过滤器的制作方法
[0001]
本发明涉及油用过滤器。
背景技术:
[0002]
在日本特开平8-254112号公报中公开了一种过滤器,该过滤器是去除流体内的杂质的过滤器,通过树脂的一体成型而形成。
[0003]
再者,在日本特开平8-254112号公报的过滤器中,在上部支承体形成有作为流体导入口的圆孔。对于该圆孔而言,流体的流动方向的上游侧被设为固定直径的大径部,下游侧被设为直径比大径部小的固定直径的小径部,在大径部与小径部之间形成有台阶部。这样的台阶部与流体的流动方向正交,因此会妨碍流体的流动,存在流体流经圆孔时的压力损失变大的倾向。
技术实现要素:
[0004]
本发明考虑到上述事实,其目的在于提供一种能减少流体导入时的压力损失的过滤器。
[0005]
用于解决问题的方案
[0006]
本发明的第一方案的过滤器具备:网状体,被设为圆筒状,以筒轴向的一端部位于比另一端部靠流体的流动方向上游侧的方式配置于流路内;以及树脂制的支承体,具有导入部、支承部以及多个支柱部,所述导入部固定于所述流路内,盖住所述网状体的所述一端部,设有用于将流体引导至所述网状体的内侧的圆孔,所述支承部盖住所述网状体的所述另一端部,所述支柱部从所述导入部向所述支承部延伸,并且在所述圆孔的周向隔开间隔地设置,将所述导入部与所述支承部连结,保持所述网状体的形状,所述树脂制的支承体与所述网状体被设为一体,在所述圆孔的与所述支承部侧相反的一侧设有直径朝向所述支承部逐渐减小的缩径部,在所述缩径部,在所述支柱部的延伸方向上设有凹部。
[0007]
在第一方案的过滤器中,在流路内流动的流体从导入部的圆孔通过而被引导至网状体的内侧。被引导至网状体的内侧的流体在穿过网状体的网眼时异物被网状体去除。
[0008]
在上述过滤器中,在圆孔的与支承部侧相反的一侧设有直径朝向支承部逐渐减小的缩径部,因此会抑制流体从圆孔通过时的流体剥离。由此,在上述过滤器中,例如与在圆孔设有与流体的流动方向正交的台阶部的过滤器相比,能减少流体导入时的压力损失。
[0009]
此外,在上述过滤器中,网状体和树脂制的支承体被设为一体。在此,可以通过进行嵌件成型将网状体和树脂制的支承体设为一体。在通过嵌件成型来制造过滤器的情况下,首先,对于具有形成导入部的圆孔并且插入网状体来保持该网状体的销部的成型模具,将网状体设置于销部。此时,使网状体移动至网状体的筒轴向的一端部抵碰于设在成型模具的用于成型出多个凹部的成型凸部的位置为止,由此进行网状体的定位。通过使用这样的成型模具,能高精度地进行定位,且定位作业变得容易。
[0010]
另外,在上述过滤器中,在支柱部的延伸方向上形成有凹部,因此,例如在向成型
出支柱部的型腔部注射熔融树脂的情况下,能减小熔融树脂从成型出支柱部的型腔部向成型出导入部的型腔部流动时的阻力。由此,构成过滤器的支承体的成型性提高。
[0011]
对于第二方案的过滤器而言,在第一方案的过滤器中,所述凹部的底部是平面。
[0012]
在第二方案的过滤器中,凹部的底部是平面,因此用于成型出该凹部的底部的成型凸部的对应的部分成为平面,因此,在通过嵌件成型来制造过滤器的情况下,能稳定地进行网状体的定位。
[0013]
对于第三方案的过滤器而言,在第一方案或第二方案的过滤器中,所述网状体的直径从所述一端部朝向所述另一端部逐渐减小。
[0014]
在第三方案的过滤器中,使网状体的直径从一端部朝向另一端部逐渐减小,因此,例如与将网状体的直径设为固定直径的过滤器相比,流体能顺畅地穿过网状体。即,在上述过滤器中,能减少从该过滤器的内部通过的流体的压力损失。
[0015]
对于第四方案的过滤器而言,在第一方案~第三方案中的任一个方案的过滤器中,在所述支柱部设有倾斜面,所述倾斜面从所述支柱部的所述缩径部侧的端部朝向所述缩径部延伸,并且所述倾斜面与所述圆孔的中心轴的距离朝向所述缩径部逐渐增大。
[0016]
