一种立体纤维编织复合管道上胶系统及上胶方法与流程
[0001]
本申请涉及化工技术领域,尤其是涉及一种立体纤维编织复合管道上胶系统及上胶方法。
背景技术:
[0002]
纤维编织增强的热固性树脂管道在生产时,无法对单根纤维预上胶,只能在编织好后进行上胶。相关技术中对二维编织筒体采用负压抽真空方法上胶,即利用空气分子带动树脂穿透编织筒体的方法进行上胶,编织筒体与上胶槽接触的位置采用o型圈密封,当编织筒体与密封槽相互运动产生摩擦时会对o型圈产生磨损,容易导致密封失效。
[0003]
针对上述中的相关技术,发明人认为采用抽真空法对编织筒体上胶存在上胶效果不佳的缺陷。
技术实现要素:
[0004]
为了改善相关技术中采用抽真空法对编织筒体上胶存在的上胶效果不佳的问题,本申请提供一种立体纤维编织复合管道上胶系统及上胶方法。
[0005]
第一方面,本申请提供一种立体纤维编织复合管道上胶系统,采用如下技术方案:一种立体纤维编织管道上胶系统,包括:支撑壳体,支撑壳体的一轴向截面上设置有若干个高压胶枪,高压胶枪用于向立体纤维编织体喷射胶液;胶泵,与高压胶枪相连,用于向高压胶枪供胶;刮胶装置,设置于高压胶枪所在截面的后方,刮胶装置的轴线与立体纤维编织体的轴线重合,所述刮胶装置用于刮除喷射胶液后的立体纤维编织体表面多余的胶液。
[0006]
通过采用上述技术方案,通过高压胶枪将胶液喷射到立体纤维编织体内,胶液穿透能力强,上胶效果好,产品强度高;通过刮胶装置将立体纤维编织体表面多余的胶液刮除,表面质量好。
[0007]
可选的,高压胶枪的数量为三个,三个高压胶枪位于支撑壳体轴向同一截面的上部和左右两侧;高压胶枪的枪头均指向立体纤维编织体的中心,位于上部的高压胶枪垂直于水平面设置,位于左右两侧的高压胶枪与位于上部的高压胶枪垂直。
[0008]
通过采用上述技术方案,在立体纤维编织体的三个方向上设置高压胶枪可完成喷胶过程。
[0009]
可选的,高压胶枪的喷射角度为120-150
°
,高压胶枪的枪头距离立体纤维编织体表面的距离为20-30cm。
[0010]
通过采用上述技术方案,可以通过三个高压胶枪实现对立体纤维编织体的外表面全覆盖喷射,并保证有足够的压力将胶液喷射到立体纤维编织体内。
[0011]
可选的,刮胶装置包括环形支架,环形支架的内环面设置有刮胶片,刮胶片中心开设有第一通孔,喷射胶液后的所述立体纤维编织体可穿过第一通孔。
[0012]
通过采用上述技术方案,可以将立体纤维编织体表面多余的胶液刮除,提高立体纤维编织复合管道的表面质量。
[0013]
可选的,刮胶片为具有弹性的橡胶或塑料材料。
[0014]
通过采用上述技术方案,可以保证刮胶效果,防止刮胶片采用硬质材料对立体纤维编织体造成损伤,保证刮胶质量。
[0015]
可选的,立体纤维编织复合管道上胶系统还包括水浴装置,水浴装置设置于高压胶枪外部,用于对高压胶枪内部的胶液进行水浴加热。
[0016]
通过采用上述技术方案,可以对高压胶枪内部的胶液进行加热,降低胶液的粘度,提高胶液的流动性,保证胶液喷射的连续性。
[0017]
可选的,立体纤维编织复合管道上胶系统还包括储胶槽,储胶槽设置于支撑壳体的下方,用于储存喷射后滴落的胶液;储胶槽底端设置有出胶口,沿着出胶方向依次设置有过滤器和截止阀,截止阀与其下游的胶泵相连,储胶槽内的胶液可通过胶泵供给至高压胶枪。
[0018]
