件的输送方向,激光清洗装置的前后均设置有托辊装置,所述激光清洗装置包括激光清洗头、清洗头支架、位移台、底座,所述位移台设于所述底座上,清洗头支架滑动安设于位移台上,激光清洗头两个为一组安设于清洗头支架上,所述u肋零件包括外侧焊道和内侧焊道,所述清洗头支架上的一个激光清洗头用于清洗外侧焊道,所述清洗头支架上的另一个激光清洗头用于清洗内侧焊道;激光清洗头上设置有辅助清洁风刀和吸尘风管,辅助清洁风刀和吸尘风管靠近u肋零件设置,辅助清洁风刀外接压缩空气,刀口直接朝向清洗工作面,通过气流的作用将激光清洗过程中产生的烟尘、颗粒物、剥离物吹离u肋零件表面,烟尘、颗粒物、剥离物被吹离u肋零件表面后,通过吸尘风管的收集,从而保证清洗过程中的烟尘、颗粒物、剥离物被有效收集;激光清洗头上还设置有用于保护激光清洗头的保护镜风刀,保护镜风刀靠近激光清洗头设置,保护镜风刀外接高压空气,可将清洗过程中产生的颗粒物、烟尘高效地吹离激光清洗头,延长激光清洗头的有效工作时间;激光清洗头上还设置有距离传感器,距离传感器用于实时检测激光清洗头距离u肋零件表面的距离,从而保证激光光束焦点位置始终处于预设的位置,使得激光清洗系统处于最佳的工
作状态。
14.进一步地,清洗头支架上设有清洗头升降组件,清洗头升降组件用于激光清洗过程中自动适应不同高度尺寸的u肋零件;清洗头升降组件上设有用于调整激光清洗头方向的旋转平台、驱动旋转平台旋转的伺服驱动电机,旋转平台在伺服驱动电机的驱动下,绕水平轴旋转,从而带动激光清洗头角度发生变化;当u肋零件由输送线体送至激光清洗装置处时,依据距离传感器的测量结果,使清洗头支架沿位移台移动到合适的位置、清洗头升降组件调整到合适的高度、旋转平台带动激光清洗头旋转到合适的角度。
15.进一步地,激光清洗装置在远离u肋存放台架的一侧设有物料检测机构,物料检测机构用于确保u肋零件到达激光清洗装置的预设位置处,当物料检测机构检测到u肋零件后启动激光清洗头对u肋零件进行清洗。
16.本发明具有以下有益效果:
17.1、本发明提供的一体化u肋激光清洗生产线是一条高度集成控制的自动化生产线,可以实现u肋零件的连续焊道清洗,提高生产效率。
18.2、本发明提供的一体化u肋激光清洗生产线区别于现有机械打磨设备和人工打磨等方式,生产过程中无粉尘无振动,具有非接触、无研磨、静音环保的特点。
19.3、本发明提供的一体化u肋激光清洗生产线,能够充分利用激光光束可达性,有效弥补u肋零件制造误差对清洗质量的影响,具有良好的清洗质量。本生产线清洗后的u肋焊道不仅外观美观,而且表面一致性更好。
20.4、本发明提供的一体化u肋激光清洗生产线,配备自动化的上下料机构和输送系统,可以良好的兼容不同长度、不同开口尺寸的u肋零件。针对u肋零件尺寸过大(长度通常长达数米乃至数十米)不易控制的问题,通过设计同步传动、自动感应等手段主动感知物料的状态,实现自动化定位和输送,保证系统稳定生产。
21.5、本发明提供的一体化u肋激光清洗生产线,具有自动化的激光清洗单元,可在清洗过程中针对不同尺寸的u肋零件进行角度和位置的补偿;同时具备焦点跟踪功能,保证激光清洗头始终处于最佳的工作位置。
22.6、本发明提供的一体化u肋激光清洗生产线,具有专门设计的吹吸一体烟尘净化和风刀系统,可最大程度防护激光保护镜,从而保证激光清洗头的工作稳定性。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
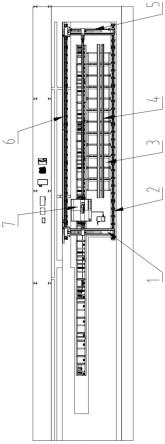
24.图1为本发明实施例提供的一体化u肋激光清洗生产线的整体布局示意图;
25.图2为本发明实施例提供的一体化u肋激光清洗生产线的整体轴测示意图;
26.图3为本发明实施例提供的一体化u肋激光清洗生产线3d爆炸图;
27.图4为本发明实施例提供的龙门式上下料装置示意图;
28.图5为本发明实施例提供的上下料装置的横梁及抓取机构示意图;
29.图6为本发明实施例提供的上下料抓取机构剖视图;
30.图7为本发明实施例提供的u肋清洗输送辊道检测装置示意图;
31.图8为本发明实施例提供的u肋清洗输送辊道自动定位示意图;
