一种模具脱模用表面清理装置及其清理方法与流程
1.本发明涉及模具制造技术领域,具体涉及一种模具脱模用表面清理装置及其清理方法。
背景技术:
2.表面处理是在基体材料表面上人工形成一层与基体的机械、物理和化学性能不同的表层工艺方法。表面处理的目的是满足产品的耐蚀性、耐磨性、装饰或其他特种功能要求。对于金属铸件,我们比较常用的表面处理方法是,机械打磨,化学处理,表面热处理,喷涂表面,表面处理就是对工件表面进行清洁、清扫、去毛刺、去油污、去氧化皮等。
3.但是现有的模具表面处理装置多为固定式,需要人工使用毛刷对模具表面进行清洗,工作效率低下。
技术实现要素:
4.为解决上述技术问题,本发明提供一种模具脱模用表面清理装置,所述的模具脱模用表面清理装置包括:
5.工作台,其上设置有加工工位;
6.清理池,滑动放置在工作台上;
7.外套,设置有两个,相对的转动设置在清理池的侧壁,外套的内部同轴螺纹配合嵌套有内槽杆,内槽杆的端部开设有嵌套槽;
8.缺边齿轮,其一面固定连接嵌套杆,嵌套杆可滑动且转动嵌套在嵌套槽的内部,嵌套槽的内壁相对固定设置有两个限位凸出,两个限位凸出夹角为平角,嵌套杆的外壁固定设置有限位板;缺边齿轮处于清理池的外壁,内槽杆的非连接端固定连接有夹持板;工作台的上表面固定连接有控向条,控向条与缺边齿轮一一对应;控向条包括平滑部和齿纹部,平滑部的高度大于齿纹部的高度;
9.推拉件,安装在工作台上,并与清理池连接,用于驱动清理池x轴向滑动,清理池滑动位置包括夹紧位、转向位和平推位;
10.安装架,固定安装在工作台上;
11.升降杆,可升降的安装在安装架上;
12.升降调节件,连接升降杆与安装架之间,其用于驱动升降杆在z轴升降;
13.滑动座,滑动设置在升降杆上;
14.横向调节件,安装在升降杆上并与滑动座连接,用于驱动滑动座y轴向滑动;
15.清理件,转动连接在滑动座上,清理件上转动设置处理件;
16.摄像头,安装在工作台上,其用于对放置在加工工位上的模具进行拍摄照片;
17.控制器,其用于构建空间坐标系;清理池处于夹紧位,推拉件驱动清理池正向滑动,缺边齿轮的齿纹部与控向条的齿纹部啮合,清理池滑动驱动缺边齿轮转动,缺边齿轮转动带动内槽杆在外套的内部转动,使夹持板靠拢完成模具的夹持;摄像头对模具拍摄照片,
控制器对照片进行处理获得对应坐标的粗糙度(x,y,z,ra);判断ra是否大于一个预先设置的ra
标
,如果是,则获取对应ra的坐标(x,y,z);并根据z和计算获得处理类型,清理件转换使进入到加工工位的处理件与处理类型对应;清理池处于转向位,则缺边齿轮带动夹持板转动完成模具的转向;当模具转动到调节件180
°
时,清理池处于平推位,缺边齿轮的缺边部与控向条的光滑部接触,此时的缺边齿轮不转动,保证模具清理面向上移动;控制器控制处理件对坐标(x,y,z)进行处理;推拉件拉动清理池反向滑动到转向位,使模具翻转进行换面清理。
18.优选的:所述清理件包括桶壳、第一锥形齿轮、第一电机和处理件,处理件可以包括端部刷、喷液刷和侧壁刷,桶壳转动连接在滑动座上,端部刷、喷液刷和侧壁刷均径向转动连接在桶壳上,且一端伸入到桶壳的内部并同轴固定连接有第二锥形齿轮,第一电机的输出轴同轴固定连接有第一锥形齿轮,第一电机的输出轴偏心穿入到桶壳的内部并同轴固定连接有第一锥形齿轮,第一电机的输出轴与桶壳之间单向转动连接;第一电机正向转动,带动桶壳转动完成处理类型转换;第一电机反向转动,第一锥形齿轮与第二锥形齿轮啮合,第一锥形齿轮带动第二锥形齿轮转动使处于加工工位上的处理件转动。
