一种铁路货车轮对清洗方法与流程
1.本发明涉及一种铁路货车检修装置及使用方法。
背景技术:
2.目前,对目前铁路货车两种主流轮对(hdzd型和hesa型),采用钢丝刷除锈模式,没有成熟的机构能满足辐板除锈要求,整个国内市场缺乏铁路货车轮对辐板除锈设备,部分单位采用抛丸除锈,但抛丸设备占地面积大,环境污染大。采用激光、高压水等方法除锈,成本高,效率低,不满足实际生产需求。
3.中国专利cn215394474u公开了一种铁路轮对轴身除锈装置及除锈系统,该除锈系统只能对轴身进行除锈,不能清洗轮对的两个侧板,并且其对于钢丝刷与轴身之间压力的没有一个有效的控制,随着钢丝刷的磨损很难有效的保持稳定的压力,进给过程中容易出现过载卡死问题,电机烧坏。
4.中国专利cn215394473u公开了一种轮对除锈装置,其结构包含轴身除锈组件和防尘板除锈组件,可以从外侧清洗轮对。但是该结构不能清洗钢轮的内侧,并且也无法稳定控制钢丝刷和轴身之间的压力。
技术实现要素:
5.本发明要解决的技术问题是:针对现有技术无法有效清洗轮对内外两侧辐板及无法有效控制钢丝刷与轴身压力的问题,提供了一种可以对轮对进行完整清洗的方法及相应的装置,可以对整个车轴及辐板两侧进行清洗和除锈。
6.本发明的技术方案为:
7.一种轨道轮对清洗方法,包括轮对行走轨道1和门式的清洗机构,清洗机构由电机驱动钢丝刷完成清洗动作,设有车轴清洗工位和辐板清洗工位,清洗过程包括以下步骤:
8.a.利用轮对移动机构4将待清洗的轮对沿着轮对行走轨道1送入车轴清洗工位,利用两个滚轮支撑轨道轮;
9.b.放下车轴轴身清洗工位上方的轮轴清洗机构,车轴轴身清洗机构的柱面刷21在重力的作用下和轴身贴合;
10.c.对车轴防尘板座进行清洗,利用滚轮带动轮对旋转,柱面刷21在数控程序和电机的控制下旋转并沿着车轴进给;
11.d.开启轮对移动机构4将轮对沿着轮对行走轨道1送入辐板清洗工位的两组滚轮上;
12.e.清洗辐板,利用滚轮带动轮对旋转,启动辐板清洗机构,侧面刷31贴近辐板两侧,在数控程序和电机的控制下旋转并按照预设的轨迹进给;
13.f.开启轮对移动机构4将轮对沿着轮对行走轨道1推出。
14.在车轴清洗工位的门架上安装有三个独立运动的车轴清洗机构,车轴清洗机构可以在数控程序和伺服电机的控制下沿着门架上下左右运动,两侧的车轴防尘板座清洗机构
为升降式,中间的车轴轴身清洗机构为摆动式,摆动式车轴轴身清洗机构安装在摆动机构23上,摆动机构23上端铰装在支座上,支座下端铰装有驱动汽缸25,驱动汽缸25的前端和摆动机构23下端铰接,驱动汽缸25关闭后前端是自由的。
15.在辐板清洗工位的门架上安装有四个辐板清洗机构,利用数控程序和伺服电机可以控制辐板清洗机构沿着门架上下左右运动,四个辐板清洗机构中,靠外的两个辐板清洗机构与升降面板平行安装,靠内的两个辐板清洗机构与升降面板之间呈一定角度安装。
16.侧面刷31的除锈钢丝为半球形或者环形的碗状分布。
17.轮对行走轨道1水平铺设,在两条钢轨的内侧安装轮对移动机构4,轮对移动机构4由起升装置和转臂组成,转臂一端铰装在固定铰点上,一端铰装在起升装置的活动端,转臂的上表面由平面段和上翘的曲面段组成,在初始状态下转臂和轨道平行,平行段的上表面高度等于轮对圆周上的最低点高度。