在第四方案的过滤器中,在支柱部设有倾斜面,该倾斜面从支柱部的缩径部侧的端部朝向缩径部延伸,并且该倾斜面与圆孔的中心轴的距离朝向缩径部逐渐增大,因此能抑制从圆孔通过的流体的流动被支柱部妨碍。换言之,能减少从圆孔通过的流体的因支柱部导致的压力损失。
[0017]
对于第五方案的过滤器而言,在第一方案~第四方案中的任一个方案的过滤器中,所述缩径部的沿着所述圆孔的中心轴的截面形状是圆弧状。
[0018]
在第五方案的过滤器中,将缩径部的沿着圆孔的中心轴的截面形状设为圆弧状,因此能进一步减少从圆孔通过的流体的压力损失。
[0019]
对于第六方案的过滤器而言,在第一方案~第五方案中的任一个方案的过滤器中,所述流路由第一流路构件和位于所述第一流路构件的所述流体的流动方向下游的第二流路构件构成,在所述导入部的所述流体的流动方向下游侧设有凸缘部,所述凸缘部从所述导入部的外周伸出,被夹在所述第一流路构件与所述第二流路构件之间,在所述凸缘部载置有用于对所述凸缘部与所述第一流路构件之间进行密封的o形环。
[0020]
在第六方案的过滤器中,在导入部的流体的流动方向下游侧设有凸缘部,在该凸缘部载置有o形环。因此,在上述过滤器中,凸缘部被夹在第一流路构件与第二流路构件之间,由此第一流路构件与凸缘部之间被o形环密封。
[0021]
发明效果
[0022]
根据本发明,能提供一种能减少流体导入时的压力损失的过滤器。
附图说明
[0023]
图1是从斜上方观察本发明的一个实施方式的过滤器的立体图。
[0024]
图2是图1所示的过滤器的俯视图。
[0025]
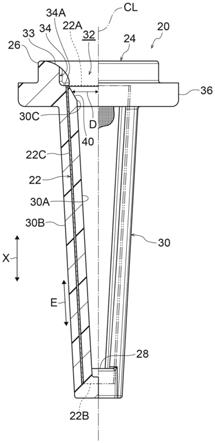
图3是图2所示的过滤器的3-3线剖视图。
[0026]
图4是图2所示的过滤器的4-4线剖视图。
[0027]
图5是表示在过滤器成型用的成型模具内设置有网状体的状态的成型模具的剖视
图(与图3的剖视图对应的剖视图)。
[0028]
图6是图5所示的成型模具的6-6线剖视图。
[0029]
图7是图6的箭头7所指示的部分的放大图。
[0030]
图8是表示在成型模具内填充有熔融树脂的状态的成型模具的剖视图(与图5的剖视图对应的剖视图)。
[0031]
图9是图8所示的成型模具的9-9线剖视图。
[0032]
图10是表示已将图1所示的过滤器配置于流路的状态的剖视图(与图3的剖视图对应的剖视图)。
[0033]
图11是其他实施方式的过滤器的剖视图(与图4的剖视图对应的剖视图)。
[0034]
附图标记说明
[0035]
20:过滤器;22:网状体;22a:一端部;22b:另一端部;24:支承体;26:导入部;28:支承部;30:支柱部;32:圆孔;33:缩径部;34:凹部;34a:底部;36:凸缘部;38:o形环;40:倾斜面;70:过滤器;72:圆孔;73:缩径部;74:凹部;100:流路;102:第一流路构件;104:第二流路构件;cl:中心轴;d:距离;e:延伸方向;fd:流动方向;l:流体;x:筒轴向。
具体实施方式
[0036]
接着,使用图1~图4以及图10对本发明的一个实施方式的过滤器20进行说明。
[0037]
如图10所示,本实施方式的过滤器20是配置于流路100内用以从在流路100内流动的流体l去除异物的过滤器。该过滤器20例如可以用作汽车的自动变速器用的滤油器(oil filter)。在该情况下,通过过滤器20去除混入作为流体l的一个例子的变速箱油(mission oil)中的金属的磨屑、灰尘等杂质(异物)。需要说明的是,本发明并不限定于上述用途,也可以用于以去除流体l中的异物为目的的装置等。
[0038]
需要说明的是,如图10所示,本实施方式的流路100由管状的第一流路构件102和位于第一流路构件102的流体l的流动方向下游的管状的第二流路构件104构成。需要说明的是,以下,将流体l的流动方向适当记载为“流体流动方向”。
[0039]
