用于钛阳极表面贵金属镀膜的清洗工艺的制作方法
本技术涉及清洗领域,特别涉及用于钛阳极表面贵金属镀膜的清洗工艺。
背景技术:
1、铜的冶金过程是以铜矿石为原料,一般通过火法冶炼后得到粗铜,粗铜中含有多种杂质,对阴极铜的质量影响较大。因此,需要对电解液中的杂质进行处理净化以达到阴极铜的质量要求。近几年国内外流行一种新型电解技术——旋流电积,运用该技术对铜电解液进行净化后,可以直接得到品质合格的标准阴极铜产品,并将铜电解液中的铜离子浓度降低到0.1g/l以下,比传统工艺简单、处理流程短。旋流电积使用的阳极是钛基材经表面处理后,在其表面涂覆一层铂族金属盐制成,当阳极使用一段时间后,表面会生成一些钙、砷、锑、铋、硅、铅、锰等的致密氧化物覆盖层,随着使用时间增长,覆盖层集聚增厚,从而导致阳极钝化、导电差、电耗高、寿命短等,这不仅加大了企业的成本支出,也造成了资源浪费。
2、现有技术中对钛阳极的清洗方式一般为化学试剂浸泡,然后配合软刷进行清水冲洗,然而这种清洗方式中,软刷对钛阳极表面松动的氧化层的剥离效果较差,易导致清洗效率较差的效果,而采用硬度相对较大的刷子时,又容易对钛阳极表面造成损伤。
技术实现思路
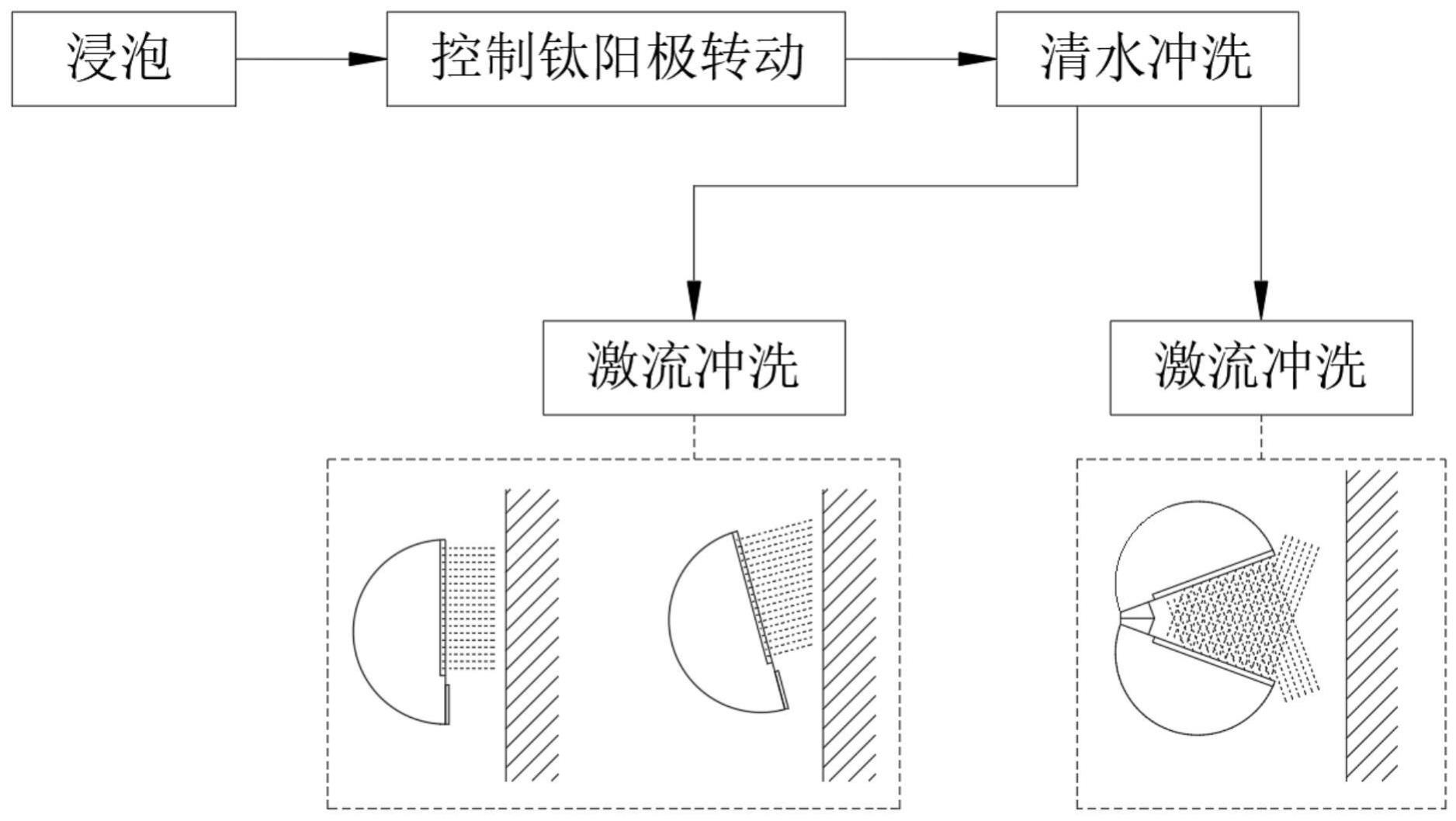
1、本技术目的在于不使用刷子的情况下,保持对钛阳极表面氧化层相对高效的清洗,保护钛阳极不易受到损伤,相比现有技术提供用于钛阳极表面贵金属镀膜的清洗工艺,包括以下步骤:
2、s1、然后将钛阳极依次在多种浸泡液中浸泡,例如醋酸、碳酸氢钠、氢氧化钠以及氟硅酸溶液,每次浸泡时间不低于2小时;
3、s2、在浸泡过程中,控制钛阳极处于转动状态,使钛阳极不断与浸泡液之间发生碰撞冲击;
4、s3、在每次浸泡结束后,均进行清水冲洗,清洗时,将钛阳极连接至清洗池内的免刷清洗台上,并向免刷清洗台内充入清水,调整免刷清洗台上清洗条的位置,从而依次对钛阳极表面进行激流冲洗和紊流冲洗,使钛阳极表面的氧化层脱落。
5、可先控制变流喷条正对或倾斜对钛阳极进行喷射清水,快速喷出的清水对松动的氧化层产生较大的冲击力,实现激流冲洗的效果,当明显松动的氧化层脱落后,可控制两个变流喷条相互靠近并控制变流喷条转动,使两个变流喷条其中一个端部相互靠近形成v形,此时喷射处的两个方向的清水柱相互交叉,进而相互影响,形成紊流,一方面可增大清洗范围,同时可减小射出的清水作用在钛阳极表面的力,另一方面,紊流状的清水喷射在钛阳极表面时,类似软刷对其的洗刷,相较于现有技术,可在不使用刷子的情况下,保持对钛阳极表面氧化层相对高效的清洗,保护钛阳极不易受到损伤。