18.每个清洗工位的滚轮组成轮对回转驱动装置2,轮对行走轨道1在两个轮对回转驱动装置2处断开分为三段,滚轮位于断开的钢轨断面处,滚轮的最高点和钢轨上表面平齐,其中一个滚轮通过电机驱动。
19.轮对移动机构4设有三组,三组均设在钢轨内侧,第一组位于钢轨前端用于将待清洗的轮对推入清洗装置,第二组和第三组位于清洗工位,第二组和第三组的安装高度比第一组较低。
20.车轴清洗装置和辐板清洗装置均配置有喷淋机构,在清洗装置的两侧安装防护结构,前后两侧安装可以升降的防护门。
21.具体的控制顺序为:一.开启防护门,升起轮轴清洗装置;二.启第一组轮对移动机构4的气缸顶起轮对;三.待轮对到达轮轴清洗工位后摆动式车轴轴身清洗机构的驱动汽缸25开始卸气,两侧的升降式车轴防尘板座清洗机构下降;四.启动滚轮的电机和柱面刷21的电机,启动车轴清洗机构上的喷淋机构,执行数控程序控制三个车轴清洗机构横向移动进给;五.升起三个车轴清洗机构并关闭喷淋机构,启动第二组轮对移动机构4将轮对推至辐板清洗工位,六.启动数控程序控制四个辐板清洗装置按照预设轨迹运动对辐板进行喷淋及钢丝刷清洗;七.四个辐板清洗装置复位并停止运动,启动第三组轮对移动机构4将轮对推出。
22.在进行车轴清洗时,两侧升降式车轴防尘板座清洗机构的进给运动包括升降和平移。
23.本发明的有益效果:
24.解决铁路货车辐板除锈难题,设计专用机构,针对辐板曲面形状,利用数控程序控制钢丝刷走曲线,精准完成辐板内、外侧除锈。
25.通过设计钟摆机构,解决进给过程中过载卡死问题,防止电机烧坏。设计重力调整机构,合理调整车轴与刷子接触力度,达到除锈效果。
附图说明
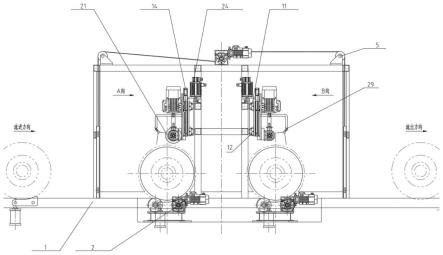
26.图1本发明清洗装置的整体结构示意图。
27.图2是图1的a向视图。
28.图3是图2的侧向视图。
29.图4是图1的b向视图。
30.图5是钢丝刷的第一种结构。
31.图6是钢丝刷的第二种结构。
32.图7是辐板的第一种结构。
33.图8是辐板的第二种结构。
具体实施方式
34.为使本发明的目的、技术方案和优点更加清楚,下面将参照本说明书附图对本发明作进一步的详细描述。
35.实施例1:
36.一种铁路货车轨道轮对清洗方法,包括轮对行走轨道1和门式的清洗机构,清洗机构由电机驱动钢丝刷完成清洗动作,设有车轴清洗工位和辐板清洗工位,清洗过程包括以下步骤:
37.a.利用轮对移动机构4将待清洗的轮对沿着轮对行走轨道1送入车轴清洗工位,利用两个滚轮支撑轨道轮;
38.b.放下车轴清洗工位上方的车轴清洗机构,车轴轴身清洗机构的柱面刷21在重力的作用下和轴身贴合;
39.c.对车轴进行清洗,利用滚轮带动轮对旋转,柱面刷21在数控程序和电机的控制下旋转并沿着车轴进给;
40.d.开启轮对移动机构4将轮对沿着轮对行走轨道1送入辐板清洗工位的两组滚轮上;
41.e.清洗辐板,利用滚轮带动轮对旋转,启动辐板清洗机构,侧面刷31贴近辐板两侧,在数控程序和电机的控制下旋转并按照预设的轨迹进给;