19.优选的:所述模具脱模用表面清理装置还包括水泵,安装在工作台上,并连通设置有水箱,水泵连通设置有水管,水管转动穿过桶壳并连通有连接管头,连接管头的底部设置有开口,连接管头与处于加工工位上的处理件连通。
20.优选的:所述工作台的底部设置有支撑腿,支撑腿的底部固定设置有垫板,垫板上开设有透孔,螺栓穿过透孔对工作台进行固定。
21.优选的:所述工作台的底部设置有支撑腿,支撑腿的底部设置有转动轮、万向轮中的一种或者两者的组合,转动轮和/或万向轮上设置有用于制动的卡板。
22.优选的:所述工作台上相对的固定设置有滑动导向槽,清理池的两侧外壁底部固定设置有余量条,余量条滑动嵌套在滑动导向槽的内部。
23.优选的:所述内槽杆和夹持板之间设置有调节件,通过调节件调节夹持板的轴向位置。
24.优选的:所述调节件包括螺纹杆、转动套和内嵌杆;螺纹杆的一端固定连接在夹持板上,且另一端螺纹嵌套在内槽杆的内部;螺纹杆的侧壁周向开设有至少一个滑动槽,内槽杆的端部转动嵌套有转动套,转动套的内部固定设置有内嵌杆,内嵌杆滑动嵌套在滑动槽的内部。
25.本发明还提供一种模具脱模用表面清理方法,应用于上述所述的一种模具脱模用表面清理装置,所述的模具脱模用表面清理方法包括如下步骤:
26.s1、构建空间坐标系;
27.s2、推拉件驱动清理池正向滑动处于夹紧位,缺边齿轮的齿纹部与控向条的齿纹部啮合,清理池滑动驱动缺边齿轮转动,缺边齿轮转动带动内槽杆在外套的内部转动,使夹持板靠拢完成模具的夹持;
28.s3、获取模具照片,对照片进行处理和分析,获得对应坐标的粗糙度(x,y,z,ra);
29.s4、判断ra是否大于一个预先设置的ra
标
,如果是,则执行s5;
30.s5、获取对应ra的坐标(x,y,z);
31.s6、根据z和计算获得处理类型;
32.s7、完成处理类型转换,并使进入到加工工位的处理件与处理类型对应;
33.s8、清理池处于转向位,则缺边齿轮带动夹持板转动完成模具的转向;
34.s9、清理池处于平推位,缺边齿轮的缺边部与控向条的光滑部接触,此时的缺边齿轮不转动,保证模具清理面向上移动;
35.s10、处理件对坐标(x,y,z)进行处理;
36.s11、推拉件拉动清理池反向滑动到转向位,使模具翻转进行换面。
37.优选的:所述z和计算获得处理类型方法为:
38.s61、判断坐标z是否小于一个预设z
标
,如果是,则执行s62;
39.s62、判断所述坐标z所在x、y平面面积是否大于一个预先设置面积,如果否,则执行s63,如果是,则执行s64;
40.s63、处理件为喷液刷;
41.s64、判定的绝对值是否大于一个斜率,如果否,则执行s65,如果是,则执行s66;
42.s65、处理件为端部刷;
43.s66、处理件为侧壁刷。
44.本发明的技术效果和优点:通过对模具拍摄照片,对照片处理获得坐标和粗糙度,实现了自动处理,自动化能力强。通过不同的处理类型适应模具形状,提高了处理能力和质量。通过计算模具的面积进行处理类型转换,提高了处理能力。通过结构配合实现了夹紧位、转向位和平推位的设置,实现了自动夹紧、换面和平移,使装置结构简单化且节约能源,实现顺序联动。
附图说明
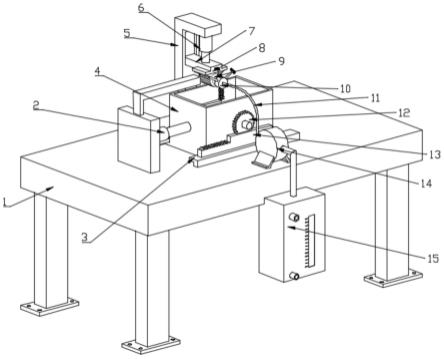
45.图1为本发明提出的一种模具脱模用表面清理装置的立体结构示意图。
46.图2为本发明提出的一种模具脱模用表面清理装置的俯视结构示意图。
47.图3为图2中a截面的局部剖视结构示意图。
48.图4为图2中b截面的局部剖视结构示意图。
49.图5为图3中a的局部放大结构示意图。