32.图9为本发明实施例提供的u肋自动定位剖面示意图;
33.图10为本发明实施例提供的u肋清洗输送辊道同步传动机构示意图;
34.图11为本发明实施例提供的u肋存放台架轴测示意图
35.图12为本发明实施例提供的u肋存放台架工件定位结构示意图
36.图13为本发明实施例提供的自适应激光清洗系统示意图;
37.图14为本发明实施例提供的激光清洗头角度跟随系统示意图;
38.图15为本发明实施例提供的激光清洗距离检测及风刀结构等示意图;
39.图16为本发明实施例提供的清洗工位工件支撑、感应及除尘部位示意图。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
41.如图1-图16,本发明实施例提供一种一体化u肋激光清洗生产线结构,包括地轨2、放置u肋零件4的u肋存放台架3、用来传送u肋零件4的输送线体6,所述地轨2上设有龙门式上下料装置10,所述龙门式上下料装置10用于将u肋零件4从u肋存放台架3搬运至输送线体6上,输送线体6的传送路线上设有激光清洗装置7。所述输送线体6包括两段,所述激光清洗装置7位于两段之间。所述地轨、u肋存放台架、输送线体、激光清洗装置均安设于所述设备基础上,所述地轨、u肋存放台架、输送线体平行设置,所述地轨包括两条轨道,所述u肋存放台架和输送线体位于两所述轨道之间,所述轨道、u肋存放台架、输送线体平行设置,所述龙门式上下料装置横跨安设于两所述轨道上。
42.本发明提供了一种一体化u肋激光清洗生产线。采用非接触式激光清洗技术,通过自动化手段实现u肋零件的自动焊道清洗。本生产线可以全面替代人工打磨作业,且有效解决了现有u肋专用机械打磨设备普遍存在的易损伤工件、打磨一致性差、噪音污染严重等问题。能够显著提高u肋焊道清洗质量,提高清洗作业效率。
43.所述龙门式上下料装置10包括第一上下料装置1和第二上下料装置5,所述第一上下料装置1和第二上下料装置5分别位于地轨2的两端。所述第一上下料装置1包括可沿地轨2长度方向移动的第一横梁机构21、安设于第一横梁机构21上的第一上下料抓取机构24,所述第二上下料装置5包括可沿地轨2长度方向移动的第二横梁机构26、安设于第二横梁机构26上的第二上下料抓取机构25。第一上下料抓取机构24在第一横梁机构21上做水平直线运动;第二上下料抓取机构25在第二横梁机构26做水平直线运动。第一上下料抓取机构24和第二上下料抓取机构25上均安设有u肋夹钳23,所述u肋夹钳23用于夹持u肋零件4且驱动u肋零件4在输送线体6上运动。
44.如图6,u肋夹钳23包括压料动力组件201和拖料机构205,当将u肋零件4从u肋存放台架3搬运至输送线体6上时,压料动力组件201和拖料机构205配合一起夹紧u肋零件4,拖料机构205用于勾起并支撑u肋零件4,压料动力组件201压紧u肋零件4的上表面,靠近拖料
机构205设有叉料在位检测机构204,u肋夹钳23还包括液压锁紧机构202,当u肋零件4搬运至输送线体6上后,推送u肋零件4在输送线体6移动时,仅使用液压锁紧机构202夹紧u肋零件4,靠近液压锁紧机构202设有液压锁紧检测机构203。
45.压料动力组件201,用于保证龙门式上下料装置10在搬运u肋零件4过程的稳定,防止搬运过程中u肋零件4出现倾覆或掉落等意外;液压锁紧机构202用于激光清洗过程中定位u肋零件4,该机构可承载推拉两个方向的载荷,保证推送u肋零件4稳定可靠。
46.所述u肋夹钳23中设有两处安全互锁感应装置,分别是液压锁紧检测机构203、叉料在位检测机构204,两处安全互锁感应装置分别用于液压锁紧机构202物料异常检测及拖料机构205的物料异常检测,液压锁紧检测机构203和叉料在位检测机构204均通过投射感应介质至工件表面,从而通过获取工件的距离信息来判断物料是否到达预设位置,若物料没有到达预设位置即物料异常。通过设置以上安全互锁感应装置可有效保证u肋零件4在搬运及推送过程中的可靠性,保障生产线系统的稳定运行。
47.所述一体化u肋激光清洗生产线结构还包括设备基础13,所述龙门式上下料装置10、输送线体6、激光清洗装置7以及u肋存放台架3均安设于所述设备基础13上,所述设备基础13上设有安装槽,所述安装槽与上述设备配合安装,保证上述设备安装的稳定性。