42.f.开启轮对移动机构4将轮对沿着轮对行走轨道1推出。
43.清洗装置的结构如图1,在轮对行走轨道1上设有轮轴清洗工位和辐板清洗工位,两个清洗工位处设有轮对回转驱动装置2,在两个清洗工位的上方分别设置安装在门架上可平移运动的轮轴清洗装置和辐板清洗装置,门架上有设有水平的直线导轨11,直线导轨上有安装有滑块12,轮轴清洗装置和辐板清洗装置的支座均安装在滑块12上,支座背面安装有横向平移电机13,支座正面安装有升降电机14和升降面板。待清洗的轮对经轮对行走轨道1依次进入轮轴清洗工位和辐板清洗工位,依次对轮轴和辐板进行除锈清洗。
44.车轴清洗装置包括三个独立运动的轮轴清洗机构,两侧的车轴防尘板座清洗机构为升降式,中间的车轴轴身清洗机构为摆动式。车轴轴身清洗装置的钢丝刷为柱面刷21,两侧的车轴防尘板座清洗机构的柱面刷21通过功率较小的电机驱动,电机安装在升降面板上,升降面板安装在支座正面并通过升降电机14驱动升降,这里升降电机14为伺服电机,通过控制器控制。摆动式车轴轴身清洗机构的柱面刷21通过功率较大的电机驱动,电机安装在摆动机构23上,摆动机构23上端铰装在支座上,支座下端铰装有驱动汽缸25,驱动汽缸25的前端和摆动机构23下端铰接,驱动汽缸25关闭时前端是自由的。柱面刷21是柱面上安装有除锈钢丝的滚筒结构。
45.摆动式车轴轴身清洗机构中设有两个柱面刷21对称安装在转向器20两侧,转向器
20通过联轴器24和电机联接,摆动机构23包括前面板和旋转装置26,转向器20和电机固定在前面板上,前面板安装在旋转装置26的转轴上,旋转装置26由旋转面板和转轴组成,转轴安装在旋转面板上,旋转面板上端铰装在支座上,驱动汽缸25的前端和旋转面板下端铰接。进一步的,设有保护罩22罩住柱面刷21和转向器20,
46.进一步的在前面板上设有用于安装配重块的安装孔,在轮对进入车轴清洗工位前首先打开驱动汽缸25抬起旋转面板和前面板,轮对进入车轴清洗工位后驱动汽缸25前端收缩使柱面刷21靠近轮轴,然后关闭驱动汽缸25,启动电机旋转柱面刷21,利用前面板本身的重力保持柱面刷21对轮轴的压力;同时升降电机14工作使两侧的升降式车轴清洗机构下降对两端车轴防尘板座进行清洗,横向平移电机13控制3个车轴清洗机构左右横移完成对轴身的完整清洗。
47.辐板清洗装置包括四个可以独立升降和平移的辐板清洗机构。四个辐板清洗机构均安装在升降面板上,辐板清洗机构包括安装在固定板上的电机、转向器20和侧面刷31,侧面刷31安装在转向器20的输出轴上,转向器20的输入轴和电机联接,固定板安装在升降面板上。
48.四个辐板清洗机构中,靠外的两个辐板清洗机构与升降面板平行安装,靠内的两个辐板清洗机构与升降面板之间呈一定角度安装。
49.侧面刷31的除锈钢丝为半球形类似蘑菇形状,或者是呈环形分布的碗型。
50.轮对行走轨道1在两个轮对回转驱动装置2处断开分为三段,轮对回转驱动装置2由安装在地上的两个滚轮组成,两个滚轮位于断开的钢轨端面处,滚轮的最高点和钢轨上表面平齐,其中一个滚轮通过电机驱动,在清洗时带动轮对原地旋转。