50.图6为图4中b的局部放大结构示意图。
51.图7为本发明提出的一种模具脱模用表面清理装置中嵌套杆和嵌套槽配合结构示意图
52.图8为本发明提出的一种模具脱模用表面清理方法的流程图。
53.图9为本发明提出的一种模具脱模用表面清理方法中获得处理类型的方法流程图。
54.附图标记说明:工作台1,推拉件2,滑动导向槽3,清理池4,安装架5,升降调节件6,
升降杆7,滑动座8,第一电机9,清理件10,水管11,缺边齿轮12,控向条13,水泵14,水箱15,摄像头16,夹持板17,调节件18,模具19,横向调节件20,桶壳21,端部刷22,第一锥形齿轮23,喷液刷24,连接管头25,侧壁刷26,螺纹杆27,内嵌杆28,转动套29,内槽杆30,限位板31,限位凸出32,外套33,嵌套杆34,嵌套槽35。
具体实施方式
55.下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
56.实施例1
57.参考图1~图4,在本实施例中提出了一种模具脱模用表面清理装置,用于对脱模后的模具表面进行清理,所述的模具脱模用表面清理装置包括:
58.工作台1,其上设置有加工工位,用于支撑和安装。工作台1可以是矩形的板状结构。工作台1的底部可以设置有支撑腿,支撑腿的底部固定设置有垫板,垫板上开设有透孔,螺栓穿过透孔对工作台1进行固定。当然所述的支撑腿的底部还可以设置有转动轮、万向轮中的一种或者两者的组合,转动轮和/或万向轮上设置有用于制动的卡板,从而方便模具制造用加工处理装置的移动与固定。
59.清理池4,滑动放置在工作台1上,且可以在x轴向上移动,清理池4的内部用于盛放清洗剂或者清水,清理池4上可以设置有溢流管,当清理池4内部液体过多时,从而进行排出,具体在此不做赘述。工作台1上相对的固定设置有滑动导向槽3,清理池4的两侧外壁底部固定设置有余量条,余量条滑动嵌套在滑动导向槽3的内部,从而提高清理池4滑动的稳定性。
60.参考图6~图7,清理池4的侧壁相对的转动设置有外套33,外套33的内部同轴螺纹配合嵌套有内槽杆30,内槽杆30的端部开设有嵌套槽35,缺边齿轮12的一面固定连接嵌套杆34,嵌套杆34可滑动且转动嵌套在嵌套槽35的内部,嵌套槽35的内壁相对固定设置有两个限位凸出32,两个限位凸出32夹角为平角,嵌套杆34的外壁固定设置有限位板31。缺边齿轮12处于清理池4的外壁。内槽杆30的非连接端固定连接有夹持板17。工作台1的上表面固定连接有控向条13,控向条13与缺边齿轮12一一对应。控向条13包括平滑部和齿纹部,平滑部的高度大于齿纹部的高度。清理池4处于夹紧位,清理池4正向滑动,缺边齿轮12的齿纹部与控向条13的齿纹部啮合,清理池4滑动驱动缺边齿轮12转动,缺边齿轮12转动带动内槽杆30在外套33的内部转动,从而使夹持板17靠拢完成模具19的夹持,当夹持板17将模具19夹紧,内槽杆30便不能在外套33的内部轴向转动。清理池4处于转向位,则缺边齿轮12带动夹持板17转动完成模具19的转向。当模具19转动到调节件180
°
时。清理池4处于平推位,缺边齿轮12的缺边部与控向条13的光滑部接触,此时的缺边齿轮12不转动,从而保证模具19清理面向上移动。当清理池4反向滑动,清理池4在平推位时,缺边齿轮12的缺边部与控向条13的光滑部接触,此时的缺边齿轮12不转动。缺边齿轮12和控向条13处于转向位,则缺边齿轮12转动且夹持板17不转动使模具19不转向。当模具19转动到调节件180
°
时,此时清理池4处
