一种钢带清洗装置的制作方法
1.本实用新型属于取向硅钢生产技术领域,尤其是一种取向硅钢连续退火生产设备,具体是一种钢带清洗装置。
背景技术:
2.随着国家碳中和、碳达峰各项政策的深入推进,取向硅钢作为实现降碳的主要原材料其市场不断扩大,生产企业也在不断增加。目前用户对取向硅钢的质量要求也不仅停留在良好的电磁性能,对表面质量的要求也在不断提高。
3.取向硅钢在冷轧过程中为了保持轧辊与钢带之间的润滑需要喷射轧制油,同时起到降温冷却以及防锈的功能,因此冷轧完成后的钢板表面残留有大量轧制油。
4.在冷轧的下一道工序连续退火工艺中,主要完成钢带表面轧制油的清洗和氧化层的形成。其中清洗质量不仅影响氧化层的形貌,还直接影响取向硅钢成品表面质量。
5.在武钢有限的连续退火生产线中,清洗质量的调整手段主要为依据刷辊压下量来控制刷辊与钢带之间的摩擦力,进而达到清洗效果。由于刷辊刷毛长度远远大于钢板宽度,在长期使用过程中,中部刷毛会受到磨损形成凹型,而边部刷毛未受到损耗,此时刷辊无法再进一步压下,清洗质量无法得到保证。
技术实现要素:
6.针对背景技术存在的问题,本实用新型的目的在于提供一种提高取向硅钢清洗质量,同时提升取向钢的氧化层质量的一种钢带清洗装置。
7.为达到上述目的,本实用新型设计的钢带清洗装置,包括输送钢带的传输带,其特征在于,还包括平行设置在所述传输带上清洗钢带上下表面的多个刷辊,每个所述刷辊均由一升降机独立驱动控制其升降;所述刷辊上设有刷毛区,且在钢带行进方向上,所述刷毛区在刷辊轴向的长度逐渐增大。
8.优选的,在钢带行进方向依次布置有多种不同长度刷毛区的刷辊;在钢带的同一侧,每种长度的刷辊至少两个。
9.进一步优选的,在钢带行进方向,依次布置有三种不同长度刷毛区的刷辊:第一刷辊、第二刷辊、第三刷辊;第一刷辊刷毛区在刷辊轴向的长度小于第二刷辊在刷辊轴向的长度,第二刷辊刷毛区在刷辊轴向的长度小于第三刷辊在刷辊轴向的长度。
10.再进一步优选的,第一刷辊刷毛区的长度为1100毫米。
11.再进一步优选的,第二刷辊刷毛区的长度为1140毫米。
12.再进一步优选的,第三刷辊刷毛区的长度为1180毫米。
13.再进一步优选的,还包括第四刷辊;在钢带行进方向依次为第一刷辊、第二刷辊、第三刷辊、第四刷辊;第三刷辊刷毛区在刷辊轴向的长度小于第四刷辊在刷辊轴向的长度。
14.更进一步优选的,第四刷辊刷毛区的长度为1220毫米。
15.更进一步优选的,第二刷辊、第三刷辊、第四刷辊的数量相等,第一刷辊的数量大
于第二刷辊的数量。
16.本实用新型的有益效果是:本实用新型根据生产机组原料板宽实际情况设置不同刷毛区域长度,其中4组刷毛长度按最小钢板宽度1100mm设置保证基本清洗质量,将刷辊调节使用的升降机由原设计的统一压下控制方式改为单点控制,在生产过程中,根据取向硅钢原料板宽的实际情况,投入不同数量的刷辊,可以将刷辊边部与中部刷毛的磨损量控制在同一水平,提高刷毛利用率,避免因中部磨损造成刷辊无法继续压下进行清洗作业的问题。
17.本实用新型采取梯度配置刷辊刷毛区域长度,可以覆盖机组生产的所有原料宽度,清洗质量较常规设计好,使用寿命较常规设计高两倍以上,同时由于减少了刷毛长度,成本较常规设计低。
附图说明
18.图1是本实用新型的主视示意图;
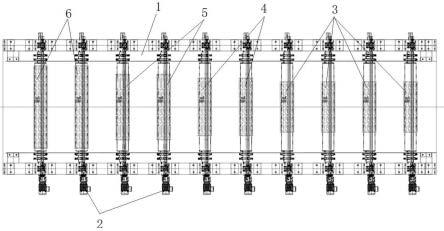
19.图2是本实用新型的俯视示意图;
20.图3是本实用新型的清洗效果等级图;
具体实施方式