48.如图7-图10,所述输送线体6包括输送辊道机架31,沿输送辊道机架31的长度方向设有若干支撑u肋零件4的托辊装置503,所述输送辊道机架31上设有物料检测组件32,该检测组件通过投射感应介质30至工件表面(工件即u肋零件4),从而通过获取工件的距离信息来判断物料是否到达预设位置;
49.输送辊道机架31上设有可移动的第一侧位导向辊33、固定的第二侧位导向辊34,沿u肋零件4的宽度方向,第一侧位导向辊33设于输送辊道机架31的一侧,第二侧位导向辊34设于输送辊道机架31的另一侧,
50.输送辊道机架31上还设有驱动第一侧位导向辊33向第二侧位导向辊34靠近或远离的侧位导向驱动装置,侧位导向驱动装置包括伺服驱动电机37、同步传动器35、传动轴36、升降器40,伺服驱动电机37直接连接同步传动器35,升降器40通过传动轴36与同步传动器35传动连接,第一侧位导向辊33通过连接支架41与升降器40相连,在升降器40的驱动下,第一侧位导向辊33靠近或远离第二侧位导向辊34,物料检测组件32检测到u肋零件4后启动伺服驱动电机37调整第一侧位导向辊33和第二侧位导向辊34之间的距离,使得u肋零件4被限位在第一侧位导向辊33与第二侧位导向辊34之间,
51.第一侧位导向辊33滑动安设于线性滑轨组件38上,线性滑轨组件38是一种直线导轨副,具备良好的直线位移精度,可保证侧位导向驱动装置33前后运动是位置准确可靠,
52.第一侧位导向辊33和第二侧位导向辊34用于待输送的u肋零件4直线运动过程中的定位和导向作用,保证u肋零件4运动平稳。针对不同宽度规格的u肋零件,侧位导向驱动装置会自动调节第一侧位导向辊33的位置,确保不同规格的u肋均能有效得到导向,确保作业质量,保证产线设备运行稳定。
53.伺服驱动电机37直接连接同步传动器35,同步传动器35通过两侧的传动轴36将动力精准分配;传动轴36呈线性布置,两端分别连接升降器40(或同步传动器35)。第一侧位导向辊33安装在线性滑轨组件38上,并与连接支架41刚性连接,在升降器40的驱动下可以精确控制其位置,从而自动调节侧位导向辊33的位置,确保不同规格(不同宽度)的u肋零件4
均能有效得到定位导向。
54.如图11-图12,所述u肋存放台架3包括台架本体301,所述u肋零件4暂存于台架本体301上,所述台架本体301上设有若干定位桩302,各所述定位桩302沿所述台架本体301的长度方向间隔设置,所述定位桩302便于暂存的u肋零件4摆放时进行定位,保证u肋零件4的摆放精度。减小后续上下料工序的调整量。
55.如图13-图16,所述激光清洗装置7包括激光清洗头51、清洗头支架52、位移台53、底座54,所述位移台53安设于所述底座54上,清洗头支架52滑动安设于位移台53上,激光清洗头51两个为一组安设于清洗头支架52上。
56.激光清洗头51上设置有保护镜风刀56和辅助清洁风刀55。辅助清洁风刀55外接压缩空气,刀口直接朝向清洗工作面,通过气流的作用将激光清洗过程中产生的烟尘、颗粒物、剥离物等吹离工件表面。烟尘、颗粒物、剥离物等被吹离工件表面后,通过吸尘风管501的收集,从而保证清洗过程中的烟尘等被有效收集,保证工作场所的清洁环保。清洗头保护镜风刀56外接高压空气,可将清洗过程中产生的颗粒物、烟尘等高效地吹离激光清洗头51,从而极大的延长激光清洗头51的有效工作时间。
57.清洗头支架52上设有清洗头升降组件57,清洗头升降组件57用于激光清洗过程中自动适应不同高度尺寸的工件;清洗头升降组件57上设有用于调整激光清洗头51方向的旋转平台59、驱动旋转平台59旋转的伺服驱动电机58,旋转平台59在伺服驱动电机58的驱动下,绕水平轴旋转,从而带动激光清洗头51角度发生变化。
58.激光清洗头51角度调整与u肋零件4的开口角度相适应,从而使激光清洗头51在作业过程中始终与工件表面呈最佳角度,保证清洗质量。