6、进一步的,步骤s2中,控制钛阳极转动时,钛阳极的转动方式为正反向的交叉转动,同向的转动不超过10圈,使浸泡时,浸泡液处于相对动荡的状态,使其与钛阳极内的接触更加充分,更易渗入至氧化层缝隙吸,进而有效加快氧化层因浸泡而松动的速度。
7、进一步的,清水池左右内壁固定连接有横杆,横杆下端固定连接有多个竖杆,清洗池内底端固定连接有多个均匀分布的免刷清洗台,免刷清洗台上端与竖杆固定连接。
8、进一步的,免刷清洗台包括两个定位板,两个定位板相互靠近的端部均安装有环形电动滑轨,两个定位板相互靠近的一端均安装有电动推杆,两个电动推杆相互靠近的端部均连接有夹具,两个夹具之间夹持有钛阳极,两个环形电动滑轨之间连接有两个变流喷条,两个变流喷条分别位于钛阳极两侧;步骤s3中激流冲洗为单个变流喷条朝向钛阳极表面喷射清水的清洗;紊流冲洗为两个变流喷条一端相互吸附重合时,两个变流喷条喷出的清水束相互交叉时的冲洗。
9、进一步的,变流喷条包括两个导液段以及通过电动转轴连接在两个导液段之间的喷射段,喷射段的平直面朝向钛阳极,上方的导液段外端连接有进水管,进水管与外界水源相通,在需要冲洗时,可向进水管内快速充入清水,使清水沿着导液段进入到喷射段内,并在水压作用下朝向钛阳极喷射,从而对其进行冲洗。
10、进一步的,喷射段平直面开凿有凹陷槽,喷射段平直面端部还固定连接有扩展层,扩展层位于远离喷射段的端部上,喷射段内部开凿有聚水腔,喷射段平直面与凹陷槽相对的部分开凿有多个均与分布的出水孔,通过进水管、导液段进入到聚水腔内的清水,会沿着出水孔向外喷射而出,通过控制进水管处进水的速度,可对喷射段平直面处喷出的清水对钛阳极的冲击力进行调整。
11、进一步的,扩展层包括与喷射段固定的定位层、与定位层平行的磁展层以及多个均匀连接在定位层和磁展层之间的定片条,定位层和定片条相互靠近的端部边缘之间固定连接有封边层,封边层为处于松弛状态的柔性密封结构,且从上到下,封边层伸展后横向长度逐渐降低,通过封边层使定位层和磁展层在山修改位置相对稳定的状态下,相互分离并向外倾斜,当两个变流喷条相互靠近后,通过磁展层的向外倾斜,可使两个变流喷条上的扩展层相互吸附并固定,使两个变流喷条形成相对稳定的v形结构,此时可在两个方向向外喷出清水柱,且相互交叉重合,进而使喷出的清水柱形成紊流,降低冲击力的同时,增大喷射范围,进而可对钛阳极表面产生类似软刷的刷洗效果。