于夹紧位,限位凸出32与限位板31接触,此时内槽杆30在外套33内部反向转动完成模具19的释放。内槽杆30和夹持板17之间设置有调节件18,通过调节件18可以调节夹持板17的轴向位置,所述的调节件18可以包括螺纹杆27、转动套29和内嵌杆28,螺纹杆27的一端固定连接在夹持板17上,且另一端螺纹嵌套在内槽杆30的内部,螺纹杆27的侧壁周向开设有至少一个滑动槽,内槽杆30的端部转动嵌套有转动套29,转动套29的内部固定设置有内嵌杆28,内嵌杆28滑动嵌套在滑动槽的内部。拧动转动套29,可以使螺纹杆27在内槽杆30的内部转动,从而改变夹持板17的轴向位置,可以适用多种宽度的模具19,具体在此不做赘述。
61.推拉件2,安装在工作台1上,并与清理池4连接,用于驱动清理池4滑动。
62.安装架5,固定安装在工作台1上。用于支撑和安装,安装架5可以是倒置的l型结构,升降杆7可升降的安装在安装架5上,升降杆7与安装架5之间设置有升降调节件6,升降调节件6用于驱动升降杆7在z轴升降。滑动座8滑动设置在升降杆7上,滑动座8可以在升降杆7上在y轴向上滑动。横向调节件20安装在升降杆7上并与滑动座8连接,用于驱动滑动座8在y轴向上滑动。推拉件2、升降调节件6和横向调节件20可以是液压杆、电动伸缩杆、气动伸缩杆、丝杆与电机组合,具体在此不做赘述。
63.参考图5,清理件10,转动连接在滑动座8上,清理件10上转动设置不同的处理件,处理件具有不同的处理类型。例如,清理件10可以包括桶壳21、第一锥形齿轮23和处理件,处理件可以包括端部刷22、喷液刷24和侧壁刷26,桶壳21转动连接在滑动座8上,端部刷22、喷液刷24和侧壁刷26均径向转动连接在桶壳21上,且一端伸入到桶壳21的内部并同轴固定连接有第二锥形齿轮,第一电机9的输出轴同轴固定连接有第一锥形齿轮23,第一电机9的输出轴偏心穿入到桶壳21的内部并同轴固定连接有第一锥形齿轮23,第一电机9的输出轴与桶壳21之间单向转动连接。第一电机9正向转动,带动桶壳21转动,从而完成了处理类型转换。第一电机9反向转动,第一锥形齿轮23与第二锥形齿轮啮合,第一锥形齿轮23带动第二锥形齿轮转动,从而使处于加工工位上的处理件转动,以此完成处理。处理件是端部刷22,可以对平面和凹陷的底部进行处理,喷液刷24可以对凹陷的底部进行清理。侧壁刷26可以对凹陷、凸出的侧面进行处理。当然并不限于这三种处理方式,具体在此不做赘述。
64.水泵14,安装在工作台1上,并连通设置有水箱15,水泵14连通设置有水管11,水管11转动穿过桶壳21并连通有连接管头25,连接管头25的底部设置有开口,连接管头25可以与处于加工工位上的处理件连通。在水泵14的驱动下,水箱15内部的液体从处于加工工位上的处理件喷出。此时的处理件可以是喷液刷24,但是不做限定。
65.摄像头16,安装在工作台1上,用于对放置在加工工位上的模具19进行拍摄照片,摄像头16可以是自动聚焦摄像机、光学摄像头,通过聚焦等拍摄模具各个位置的照片,具体在此不做赘述。
66.控制器,可以与摄像头16、升降调节件6、横向调节件20、推拉件2和第一电机9电连接也可以无线连接。控制器用于构建空间坐标系,坐标系可以是以加工工位的一个角部为原点。清理池4处于夹紧位,推拉件2驱动清理池4正向滑动,缺边齿轮12的齿纹部与控向条13的齿纹部啮合,清理池4滑动驱动缺边齿轮12转动,缺边齿轮12转动带动内槽杆30在外套33的内部转动,从而使夹持板17靠拢完成模具19的夹持,当夹持板17将模具19夹紧,摄像头16对模具19拍摄照片,控制器对照片进行处理和分析获得对应坐标的粗糙度(x,y,z,ra),图片的处理方法为现有技术,具体在此不做赘述。控制器判断ra是否大于一个预先设置的
