热轧H型钢杂质水分清除装置的制作方法
热轧h型钢杂质水分清除装置
技术领域
1.本实用新型涉及h型钢热镀锌领域,具体而言,涉及一种热轧h型钢杂质水分清除装置。
背景技术:
2.现有的热轧h型钢热镀锌工艺是热轧h型钢厂下游的镀锌加工厂购买切成段的热轧h型钢成品,经加热及清除表面杂质后,在镀锌池内镀锌,完成镀锌h型钢产品的生产。
3.由于这种方式在热轧h型钢成品镀锌前需要经过加热到较高温度,存在综合能耗较高、不利于降碳减排的问题,采用“连轧连镀”工艺,利用热轧h型钢终轧后850℃高温的充足热量,直接进行后续的镀锌工艺处理,不需要再耗能加热,即可创造性地解决镀锌h型钢耗费能源高的问题。如果采用“连轧连镀”工艺,在镀锌前需要对其表面进行高压水除磷,高压水除磷后其表面会附着有杂质和水分,表面杂质的存在,会影响镀锌效果,出现漏镀和镀锌层剥离缺陷,影响镀锌h型钢产品使用寿命。而且由于热轧h型钢的“h”形状注满水后会形成“水槽”,水涌进入热镀锌工序会发生爆炸等危险事故,危及人员和设备安全。
4.有鉴于此,本发明人正针对这需求深入研究,遂有本案产生。
技术实现要素:
5.为克服现有技术中存在的镀锌h型钢经高压水除磷后其表面会附着有杂质和水分,影响镀锌效果、出现漏镀和镀锌层剥离缺陷、影响镀锌h型钢产品使用寿命、危及人员和设备安全等问题,本发明提供了一种热轧h型钢杂质水分清除装置,包括用于输送热轧h型钢的输送部件、用于对热轧h型钢表面进行冲洗的冲洗管和用于助力清洗的高压吹扫管,所述冲洗管和所述高压吹扫管沿所述热轧h型钢长度方向套设在所述热轧h型钢上,所述冲洗管上靠近所述热轧h型钢表面一侧形成有第一喷嘴,所述高压吹扫管上靠近所述热轧h型钢表面一侧形成有第二喷嘴。
6.采用冲洗管和高压吹扫管相配合,首先冲洗管上的第一喷嘴在热轧h型钢表面加入清洁的水对其表面进行清洁,再利用高压吹扫管第二喷嘴吹出的高压风对热轧h型钢表面的清洁水进行吹扫与搅拌,利用低压洁净水冲洗表面的杂质和氯离子盐等杂质,高压风吹扫与搅拌,实现清洁水湍流清洗钢的表面的效果。
7.优选地,所述冲洗管为圆环形管、方形管或h型管的一种,其内侧表面设置有若干所述第一喷嘴。这里h型管效果效果最佳,圆环形管和方形管也可达到预期冲洗效果。
8.优选地,所述冲洗管左右两侧设置有第一接口管。
9.优选地,所述热轧h型钢长度方向交替套设有2-4组所述冲洗管和所述高压吹扫管。这里在设置冲洗管和所述高压吹扫管时,可以以1根冲洗管和1根高压吹扫管为一组,也可以是2根冲洗管和1根高压吹扫管为一组,高压吹扫管在后,冲洗管在前,其配合主要是使热轧h型钢表面清洁水形成湍流,达到更好的清洗效果。
10.其中,最后一道高压风吹扫,同时保障了热轧h型钢进入镀锌装置前干燥洁净,符
合镀锌要求。也可设置两道高压风吹扫,保障不发生事故,安全性高。
11.洁净水通过第一接口管进入冲洗管,然后从第一喷嘴喷出,实现清洗。其中洁净水可以是清水,也可以是碱液,这里可以根据热轧h型钢表面油污(矿物质油)是否超标来确定,如果超标,可以选择在前面的冲洗管中加入碱液清洗,提高效果,然后再清水漂洗。在设计时,综合考虑清洗质量和成本,在靠近前面的冲洗管中加入碱液,而在后面的冲洗管中加入清水,工艺灵活度较高。
12.这里碱洗工艺的选择主要针对矿物油脂超标的情况,如刚刚组装上线的轧机,其热轧h型钢表面附带润滑油脂,可先碱洗后再用清水漂洗,干净彻底。而且碱洗工艺中清洗液优选采用naoh溶液,清洗液浓度范围为2%~5%。
13.这里根据需要可对低压清洁水的喷水水压和高压风的风压进行设置,优选低压清洁水水压0.2mpa;高压风风压0.8mpa。
14.优选地,所述高压吹扫管为圆环形管、方形管或h型管的一种,其内侧表面设置有若干所述第二喷嘴。这里高压吹扫管优选为h型管,由于其与热轧h型钢各表面距离均相差不大,吹扫效果最好。