如图1~图4所示,过滤器20具备金属制的网状体22和树脂制的支承体24。此外,本实施方式的过滤器20通过嵌件成型进行制造,对此将在后文中详述。因此,网状体22和支承体24被设为一体。
[0040]
(网状体)
[0041]
如图1和图3所示,网状体22是将金属网形成圆筒状而获得的。该网状体22以筒轴向(图3中的箭头x方向)的一端部22a位于比另一端部22b靠流体流动方向上游侧的方式配置于流路100内。需要说明的是,在图10中示出的箭头fd是流体流动方向。此外,在配置于流路100内的过滤器20中,从网状体22的筒轴向的一端部22a朝向另一端部22b的方向是与流体流动方向相同的方向。
[0042]
此外,网状体22的直径从筒轴向的一端部22a朝向另一端部22b逐渐减小。具体而言,本实施方式的网状体22的周部22c在沿着筒轴向的截面观察时沿着相对于筒轴向倾斜的方向延伸。需要说明的是,本发明不限定于该构成,也可以是,周部22c在沿着筒轴向的截面观察时一边相对于筒轴向倾斜地弯曲一边延伸。
[0043]
(支承体)
[0044]
如图1~图4所示,支承体24具有导入部26、支承部28以及多个支柱部30。需要说明的是,支承体24是由相同的树脂形成的树脂一体成型品。
[0045]
如图1和图2所示,导入部26是圆盘状,在中央部形成有作为贯通孔的圆孔32。该圆孔32在厚度方向贯通导入部26。需要说明的是,在此所说的圆孔包括正圆孔(截面正圆形的贯通孔)和椭圆孔(截面椭圆形的贯通孔)。
[0046]
此外,导入部26盖住网状体22的筒轴向的一端部22a。具体而言,在导入部26的圆孔32的周边部埋设有网状体22的一端部22a。由此,流体从圆孔32通过而被引导至网状体22的内侧。
[0047]
此外,如图3所示,在圆孔32的与支承部28侧相反的一侧设有直径朝向支承部28逐渐减小的缩径部33。需要说明的是,在过滤器20如图10所示地配置于流路100内的情况下,缩径部33位于圆孔32的流体流动方向的上游侧。此外,缩径部33的沿着圆孔32的中心轴cl的截面形状是圆弧状(详细而言是凸状的圆弧)。具体而言,形成圆孔32的孔壁面32a中的与缩径部33对应的孔壁面在沿着圆孔32的中心轴cl的截面观察时弯曲成圆弧状。
[0048]
需要说明的是,在本实施方式中,圆孔32的中心轴cl与网状体22的筒轴向一致,但本发明并不限定于该构成。
[0049]
如图1和图2所示,在缩径部33设有多个朝向支承部28侧凹陷的凹部34。如图2所示,这些凹部34被配置为:从与支承部28相反的一侧(流体流动方向上游侧)观察导入部26时,这些凹部34与网状体22的一端部22a重叠。具体而言,支承部28设于将在后文中详述的支柱部30的延伸方向上。如图4所示,该凹部34的底部34a是在与圆孔32的中心轴cl正交的方向延伸的平面。
[0050]
此外,如图1和图10所示,在导入部26的流体流动方向的下游侧形成有从该导入部26的外周伸出的环状的凸缘部36。该凸缘部36的截面形状是大致四边形。此外,凸缘部36在已将过滤器20配置于流路100内的状态下被夹在第一流路构件102与第二流路构件104之间。由此,导入部26经由凸缘部36被固定于流路100内。
[0051]
此外,在凸缘部36载置有用于对凸缘部36与第一流路构件102之间进行密封的o形环38。需要说明的是,既可以在过滤器20的出厂之前将o形环38载置于凸缘部36,也可以在将过滤器20装配于流路100时将o形环38载置于凸缘部36。
[0052]
如图1和图4所示,支承部28是圆盘状,被设为直径比导入部26小。此外,支承部28盖住网状体22的筒轴向的另一端部22b。具体而言,在支承部28埋设有网状体22的另一端部22b。
[0053]