ra
标
,如果是,则获取对应ra的坐标(x,y,z)。并根据z和计算获得处理类型,第一电机9驱动清理件10转动完成处理类型转换,并使进入到加工工位的处理件与处理类型对应。清理池4处于转向位,则缺边齿轮12带动夹持板17转动完成模具19的转向。当模具19转动到调节件180
°
时。清理池4处于平推位,缺边齿轮12的缺边部与控向条13的光滑部接触,此时的缺边齿轮12不转动,从而保证模具19清理面向上移动完成x坐标移动,横向调节件20驱动滑动座8移动完成y坐标移动,升降调节件6驱动升降杆7升降完成z坐标移动。推拉件2拉动清理池4反向滑动到转向位,使模具19翻转进行换面清理。控制器控制处理件对坐标(x,y,z)进行处理。所述的z和计算获得处理类型方法可以为:判断z是否小于一个预设z
标
,如果以模具平面面积最大高度为z=0平面,z
标
可以为零,具体在此不做赘述。如果是,则判断此坐标面积是否大于一个预先设置面积,这个预先设置面积可以由端部刷22直径确定,在此不做赘述。如果否,则处理件为喷液刷24。如果否,则判定的绝对值是否大于一个斜率,如果否,则处理件为端部刷22,如果是,则处理件为侧壁刷26。
67.实施例2
68.参考图8,在本实施例中提出了一种模具脱模用表面清理方法,包括如下步骤:
69.s1、构建空间坐标系。
70.s2、推拉件2驱动清理池4正向滑动,缺边齿轮12的齿纹部与控向条13的齿纹部啮合,清理池4滑动驱动缺边齿轮12转动,缺边齿轮12转动带动内槽杆30在外套33的内部转动,从而使夹持板17靠拢完成模具19的夹持。
71.s3、获取模具19照片,对照片进行处理和分析,获得对应坐标的粗糙度(x,y,z,ra)。
72.s4、判断ra是否大于一个预先设置的ra
标
,如果是,则执行s5。
73.s5、获取对应ra的坐标(x,y,z)。
74.s6、并根据z和计算获得处理类型。
75.s7、完成处理类型转换,并使进入到加工工位的处理件与处理类型对应。
76.s8、清理池4处于转向位,则缺边齿轮12带动夹持板17转动完成模具19的转向。当模具19转动到调节件180
°
时。
77.s9、清理池4处于平推位,缺边齿轮12的缺边部与控向条13的光滑部接触,此时的缺边齿轮12不转动,从而保证模具19清理面向上移动完成x坐标移动,横向调节件20驱动滑动座8移动完成y坐标移动,升降调节件6驱动升降杆7升降完成z坐标移动。
78.s10、处理件对坐标(x,y,z)进行处理。
79.s11、推拉件2拉动清理池4反向滑动到转向位,使模具19翻转进行换面清理。
80.参考图9,所述的z和计算获得处理类型方法可以为:s61、判断坐标z是否小于
一个预设z
标
,如果以模具平面面积最大高度为z=0平面,z
标
可以为零,具体在此不做赘述。如果是,则执行s62。
81.s62、判断所述坐标z所在x、y平面面积是否大于一个预先设置面积,这个预先设置面积可以由端部刷22直径确定,在此不做赘述。如果否,则执行s63,如果是,则执行s64。
82.s63、处理件为喷液刷24。
83.s64、判定的绝对值是否大于一个斜率,如果否,则执行s65,如果是,则执行s66。
84.s65、处理件为端部刷22。
85.s66、处理件为侧壁刷26。
86.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1