21.下面通过附图以及列举本实用新型的一些可选实施例的方式,对本实用新型的技术方案(包括优选技术方案)做进一步的详细描述。显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.如图1和图2所示,本实用新型设计的钢带清洗装置,包括输送钢带的传输带1,还包括平行设置在所述传输带1上清洗钢带上下表面的多个刷辊,每个所述刷辊均由一升降机2独立驱动控制其升降;所述刷辊上设有刷毛区,且在钢带行进方向上,所述刷毛区在刷辊轴向的长度逐渐增大。
23.在本实用新型的一些可行实施例中,在钢带行进方向依次布置有多种不同长度刷毛区的刷辊;在钢带的同一侧,每种长度的刷辊至少两个。
24.在本实用新型的一些可行实施例中,在钢带行进方向,依次布置有三种不同长度刷毛区的刷辊:第一刷辊3、第二刷辊4、第三刷辊5;第一刷辊3刷毛区在刷辊轴向的长度小于第二刷辊4在刷辊轴向的长度,第二刷辊4刷毛区在刷辊轴向的长度小于第三刷辊5在刷辊轴向的长度。
25.优选的,第一刷辊刷毛区的长度为1100毫米。在本实用新型的一些可行实施例中,钢带的同一侧设有四个第一刷辊3。
26.优选的,第二刷辊刷毛区的长度为1140毫米。在本实用新型的一些可行实施例中,钢带的同一侧设有两个第二刷辊4。
27.优选的,第三刷辊刷毛区的长度为1180毫米。在本实用新型的一些可行实施例中,钢带的同一侧设有两个第三刷辊5。
28.在本实用新型的一些可行实施例中,还包括第四刷辊;在钢带行进方向依次为第一刷辊3、第二刷辊4、第三刷辊5、第四刷辊6;第三刷辊5刷毛区在刷辊轴向的长度小于第四
刷辊6在刷辊轴向的长度。
29.优选的,第四刷辊刷毛区的长度为1220毫米。在本实用新型的一些可行实施例中,钢带的同一侧设有两个第四刷辊6。
30.现场试生产实施方案及结论:
31.a.第一刷辊:四对短刷毛区域辊的刷毛宽度按照最小板宽1100mm设计,保证无论何种板宽规格的原料经过清洗段时,刷毛均投入使用,可以得到基本清洗质量;
32.b.第二刷辊:第二梯度的刷毛宽度按照1140mm设计,在钢带经过时,投入相应的升降控制电机,可以覆盖1100~1140mm原料板宽的钢板;
33.c.第三刷辊:第三梯度的刷毛宽度按照1180mm设计,在钢带经过时,投入相应的升降控制电机,可以覆盖1100~1180mm原料板宽的钢板;
34.d.第四刷辊:第四梯度的刷毛宽度按照1220mm设计,在钢带经过时,投入相应的升降控制电机,可以覆盖1100~1220mm原料板宽的钢板,完成所有原料宽度全覆盖。
35.通过检测仪器对表面清洗质量进行自动评分后(0-100分之间,100分为最高水平),数据对应性如图3所示。
36.本实用新型在投入4对刷辊后,可以满足基本的清洗质量;保证4对刷辊全部投入的情况下,根据原料板宽变化,调整投入刷辊数量,可以达到好的清洗质量水平;单根刷辊的使用天数由原设计的180天延长到400天左右。
37.②
通过实验室对钢带取样进行微观分析得出如下结论:
38.a.本实用新型生产出来的取向硅钢表面质量与原设计方案一致;
39.b.对钢板的表面进行微观电镜观察氧化层结构,本实用新型清洗出来的形貌更好。现有技术清洗后,氧化层结构疏松;本实用新型清洗后,氧化层结构致密。
40.经过实验室及现场大生产验证,保证4对刷辊完全投入的情况下,取向硅钢的清洗质量可以达到要求,根据原料板宽情况可以单独控制投入的刷辊数量,刷辊使用周期延长至原设计的两倍以上,采用本专利方案进行清洗,取向硅钢的氧化层结构更致密,表面质量更好。
41.本领域技术人员容易理解,以上仅为本实用新型的较佳实施例而已,并不以限制本实用新型,凡在本实用新型的精神和原则下所做的任何修改、组合、替换、改进等均包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1