一种彩钢板制造工艺的制作方法
[0001]
本发明涉及彩钢板制造技术领域,特别涉及一种彩钢板制造工艺。
背景技术:
[0002]
彩钢板,是指彩涂钢板,彩涂钢板是一种带有有机涂层的钢板,彩钢板分为单板、彩钢复合板、楼承板等。近年,彩钢板因其重量轻、隔热保温、强度高、色泽鲜艳、安装灵活、施工周期短等特点,受到建筑行业的青睐,被广泛应用于大跨度厂房、仓库、办公楼、楼顶加层、商店和临时用房等。
[0003]
在对单板彩钢板制造过程中需要对其表面进行涂料喷涂,以防生锈,但是,由于彩钢板的板面不是平整的,现有的喷枪喷涂时,角度已固定,导致喷涂均匀程度受限,由于彩钢板的结构含有凹凸结构的设计,在对该部分喷涂的现有的喷枪难以对准,往往导致该部分表面的涂层厚度较薄或者出现圆点状空白未喷涂的情况,不能够根据彩钢板的特殊结构喷涂涂料,同时彩钢板的平整表面在喷涂时可能出现涂料叠加的情况,且由于涂料中含有杂质或者提前凝固的情况,导致喷枪在工作中可能出现堵塞的情况,影响了喷涂效率,且与现有夹具直接接触的彩钢板表面未能喷涂到,需要后期补喷。
技术实现要素:
[0004]
为了解决上述问题,本发明提供了一种彩钢板制造工艺,可以解决传统喷涂过程中,由于彩钢板的板面不是平整的,现有的喷枪喷涂时,角度已固定,导致喷涂均匀程度受限,由于彩钢板的结构含有凹凸结构的设计,在对该部分喷涂的现有的喷枪难以对准,往往导致该部分表面的涂层厚度较薄或者出现圆点状空白未喷涂的情况,不能够根据彩钢板的特殊结构喷涂涂料,同时彩钢板的平整表面在喷涂时可能出现涂料叠加的情况,且由于涂料中含有杂质或者提前凝固的情况,导致喷枪在工作中可能出现堵塞的情况,影响了喷涂效率,且与现有夹具直接接触的彩钢板表面未能喷涂到,需要后期补喷等问题。
[0005]
为了实现上述目的,本发明采用以下技术方案,一种彩钢板制造工艺,其使用了一种喷涂设备,该喷涂设备包括加热底座、第一电动滑块、u型架、第二电动滑块、伸缩式储存装置、喷头装置、定位装置,采用上述喷涂设备对彩钢板制造工艺如下:
[0006]
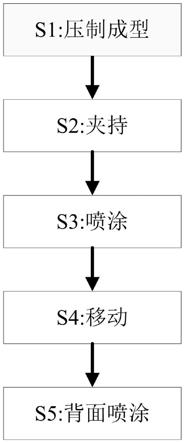
s1、压制成型:通过上下模具对平面板材进行压制,从而形成成型的彩钢板;
[0007]
s2、夹持:将彩钢板运输到喷涂设备上,通过定位装置对彩钢板的左右两端进行夹持,且夹持过程中,与定位装置接触的彩钢板表面已被涂漆;
[0008]
s3、喷涂:通过保温式输送框带动喷头装置下降,使得各个位置的贴合板紧贴在彩钢板的表面,喷出头随着贴合板的调节进行角度变化,通过输送泵的高压输送将储存框内的涂料输送到喷头装置内,并从喷出头喷出,从而对彩钢板表面进行等间距式喷涂,喷涂的同时通过加热底座对彩钢板的背面进行热气烘干,利于涂料的凝固;
[0009]
s4、移动:通过第一电动滑块、第二电动滑块的调节带动伸缩式储存装置、喷头装置移动,从而对彩钢板上表面进行喷涂处理;
[0010]
s5、背面喷涂:单面喷涂后,待涂层凝固后,将其翻转从而对另一面进行喷涂处理。
[0011]
加热底座的左右两端对称安装有第一电动滑块,第一电动滑块之间设有u型架,u型架的上端安装有第二电动滑块,第二电动滑块上设有伸缩式储存装置,伸缩式储存装置的下端均匀设有喷头装置,加热底座上对称安装有定位装置,定位装置为左右布置。
[0012]
所述的伸缩式储存装置包括储存框、伸缩气缸、保温式输送框、保护罩、输送泵、伸缩管,第二电动滑块上设有储存框,储存框与保温式输送框之间连有伸缩气缸,储存框的下端中部连接有伸缩管,伸缩管与保温式输送框之间连通有输送泵,输送泵安装在保温式输送框上,保温式输送框的下端边缘安装有保护罩,保护罩的设置对喷出的雾状涂料起到了防止乱飘的作用。
[0013]
所述的喷头装置包括连接管、过滤网、伸缩杆、分流管、对接管、喷出头、柔性管、联动杆、复位弹簧和贴合板,连接管的内部设有过滤网,过滤网起到过滤杂质的作用,连接管的下端与分流管之间连有伸缩杆,连接管内部开设有第一腔体,分流管内部开设有第二腔体,第一腔体与第二腔体之间连接有对接管,分流管的下端中部安装有联动杆,联动杆与喷出头的上端中部为铰链连接,喷出头上开设于第三腔体,第二腔体与第三腔体之间连接有柔性管,喷出头下端的前后两侧安装有贴合板,分流管与喷出头之间连有复位弹簧,且柔性管位于复位弹簧之间,伸缩杆、复位弹簧起到复位的作用,贴合板设置保证了喷出头与当前彩钢板对应面的角度平行的同时留有一定的喷涂距离,起到了等间距喷涂的作用。
[0014]
具体工作时,通过伸缩气缸带动保温式输送框、喷头装置同步下降,直到贴合板紧贴在彩钢板的表面,喷出头随着贴合板的调节进行角度变化,通过输送泵的高压输送将储存框内的涂料依次输送到输送腔、第一腔体、第二腔体、第三腔体后从第一喷出孔、第二喷出孔喷出,从而对彩钢板进行等间距喷涂。