51.轮对行走轨道1水平铺设,在侧面安装轮对移动机构4,轮对移动机构4由起升装置和转臂组成,转臂一端铰装在固定铰点上,一端铰装在起升装置的活动端,转臂的上表面由平面段和上翘的曲面段组成,在初始状态下转臂和轨道平行,平行段的上表面高度等于轮对圆周上的最低点高度,轮对移动到转臂上后曲面段挡住轮对继续前进,起升装置为汽缸,可以撬动转臂转动使曲面段下降,平面段上升将轮对推出。轮对移动机构4设有三组,三组均设在钢轨内侧,第一组位于钢轨前端用于将待清洗的轮对推入清洗装置,第二组和第三组位于清洗工位,第二组和第三组的安装高度比第一组较低。第一组用于将待清洗的轮对送入轴身清洗工位,第二组用于将清洗完轴身的轮对送入辐板清洗工位,第三组用于将辐板清洗工位的轮对送出去。
52.车轴清洗装置和辐板清洗装置均配置有喷淋机构,在清洗装置的两侧安装防护结构,前后两侧安装可以升降的防护门。
53.在清洗过程中利用数控程序控制车轴清洗装置和辐板清洗装置,使车轴清洗装置能够沿着轴身平移及升降,使辐板清洗装置的侧面刷31沿着辐板的轮廓运动。
54.实施例2:
55.在车间的地面安装轮对行走轨道1,轮对行走轨道1的上表面和地面平齐,轮对行走轨道1上设有两个清洗点,在清洗点处断开,断面为弧形并在在断开的钢轨端面处各安装一个滚轮,两个滚轮的支点位于下方的基础上,两个滚轮组成一个轮对回转驱动装置2,其中一个滚轮和电机的转轴联接。在两条钢轨的内侧安装三组安装轮对移动机构4,即一共有六个轮对移动机构4,第一组位于钢轨前端,另外两组分别设在两个清洗点。轮对移动机构4
由起升装置和转臂组成,转臂一端铰装在固定铰点上,一端铰装在起升装置的活动端,转臂的上表面由平面段和上翘的曲面段组成,在初始状态下转臂和轨道平行,平行段的上表面高度等于轮对圆周上的最低点高度,轮对移动到转臂上后曲面段挡住轮对继续前进,起升装置为汽缸,可以撬动转臂转动使曲面段下降,平面段上升将轮对推出。
56.在两个清洗点中间的区域安装两个门架,门架上有设有水平的直线导轨11,直线导轨上有安装有滑块12,车轴清洗装置和辐板清洗装置的安装支座均安装在滑块12上,支座背面安装有横向平移电机13,支座正面安装有升降电机14和升降面板,门架上有水平的齿条和横向平移电机13的输出端齿轮配合实现支座可以沿着直线导轨11平移,升降面板通过涡轮蜗杆结构和支座配合,通过升降电机14实现升降面板的上下运动。两个门架对称设置并在中间安装横梁使两个门架组成稳定的支撑结构。
57.在第一个门架上安装车轴清洗装置,设计有三个轮轴清洗装置,因此有对应的三组滑块。中间的车轴轴身清洗装置钟摆式结构,通过伺服控制器控制其左右横移进给,完成除锈。通过气缸控制其钟摆式下降工作和抬起回收,轮对上料后,气缸控制机构下降,和轴身接触,通过自身重力接触和电机带动钢丝刷高速旋转,完成除锈,完工后,气缸支撑,机构升起,腾出空间方便轮对出料。机构设置载重调整装置,通过加减重力块完成调节,当机构自身重力过大时,卸掉部分重力块,当机构自身重力不足时,添加重力块完成调整,具体的结构如图2和图3,摆动式轮轴清洗机构中设有两个柱面刷21对称安装在转向器20两侧,柱面刷21是柱面上安装有除锈钢丝的滚筒结构,转向器20通过联轴器24和电机联接,摆动机构23包括前面板和旋转装置26,转向器20和电机固定在前面板上,前面板安装在旋转装置26的转轴上,旋转装置26由旋转面板和转轴组成,转轴安装在旋转面板上,旋转面板上端铰装在支座上,驱动汽缸25的前端和旋转面板下端铰接,当轮对左右高低不一时,可以通过模组旋转来保证刚丝刷和车轴轴身接触。进一步的,设有保护罩22罩住柱面刷21和转向器20。