通过采用上述技术方案,可以对喷射后滴落的胶液进行回收利用,降低成本。
[0019]
第二方面,本申请提供一种立体纤维编织复合管道上胶方法,采用如下技术方案:一种立体纤维编织复合管道上胶方法,包括以下步骤:s1:编织立体纤维编织体并由牵引装置牵引运动;s2:向立体纤维编织体喷射胶液;s3:对喷射胶液后的立体纤维编织体进行刮胶处理;s4:对刮胶后的立体纤维编织体进行固化处理,得到立体纤维编织复合管道。
[0020]
通过采用上述技术方案,可以对立体纤维编织体进行高压喷胶,胶液能够直接进入立体纤维编织体内部,通过刮胶能够提高立体纤维编织复合管道的表面质量。
[0021]
可选的,在进行步骤s1之前还包括对高压胶枪内的胶液进行水浴加热的步骤。
[0022]
通过采用上述技术方案,能够保证胶液喷射的连续性。
[0023]
可选的,胶液的喷射压力为1.5-2.0mpa。
[0024]
通过采用上述技术方案,可以保证胶液能够喷射到立体纤维编织体的纤维空隙内。
[0025]
综上所述,本申请包括以下至少一种有益技术效果:1、采用高压喷射胶液,胶液能够直接喷射到立体纤维编织体的纤维空隙内,完成上胶;2、利用刮胶装置将立体纤维编织体表面的多余胶液刮除,可提高立体纤维编织复合管道的表面质量;3、在高压胶枪上设置水浴装置,能够降低胶液的粘度,提高喷射胶液过程的连续性。
附图说明
[0026]
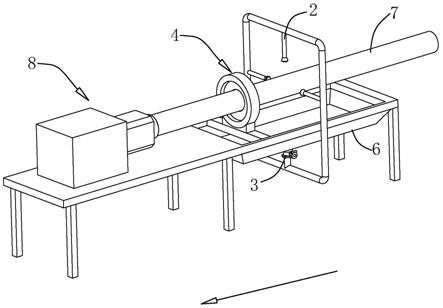
图1是上胶系统的三维结构示意图;图2是上胶系统不含支撑壳体的三维结构示意图;图3是高压胶枪与储胶槽位置关系示意图;图4是刮胶装置的结构示意图;图5是水浴装置的剖面结构示意图。
[0027]
附图标记说明:1、支撑壳体;2、高压胶枪;3、胶泵;4、刮胶装置构;5、水浴装置;6、储胶槽;7立体纤维编织体;8、牵引装置; 41、环形支架;42、刮胶片;43、第一通孔;51、容纳壳体;52、进水口;53、出水口;61、出胶口。
具体实施方式
[0028]
以下结合附图1-5对本申请作进一步详细说明。
[0029]
参照图1和图2,本申请实施例公开一种立体纤维编织复合管道上胶系统,包括支撑壳体1、若干个高压胶枪2、胶泵3、刮胶装置4。其中,若干个高压胶枪2设置于支撑壳体1上,高压胶枪2用于向立体纤维编织体7喷射胶液;胶泵3与高压胶枪2相连,用于向高压胶枪2供胶;刮胶装置4设置于高压胶枪2所在截面的后方,刮胶装置4的轴线与立体纤维编织体7的轴线重合,刮胶装置4用于刮除喷射胶液后的立体纤维编织体7表面多余的胶液。图1中箭头为立体纤维编织体7的轴向运动方向。
[0030]
支撑壳体1呈筒状,其截面形状为圆形或矩形,用于支撑高压胶枪2并防止胶液在喷射过程中散落到外部,避免环境污染和爆燃等隐患。支撑壳体1沿着轴向方向的两端设置有端盖,端盖上设置有通孔便于立体纤维编织体7进出。端盖上通孔的边缘与立体纤维编织体7表面的距离为5-10mm,在保证立体纤维编织体7能够顺利穿过的同时使支撑壳体1内部具有相对封闭的空间。支撑壳体1可以采用具有一定刚性的金属或非金属材料制作。
[0031]
参照图3,高压胶枪2的数量为三个,三个高压胶枪位2于支撑壳体1的轴向同一截面的上部和左右两侧,当喷射胶液时,三个高压胶枪2可将立体纤维编织体7的外表面完全覆盖。三个高压胶枪2的枪头均指向立体纤维编织体7的中心,位于上部的高压胶枪2垂直于水平面设置,位于左右两侧的高压胶枪2与位于上部的高压胶枪2垂直设置。优选的,三个高压胶枪2的喷射角度均为120-150