59.所述u肋零件4包括外侧焊道61和内侧焊道62,所述清洗头支架52上的一个激光清洗头51用于清洗外侧焊道61,所述清洗头支架52上的另一个激光清洗头51用于清洗内侧焊道62。激光清洗头51上还设置有距离传感器60,距离传感器60用于实时检测激光清洗头51距离u肋零件4表面的距离,从而保证激光光束焦点位置63始终处于预设的位置,这样使得激光清洗系统处于最佳的工作状态。依据距离传感器60的测量结果,使清洗头支架52沿位移台53移动到合适的位置。
60.如图16,u肋零件4从左至右送至激光清洗装置7处,激光清洗装置7处设有物料检测机构502,物料检测机构502通过投射感应介质至工件表面,从而通过获取工件的距离信息来判断物料是否到达预设位置,当物料检测机构502检测到u肋零件4后启动激光清洗头51。
61.如图16,所述激光清洗装置7还包含物料检测机构502。物料检测机构502用于检测u肋零件4的进料位置,通过获取u肋零件4的进料位置,系统可以精确控制激光清洗头51的工作时间,保证激光清洗头51在必要的时刻工作,防止误操作。
62.激光清洗装置7的前后均设置有托辊装置503,托辊装置503用于在激光清洗作业过程中支撑u肋零件4,防止u肋零件4在输送线体6上运动时发生下挠等位置偏移等情况发生,从而保证激光清洗作业的稳定性和清洗质量。
63.本发明提供了一种高度集中控制的一体化u肋激光清洗生产线,解决了现有人工打磨和机械打磨设备普遍存在的工人劳动强度大、清洗质量不稳定、易损伤工件、噪音粉尘严重等诸多问题。
64.本发明用于u肋零件的焊前焊道清洗,包含上下料装置、u肋存放台架、输送线体、激光清洗装置等功能单元。由于本发明采用非接触式的激光清洗方法,区别于传统机械打磨方式。具有无研磨、非接触的特点,有效避免了机械打磨普遍存在的振动和噪声问题。
65.如图1-图3所示,本发明是由第一上下料装置1;地轨2;u肋存放台架3;u肋4;第二上下料装置5;输送线体6;激光清洗装置7等多个功能单元组成的一套一体化u肋激光清洗生产线。采用非接触式激光清洗技术,通过自动化手段实现u肋零件全自动上料、输送、焊道清洗、卸料等的作业内容。
66.龙门式上下料装置10位于输送线体6及激光清洗装置7及u肋存放台架3的正上方。u肋存放台架3上的待清洗u肋零件通过龙门式上下料装置10移载至输送线体6上料区,每次吊运一根u肋。接着,u肋零件以合适速度通过输送线体6分段处布置的激光清洗装置7,完成激光焊道清洗。清洗完成后,u肋零件4原路退回上料区,由龙门式上下料装置10将u肋零件4卸载至u肋存放台架3暂存区,至此一个作业循环完成。整体产线设备需要有合适的设备基础13作为承载,保证线体平稳运行。
67.如图4-图5所示,龙门式上下料装置10主体形式为地轨式双龙门移载机构,包括第一横梁机构21;龙门地轨2;u肋夹钳23;第一上下料抓取机构24;第二上下料抓取机构25;第二横梁机构26等主要部件。第一横梁机构21及第二横梁机构26在龙门地轨2做水平直线运动;第一上下料抓取机构24在第一横梁机构21上做水平直线运动;第二上下料抓取机构25在第二横梁机构26做水平直线运动。u肋夹钳23用于u肋零件4夹持,驱动u肋零件4在输送辊道上运动。此单元主要完成u肋移载搬运,实现u肋零件的自动上下料,解决现有人工打磨和机械打磨设备普遍存在的工人劳动强度过大的问题。
68.如图7-图8所示,u肋清洗输送辊道由待输送u肋零件4;感应介质30;输送辊道机架31;物料检测组件32;第一侧位导向辊33;第二侧位导向辊34;同步传动器35;传动轴36;伺服驱动电机37;线性滑轨组件38;升降器40;连接支架41等几个部分组成,用于完成u肋零件的预定位、清洗输送等工序。待输送u肋零件4被搬运到输送辊道机架31上后,u肋零件可在辊道上做水平直线运动。
69.如图13所示,激光清洗系统由激光清洗头51;清洗头支架52;位移台53;底座54;辅助清洁风刀55;保护镜风刀56;吸尘风管501;伺服驱动电机58;旋转平台59;距离传感器60等部分组成。激光清洗头51两个为一组,分别完成u肋零件一次内外焊道的清洗。清洗头支架52安装在位移台53上,针对不同宽度规格的u肋零件,位移台53会自动调节位置,确保激光清洗头51与u肋零件相对位置合适。
70.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1