58.两侧的车轴防尘板座清洗机构的柱面刷21通过功率较小的电机驱动,电机安装在升降面板上,升降面板安装在支座正面并通过升降电机14驱动升降,这里升降电机14为伺服电机,通过控制器控制。
59.在第二个门架上安装辐板清洗装置,是四个可以独立升降和平移的辐板清洗机构。四个辐板清洗机构均安装在升降面板上,辐板清洗机构包括安装在固定板上的电机、转向器20和侧面刷31,侧面刷31安装在转向器20的输出轴上,转向器20的输入轴和电机联接,固定板安装在升降面板上。四个辐板清洗机构中,靠外的两个辐板清洗机构与升降面板平行安装,靠内的两个辐板清洗机构与升降面板之间呈一定角度安装。侧面刷31的除锈钢丝为半球形类似蘑菇形状,或者是呈环形分布的碗型。
60.根据待每个清洗机构所清洗的工作面轮廓编制数控程序,在清洗过程中利用数控程序控制车轴轴身清洗装置和辐板清洗装置,使车轴轴身清洗装置能够沿着轴身平移完成清洗,使辐板清洗装置的侧面刷31沿着辐板的轮廓运动。针对目前铁路货车主流型轮对hdzd型和hesa型辐板外形特征(见图7、图8),编制2套控制程序,根据车轮类型,选择程序,系统控制机构按辐板外形曲线配合进给完成除锈。
61.安装喷淋系统,在每个车轴清洗装置和辐板清洗装置上安装喷头29。
62.利用两个门架安装防护结构,在两侧安装护板,顶部安装顶板,前后两侧安装防护门,防护门通过收卷机构5完成开闭,收卷机构5安装在顶板上,包括卷扬机和定滑轮。
63.具体的控制顺序为:
64.一.开启收卷机构5升起防护门,升起轮轴清洗装置;
65.二.启第一组轮对移动机构4的气缸顶起轮对,给轮对一个初速度,在惯性的作用下轮对滚到车轴清洗工位的两个滚轮上;
66.三.待轮对到达车轴清洗工位后摆动式轮轴清洗机构的驱动汽缸25开始卸气,摆动式车轴轴身清洗机构缓慢垂落,最终依靠重力的分力使柱面刷21压在轴上,两侧的升降式车轴防尘板座清洗机构在升级电机的作用下下降;
67.四.启动滚轮的电机和柱面刷21的电机,启动车轴清洗机构上的喷淋机构,执行数控程序控制三个车轴清洗机构横向移动进给,中间摆动式车轴轴身清洗机构只做横移运动,两侧升降式车轴防尘板座清洗机构的进给运动包括升降和平移;
68.五.升起三个车轴清洗机构并停止运动,启动第二组轮对移动机构4将轮对推至辐板清洗工位;在初始状态下四个辐板清洗装置位于两个辐板的两侧;
69.六.启动数控程序控制四个辐板清洗装置按照预设轨迹运动对辐板进行喷淋及钢丝刷清洗;辐板清洗装置沿着辐板的径向上下运动,同时根据辐板的断面形状左右移动。
70.七.四个辐板清洗装置复位并停止运动,启动第三组轮对移动机构4将轮对推出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1