如图1和图3所示,支柱部30是将导入部26与支承部28连结的柱。支柱部30从导入部26向支承部28延伸。具体而言,支柱部30在沿着圆孔32的中心轴cl的截面观察时向与网状体22的周部22c大致相同的方向倾斜。该支柱部30由隔着网状体22的周部22c配置于网状体22的内侧的内侧部分30a和配置于网状体22的外侧的外侧部分30b形成。并且,支柱部30在圆孔32的周向隔开间隔(在本实施方式中为等间隔)地设有多个(在本实施方式中为两个)。通过这些构成,支柱部30能从内侧和外侧支承网状体22的周部22c来保持网状体22的形状。
[0054]
此外,如图4所示,在支柱部30设有从支柱部30的延伸方向(在图4中为箭头e方向)的缩径部33侧的端部30c朝向缩径部33延伸的倾斜面40。该倾斜面40与圆孔32的中心轴cl
的距离d朝向缩径部33逐渐增大。换言之,倾斜面40与圆孔32的中心轴cl的距离d朝向流体流动方向的下游逐渐减小。需要说明的是,倾斜面40相对于中心轴cl的倾斜角度优选设定在30度~60度的范围内,最优选设为45度。
[0055]
接着,对用于通过嵌件成型来制造本实施方式的过滤器20的成型模具50进行说明。
[0056]
如图5和图8所示,本实施方式的成型模具50具有可动模52、固定模54、滑动件56以及滑动件58,在闭模状态下形成用于成型出支承体24的型腔51。
[0057]
如图5~图9所示,在可动模52形成有用于插入网状体22来保持该网状体22的销部60。此外,在可动模52的销部60的根部周边设有用于在支承体24的导入部26形成凹部34的成型凸部62。此外,成型凸部62的顶部62a被设为平面。
[0058]
此外,在成型模具50设有用于向型腔51注射熔融树脂的浇口64。该浇口64与型腔51中的成型出支承体24的支柱部30的型腔部51a连通。具体而言,在型腔部51a的长尺寸方向的中间部连通有浇口64。需要说明的是,在本实施方式中,在支承体24设有两根支柱部30,因此在成型模具50设有两个浇口64。在此,当从浇口64向型腔部51a注射熔融树脂r时,熔融树脂r在型腔部51a中分别向延伸方向(长尺寸方向)的两侧流动后,分别流入用于成型出支承体24的导入部26的型腔部51b和用于成型出支承部28的型腔部51c,从而填充至型腔51内。
[0059]
接着,对使用了本实施方式的成型模具50的过滤器20的制造方法进行说明。
[0060]
首先,准备圆筒状的网状体22,使该网状体22移动从而使可动模52的销部60插入网状体22。此时,使网状体22移动至轴向的一端部22a抵接于可动模52的成型凸部62的顶部62a为止。并且,通过网状体22的一端部22a抵接于成型凸部62的顶部62a来进行网状体22的定位。接着,一边维持网状体22的一端部22a抵接于成型凸部62的顶部62a的状态,一边将网状体22设置于成型模具50的型腔51内。
[0061]
接着,经浇口64向闭模状态的成型模具50的型腔51注射熔融树脂r。从浇口64注射至型腔51的型腔部51a的熔融树脂r在型腔部51a中分别朝向延伸方向(长尺寸方向)的两侧流动后,分别流入型腔部51b和型腔部51c,从而填充至型腔51内。在此,如图7所示,可动模52的成型凸部62位于型腔部51a的延伸方向上,因此在熔融树脂r从型腔部51a向型腔部51b流入时不会在型腔51形成熔融树脂r的流路面积急剧上升的部位,因此在熔融树脂r中不易产生紊流。
[0062]
需要说明的是,在型腔部51a内流动的熔融树脂r穿过网状体22的网眼并移动,分别形成支柱部30的内侧部分30a和外侧部分30b。
[0063]
然后,在型腔51内的熔融树脂r冷却硬化后,将成型模具50开模,从销部60卸下过滤器20。由此,过滤器20的制造完成。
[0064]
接着,对本实施方式的过滤器20的作用及效果进行说明。
[0065]
在过滤器20中,在流路100内流动的流体l从导入部26的圆孔32通过而被引导至网状体22的内侧。被引导至网状体22的内侧的流体l在穿过网状体22的网眼时异物被网状体22去除。
[0066]