15.优选地,所述高压吹扫管左右两侧设置有第二接口管。
16.优选地,所述第二喷嘴吹扫方向与竖直方向夹角为30-45
°
,这里优选夹角为35
°
。
17.优选地,所述热轧h型钢上方设置有清洗罩,所述高压吹扫管和所述冲洗管位于所述清洗罩下方位置。
18.优选地,所述输送部件包括辊道支架、电机和输运辊,所述输运辊一端中心轴安装在所述电机旋转轴上,且中心轴两端通过轴承座安装在所述辊道支架上。
19.优选地,所述输送部件下方设置有循环水地沟。轧制工序和轧后热轧h型钢除磷工序使用的是循环水,因水分蒸发,水中的盐份增加,影响镀锌效果。在热轧h型钢表面杂质水分清除装置中加入清洁的水,水清洁后落入循环水地沟,与热轧h型钢除磷工序中的地沟相通,不仅可对除磷工序中的循环水系统补充新水,又能对热轧h型钢表面起到清洁作用。
20.有益效果:
21.采用本实用新型技术方案产生的有益效果如下:
22.(1)热轧h型钢连轧连镀工艺需要表面干净,无杂质粘附在上面,并且还需具有一定温度(560℃-500℃)的热轧h型钢进入热镀锌装置,表面杂质的存在,会影响镀锌效果,出现漏镀和镀锌层剥离缺陷,影响镀锌h型钢产品使用寿命。采用冲洗管和高压吹扫管相配合,首先冲洗管上的第一喷嘴在热轧h型钢表面加入清洁的水对其表面进行清洁,再利用高压吹扫管第二喷嘴吹出的高压风对热轧h型钢表面的清洁水进行吹扫与搅拌,实现清洁水湍流清洗钢的表面的效果。
23.(2)采用喷嘴喷水方向与竖直方向夹角为30-45
°
,使得热轧h型钢表面清洁水形成较为均匀的湍流,提高了表面杂质的清洗效果;而且还可以吹除附着在热轧h型钢表面的水分,达到清除水分的目的。
24.(3)轧制工序和轧后热轧h型钢除磷工序使用的是循环水,因水分蒸发,水中的盐份增加,影响镀锌效果。在热轧h型钢表面杂质水分清除装置中加入清洁的水,水清洁后落入循环水地沟,与热轧h型钢除磷工序中的地沟相通,不仅可对除磷工序中的循环水系统补充新水,又能对热轧h型钢表面起到清洁作用。
附图说明
25.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
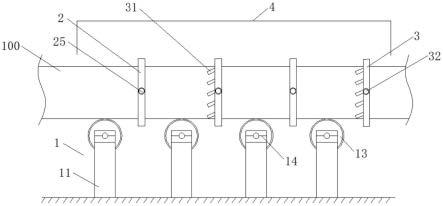
26.图1是本实用新型较佳之热轧h型钢杂质水分清除装置侧视结构示意图;
27.图2是本实用新型较佳之热轧h型钢杂质水分清除装置俯视结构示意图;
28.图3是本实用新型较佳之圆环形管结构示意图;
29.图4是本实用新型较佳之方形管结构示意图;
30.图5是本实用新型较佳之h型管结构示意图。
具体实施方式
31.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
32.本实施方式采用冲洗管和高压吹扫管相配合,首先冲洗管上的第一喷嘴在热轧h型钢表面加入清洁的水对其表面进行清洁,再利用高压吹扫管第二喷嘴吹出的高压风对热轧h型钢表面的清洁水进行吹扫与搅拌,实现清洁水湍流清洗钢的表面的效果。具体实施方式如下:
33.如图1和2所示,热轧h型钢杂质水分清除装置包括用于输送热轧h型钢的输送部件1、用于对热轧h型钢100表面进行冲洗的冲洗管2和用于助力清洗的高压吹扫管3,所述冲洗管2和所述高压吹扫管3沿所述热轧h型钢100长度方向套设在所述热轧h型钢100上,所述冲洗管2上靠近所述热轧h型钢100表面一侧形成有第一喷嘴21,所述高压吹扫管3上靠近所述热轧h型钢100表面一侧形成有第二喷嘴31。
34.采用冲洗管和高压吹扫管相配合,首先冲洗管上的第一喷嘴在热轧h型钢表面加入清洁的水对其表面进行清洁,再利用高压吹扫管第二喷嘴吹出的高压风对热轧h型钢表面的清洁水进行吹扫与搅拌,实现清洁水湍流清洗钢的表面的效果。