°
,枪头距离立体纤维编织体7表面的距离为20-30cm,此时,在保证对立体纤维编织体7表面全覆盖的同时,可以保证喷射范围内都有足够的压力将胶液喷射到立体纤维编织体7内部的纤维空隙中。
[0032]
可选的,高压胶枪2的数量也可以多于三个,当高压胶枪2的数量多于三个时,高压胶枪2可以在同一截面的上半部均匀设置,此时由于相邻的高压胶枪2之间夹角变小,单一高压胶枪2的喷射角度也可以随之减小,有利于提高胶液喷射的穿透能力,提高喷胶效果。或者,多个高压胶枪2也可以设置于支撑架1轴向的不同截面上,本领域技术人员可以根据需要进行设置。
[0033]
参照图4,刮胶装置4包括环形支架41,在环形支架41的内环面设置有刮胶片42,刮胶片42的外侧边缘与环形支架41的内环面固定连接。刮胶片42的中心处开设有第一通孔43,立体纤维编织体7完成喷胶从第一通孔43穿出,刮胶片42的内侧边缘将立体纤维编织体7外表面多余的胶液刮除,防止多余的胶液固化形成胶瘤,从而保证立体纤维编织复合管道的表面质量。刮胶装置4既可以设置在支撑壳体1内部也可以设置在支撑壳体1外部。
[0034]
刮胶片42可以采用金属或非金属片状材料制成。优选的,刮胶片42采用具有弹性的橡胶或塑料材料制作,当完成喷胶的立体纤维编织体7经过第一通孔43时,刮胶片42可产生朝向立体纤维编织体7运动方向的变形,相对于硬质材料更能够保证立体纤维编织复合管道的表面质量。
[0035]
刮胶装置4的轴线与立体纤维编织复合管道的轴线重合,有利于保证刮胶效果,使
得立体纤维编织复合管道壁厚均匀。
[0036]
或者,刮胶装置4也可以采用如下的结构。刮胶装置4包括筒状壳体,筒状壳体沿着立体纤维编织复合管道的轴向运动方向设置,立体纤维编织复合管道可从筒状壳体内穿出。在筒状壳体内表面若干个截面上设置有刮胶辊,不同截面上的刮胶辊在垂直于筒状壳体轴线的表面上的投影不重合。刮胶辊的旋转方向与立体纤维编织复合管道的轴向运动方向相同。当完成喷胶的立体纤维编织体7进入筒状壳体时,带动刮胶辊旋转,刮胶辊将立体纤维编织体7表面的多余胶液刮除,立体纤维编织体7在刮胶辊的作用下具有光滑的表面。本领域技术人员可以根据需要选择刮胶装置4的结构。
[0037]
参照图5,上胶系统还包括水浴装置5,水浴装置5设置于高压胶枪2外部,用于对高压胶枪2内的胶液进行水浴加热。由于对立体纤维编织体7喷射的胶液为不饱和树脂,其具有一定的粘度,当胶液温度较低时容易导致胶枪堵塞,因此,在高压胶枪2的外部设置水浴装置5对高压胶枪2内的胶液进行加热,从而提高喷射胶液的温度。
[0038]
水浴装置5包括包覆于高压胶枪2外部侧壁的容纳壳体51,容纳壳体51与高压胶枪2外侧壁之间形成容纳腔体,容纳壳体上设置有进水口52和出水口53。在喷胶过程中,通过进水口52向容纳腔体内注入具有一定温度的水,水通过出水口53流出,从而通过水的循环流动对高压喷枪2内的胶液加热。
[0039]
水浴装置5也可以是缠绕在高压胶枪2外部的换热管,通过具有一定温度的水在换热管内循环流动对高压胶枪2内的胶液加热。
[0040]
为了防止水温过高导致胶液固化,并保证胶液不会堵塞高压胶枪2,水温设置为不高于30℃。
[0041]