此外,在过滤器20中,在圆孔32的与支承部28侧相反的一侧设有直径朝向支承部28逐渐减小的缩径部33,因此会抑制流体l从圆孔32通过时的流体剥离。由此,在过滤器20
中,例如与在圆孔32设有与流体流动方向正交的台阶部的过滤器相比,能减少流体l导入时的压力损失。
[0067]
而且,在过滤器20中,金属制的网状体22和树脂制的支承体24通过嵌件成型被设为一体。在此,在通过嵌件成型来制造过滤器20的情况下,使网状体22移动至网状体22的一端部22a抵接于成型凸部62的顶部62a为止,由此进行网状体22的定位。通过使用这样的成型模具50,能高精度地对网状体22进行定位,且定位作业变得容易。
[0068]
另外,在过滤器20中,在支柱部30的延伸方向上形成有凹部34,换言之,可动模52的成型凸部62位于型腔部51a的延伸方向上。在此,如上所述,在熔融树脂r从型腔部51a向型腔部51b流入时不会在型腔51形成熔融树脂r的流路面积急剧上升的部位,因此在熔融树脂r中不易产生紊流。因此,能减小熔融树脂r从型腔部51a向型腔部51b流动时的阻力。由此,构成过滤器20的支承体24的成型性提高。
[0069]
此外,在过滤器20中,凹部34的底部34a是平面,因此用于成型出该凹部34的底部34a的成型凸部62的对应的部分(顶部62a)成为平面。因此,在通过嵌件成型来制造过滤器20时,能稳定地进行网状体22的定位。
[0070]
此外,在过滤器20中,使网状体22的直径从一端部22a朝向另一端部22b逐渐减小,因此,例如与将网状体22的直径设为固定直径的过滤器相比,流体l能顺畅地穿过网状体。具体而言,在过滤器20中,周部22c相对于筒轴向倾斜,因此流体l能在被支承部28分流前穿过周部22c。因此,在流体l穿过过滤器20时作用于流体l的阻力会减小。因此,根据过滤器20,能减少从过滤器的内部通过的流体l的压力损失。
[0071]
此外,在过滤器20中,在支柱部30设有倾斜面40,该倾斜面40从支柱部30的缩径部33侧的端部30c朝向缩径部33延伸,并且该倾斜面40与圆孔32的中心轴cl的距离d朝向缩径部33逐渐增大。因此,在过滤器20中,能抑制从圆孔32通过的流体l的流动被支柱部30妨碍。换言之,能减少从圆孔32通过的流体l的因支柱部30导致的压力损失。
[0072]
此外,在过滤器20中,将缩径部33的沿着圆孔32的中心轴cl的截面形状设为圆弧状,因此能进一步减少从圆孔32通过的流体l的压力损失。
[0073]
此外,在过滤器20中,在导入部26的流体流动方向fd的下游侧设有凸缘部36,在该凸缘部36载置有o形环38。因此,在过滤器20中,凸缘部36被夹在第一流路构件102与第二流路构件104之间,由此第一流路构件102与凸缘部36之间被o形环38密封。
[0074]
在前述的实施方式的过滤器20中,将缩径部33的沿着圆孔32的中心轴cl的截面形状设为圆弧状(详细而言是凸状的圆弧),但本发明不限定于该构成。例如,如图11所示的过滤器70那样,形成于圆孔72的缩径部73的沿着中心轴cl的截面形状也可以是沿着相对于中心轴cl倾斜的方向呈直线状延伸的形状。需要说明的是,在过滤器70的缩径部73,也与过滤器20同样地在支柱部30的延伸方向上设有凹部74。
[0075]
在前述的实施方式的过滤器20中,将网状体22设为金属制,但本发明不限定于该构成。例如,也可以将网状体22设为树脂制。作为形成网状体22的树脂,既可以使用热塑性树脂,也可以使用热固性树脂。需要说明的是,在使用热塑性树脂作为网状体的树脂的情况下,优选使用比形成支承体24的树脂熔点高的树脂。
[0076]
以上,对本发明的一个实施方式进行了说明,但本发明并不限定于上述内容,当然在不脱离其主旨的范围内除了上述内容以外还可以进行各种变形来实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1