35.作为一种优选的实施方式,所述冲洗管2为圆环形管、方形管或h型管的一种,其内侧表面设置有若干所述第一喷嘴21。这里h型管效果效果最佳,圆环形管和方形管也可达到预期冲洗效果。
36.作为一种优选的实施方式,所述冲洗管2左右两侧设置有第一接口管25。
37.如图3至5所示,这里以冲洗管为例,分别示出了冲洗管采用圆环形管、方形管和h型管的结构图。
38.如图5所示,作为一种优选的实施方式,所述冲洗管2为h型时,其包括设置在所述
热轧h型钢两外侧的侧喷管22、位于所述热轧h型钢上下位置的上喷管23和设置在所述热轧h型钢上下内侧位置的内喷管24,所述侧喷管22、所述上喷管23和所述内喷管24串联形成h型闭环,并围在所述热轧h型钢表面。
39.作为一种优选的实施方式,所述热轧h型钢100长度方向交替套设有2-4组所述冲洗管2和所述高压吹扫管3。这里在设置冲洗管和所述高压吹扫管时,可以以1根冲洗管和1根高压吹扫管为一组,也可以是2根冲洗管和1根高压吹扫管为一组,如图1和2所示,为1根冲洗管和1根高压吹扫管为一组,且共设有2组。高压吹扫管在后,冲洗管在前,其配合主要是使热轧h型钢表面清洁水形成湍流,达到更好的清洗效果。
40.其中,最后一道高压风吹扫,同时保障了热轧h型钢进入镀锌装置前干燥洁净,符合镀锌要求。也可设置两道高压风吹扫,保障不发生事故,安全性高。
41.洁净水通过第一接口管进入冲洗管,然后从第一喷嘴喷出,实现清洗。其中洁净水可以是清水,也可以是碱液,这里可以根据热轧h型钢表面油污(矿物质油)是否超标来确定,如果超标,可以选择在前面的冲洗管中加入碱液清洗,提高效果,然后再清水漂洗。在设计时,综合考虑清洗质量和成本,在靠近前面的冲洗管中加入碱液,而在后面的冲洗管中加入清水,工艺灵活度较高。
42.这里碱洗工艺的选择主要针对矿物油脂超标的情况,如刚刚组装上线的轧机,其热轧h型钢表面附带润滑油脂,可先碱洗后再用清水漂洗,干净彻底。而且碱洗工艺中清洗液优选采用naoh溶液,清洗液浓度范围为2%~5%。
43.这里根据需要可对低压清洁水的喷水水压和高压风的风压进行设置,优选低压清洁水水压0.2mpa;高压风风压0.8mpa。
44.作为一种优选的实施方式,所述高压吹扫管3为圆环形管、方形管或h型管的一种,其内侧表面设置有若干所述第二喷嘴。这里高压吹扫管优选为h型管,由于其与热轧h型钢各表面距离均相差不大,吹扫效果最好。其中圆环形管、方形管或h型管的结构可参照图2至4所示。
45.作为一种优选的实施方式,所述高压吹扫管3左右两侧设置有第二接口管32。
46.作为一种优选的实施方式,所述第二喷嘴31吹扫方向与竖直方向夹角为30-45
°
,这里优选夹角为35
°
。
47.作为一种优选的实施方式,所述热轧h型钢100上方设置有清洗罩4,所述高压吹扫管3和所述冲洗管2位于所述清洗罩1下方位置。
48.作为一种优选的实施方式,所述输送部件1包括辊道支架11、电机12和输运辊13,所述输运辊13一端中心轴安装在所述电机12旋转轴上,且中心轴两端通过轴承座14安装在所述辊道支架11上。
49.作为一种优选的实施方式,所述输送部件1下方设置有循环水地沟(图中未示出)。轧制工序和轧后热轧h型钢除磷工序使用的是循环水,因水分蒸发,水中的盐份增加,影响镀锌效果。在热轧h型钢表面杂质水分清除装置中加入清洁的水,水清洁后落入循环水地沟,与热轧h型钢除磷工序中的地沟相通,不仅可对除磷工序中的循环水系统补充新水,又能对热轧h型钢表面起到清洁作用。
50.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原
则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1