12、进一步的,磁展层为磁性结构,定片条靠近磁展层的端部包裹有铁片层,使磁展层可在多个定片条的作用下,处于相对稳定的竖直状态。
13、相比于现有技术,本技术的优点在于:
14、(1)可先控制变流喷条正对或倾斜对钛阳极进行喷射清水,快速喷出的清水对松动的氧化层产生较大的冲击力,实现激流冲洗的效果,当明显松动的氧化层脱落后,可控制两个变流喷条相互靠近并控制变流喷条转动,使两个变流喷条其中一个端部相互靠近形成v形,此时喷射处的两个方向的清水柱相互交叉,进而相互影响,形成紊流,一方面可增大清洗范围,同时可减小射出的清水作用在钛阳极表面的力,另一方面,紊流状的清水喷射在钛阳极表面时,类似软刷对其的洗刷,相较于现有技术,可在不使用刷子的情况下,保持对钛阳极表面氧化层相对高效的清洗,保护钛阳极不易受到损伤。
15、(2)步骤s2中,控制钛阳极转动时,钛阳极的转动方式为正反向的交叉转动,同向的转动不超过10圈,使浸泡时,浸泡液处于相对动荡的状态,使其与钛阳极内的接触更加充分,更易渗入至氧化层缝隙吸,进而有效加快氧化层因浸泡而松动的速度。
16、(3)步骤s3中激流冲洗为单个变流喷条朝向钛阳极表面喷射清水的清洗;紊流冲洗为两个变流喷条一端相互吸附重合时,两个变流喷条喷出的清水束相互交叉时的冲洗。
17、(4)在需要冲洗时,可向进水管内快速充入清水,使清水沿着导液段进入到喷射段内,并在水压作用下朝向钛阳极喷射,从而对其进行冲洗。
18、(5)通过进水管、导液段进入到聚水腔内的清水,会沿着出水孔向外喷射而出,通过控制进水管处进水的速度,可对喷射段平直面处喷出的清水对钛阳极的冲击力进行调整。
19、(6)通过封边层使定位层和磁展层在山修改位置相对稳定的状态下,相互分离并向外倾斜,当两个变流喷条相互靠近后,通过磁展层的向外倾斜,可使两个变流喷条上的扩展层相互吸附并固定,使两个变流喷条形成相对稳定的v形结构,此时可在两个方向向外喷出清水柱,且相互交叉重合,进而使喷出的清水柱形成紊流,降低冲击力的同时,增大喷射范围,进而可对钛阳极表面产生类似软刷的刷洗效果。
20、(7)磁展层为磁性结构,定片条靠近磁展层的端部包裹有铁片层,使磁展层可在多个定片条的作用下,处于相对稳定的竖直状态。
- 还没有人留言评论。精彩留言会获得点赞!