参照图1和图5,本申请实施例提供的上胶系统还包括储胶槽6。由于胶液喷射到立体纤维编织体7上后,多余的胶液会在重力作用下滴落,储胶槽6用于对滴落的胶液进行回收利用。具体的,储胶槽6设置于支撑壳体1的下方,其长度可以进一步延伸至刮胶装置4的下方。储胶槽6底部设置有出胶口61,沿着出胶方向依次设置有过滤器和截止阀(图中未示出),截止阀与设置在其下游的胶泵3相连。过滤器用于对储胶槽6内的胶液进行过滤,保证回收利用的胶液的纯净程度;截止阀用于控制胶液输出管路的通断,储胶槽6内的胶液经过截止阀后可通过胶泵3分别供给至高压胶枪2进行循环利用。
[0042]
胶泵3用于为高压胶枪2供胶,胶泵3的数量可以是多台。由于本申请提供的上胶系统包括储胶槽6,因此通过储胶槽6向高压胶枪2供胶时可使用图1中的胶泵3,当不需要使用储胶槽6内的胶液时,可使用额外设置的胶泵3从其他供胶容器向高压胶枪2供胶。
[0043]
本申请实施例提供的上胶系统的工作原理为:立体纤维编织体7在编织机内连续编织,编织完成的部分在牵引装置8的牵引下沿着芯模(图中未示出)向前运动,当立体纤维编织体7通过高压胶枪2所在截面时,高压胶枪2对立体纤维编织体7进行喷胶,在喷胶过程中,水浴装置5对高压胶枪2内的胶液进行加热,防止高压胶枪2堵塞。胶液喷射完成后,牵引装置8牵引立体纤维编织体7通过刮胶装置4,刮胶装置4将立体纤维编织体7表面多余的胶液刮除,完成刮胶操作的立体纤维编织体7在牵引装置8的牵引下进入芯模与外模(图中未示出)之间的腔体进行固化,得到立体纤维编织复合管道。
[0044]
编织机的外模外部设置有电加热装置,喷射胶液后的立体纤维编织体7可在芯模
与外模之间固化成立体纤维编织复合管道。
[0045]
容易理解的是,立体纤维编织体在最初编织过程中,需进行人工牵引经过上胶、刮胶、固化后与牵引装置8连接;后续生产过程中,立体纤维编织体7的编织和喷射胶液均为连续生产过程,立体纤维编织体7在牵引装置8的牵引下,编织完成的部分不断经过高压胶枪2所在截面进行胶液喷射,因此,立体纤维编织复合管道的长度可以是任意的。
[0046]
本申请实施例还提供一种基于前述上胶系统的上胶方法,包括以下步骤:s1:编织立体纤维编织体7并由牵引装置8牵引运动;s2:向立体纤维编织体7喷射胶液;s3:对喷射胶液后的立体纤维编织体7进行刮胶处理;s4:对刮胶后的立体纤维编织体7进行固化处理,得到立体纤维编织复合管道。
[0047]
可选的,在进行步骤s2之前,还可以先通过水浴装置5对高压胶枪2内的胶液进行水浴加热。
[0048]
在步骤s2中,喷射用的胶液为热固性树脂,可以选自胶液为环氧树脂、聚氨酯树脂、不饱和聚酯树脂、酚醛树脂、有机硅树脂、呋喃树脂或三聚氰胺甲醛树脂中的一种或多种,本领域技术人员也可以根据需要进行选择。
[0049]
在步骤s2中,胶液的喷射压力为1.5-2.0mpa,不仅使得胶液充分进入立体纤维编织体7的纤维空隙内,而且能够避免压力过大造成的胶液浪费。
[0050]
本申请提供的立体纤维编织复合管道上胶系统和上胶方法,相对于抽真空上胶方法,上胶系统的结构更简单,寿命长,高压胶枪2可将胶液喷射到立体纤维编织体7内部,上胶效果好。通过设置刮胶装置4,提高了立体纤维编织复合管道表面质量;通过设置水浴装置5,避免了高压胶枪2堵塞,提高了生产效率。
[0051]
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1