[0015]
所述的定位装置包括固定架、定位气缸、压制块、第一海绵、第二海绵、输送机构,固定架安装在加热底座上,固定架的上端通过定位气缸与压制块连接,压制块的下端面安装有第一海绵,固定架的下端安装有第二海绵,固定架的外侧壁上安装有输送机构,具体工作时,通过定位气缸带动压制块下降,从而对彩钢板侧边位置进行压制,同时蘸有涂料的第一海绵、第二海绵在挤压后将涂料涂抹在与定位装置接触的彩钢板表面。
[0016]
其中,所述的加热底座包括支撑底座、气腔和热气泵,支撑底座上开设有气腔,气腔的左端与热气泵相连通,热气泵安装在支撑底座上。
[0017]
其中,所述的保温式输送框包括框体、输送腔、水浴腔、放置腔、加热管、过滤罩,框体的下端开设有输送腔,框体的中部对称开设有水浴腔,框体的上端对称开设有放置腔,放置腔内放置有加热管,输送腔的中部安装有过滤罩。
[0018]
其中,所述的过滤罩为倒置的碗状结构,水浴腔内注满清水。
[0019]
其中,所述的连接管的上端与框体之间嵌入连接,过滤网与连接管之间为滑动配合连接。
[0020]
其中,所述的喷出头的左右两端面为倾斜面结构,且喷出头的倾斜面均匀开设有第一喷出孔,喷出头的下端均匀开设有第二喷出孔。
[0021]
其中,所述的贴合板的下端均匀开设有内凹槽,内凹槽内放置有减阻珠。
[0022]
其中,所述的输送机构包括储蓄框、活塞推杆、第一软管、第二软管,储蓄框安装在固定架的外侧壁上,储蓄框内部通过滑动配合的方式与活塞推杆连接,压制块上开设有第
一进液腔,第一进液腔与储蓄框之间连接有第一软管,固定架的下端开设有第二进液腔,第二进液腔与储蓄框之间连接有第二软管。
[0023]
本发明的有益效果在于:
[0024]
一、本发明提供的一种彩钢板制造工艺,本发明采用等间距的方式对彩钢板进行喷涂,对彩钢板的凹凸结构进行针对性的角度变化,使得喷出头与该部分的位置对准,保证了该部分表面的均匀喷涂,且喷涂过程中采用水浴保温、双重过滤的方式保证了喷出头工作时不会堵塞的情况,在对彩钢板夹持时,挤压式涂抹的方式保证了与定位装置接触的彩钢板表面的涂料覆盖率,无需后期补喷;
[0025]
二、本发明提供的一种彩钢板制造工艺,本发明所述的喷头装置通过贴合板与彩钢板表面的适应性角度贴合,使得喷出头与对应位置的彩钢板表面角度处于平行状态,二者的对准保证了涂层的厚度以及喷涂的均匀,不会出现圆点空白的情况;
[0026]
三、本发明提供的一种彩钢板制造工艺,本发明所述的伸缩式储存装置采用水浴加热的方式对输送中的涂料进行保温式输送,且配合过滤罩、过滤网的过滤保证了输送到喷出头的涂料不会出现杂质以及凝固颗粒的情况,不会造成堵塞;
[0027]
四、本发明提供的一种彩钢板制造工艺,本发明所述的定位装置对彩钢板的侧边起到压制的作用,通过压制块、固定架的下端对彩钢板的侧边进行夹持,且夹持过程中,对第一海绵、第二海绵的挤压使得涂料涂抹在与定位装置接触的彩钢板表面,从而对这部分不能被喷涂到的部分进行补漆,无需后期特意补漆,提高了工作效率。
附图说明
[0028]
下面结合附图和实施例对本发明进一步说明。
[0029]
图1是彩钢板制造工艺的流程图;
[0030]
图2是本发明的整体剖视图;
[0031]
图3是本发明喷头装置的结构示意图;
[0032]
图4是本发明图3的剖视图;
[0033]
图5是本发明定位装置的剖视图;
[0034]
图6是本发明图2的x向局部放大图。
具体实施方式
[0035]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互结合。
[0036]
如图1至图6所示,一种彩钢板制造工艺,其使用了一种喷涂设备,该喷涂设备包括加热底座1、第一电动滑块2、u型架3、第二电动滑块4、伸缩式储存装置5、喷头装置6、定位装置7,采用上述喷涂设备对彩钢板制造工艺如下:
[0037]
s1、压制成型:通过上下模具对平面板材进行压制,从而形成成型的彩钢板;
[0038]
s2、夹持:将彩钢板运输到喷涂设备上,通过定位装置7对彩钢板的左右两端进行夹持,且夹持过程中,与定位装置7接触的彩钢板表面已被涂漆;
[0039]
s3、喷涂:通过保温式输送框53带动喷头装置6下降,使得各个位置的贴合板70紧
贴在彩钢板的表面,喷出头66随着贴合板70的调节进行角度变化,通过输送泵55的高压输送将储存框51内的涂料输送到喷头装置6内,并从喷出头66喷出,从而对彩钢板表面进行等间距式喷涂,喷涂的同时通过加热底座1对彩钢板的背面进行热气烘干,利于涂料的凝固;
[0040]
s4、移动:通过第一电动滑块2、第二电动滑块4的调节带动伸缩式储存装置5、喷头装置6移动,从而对彩钢板上表面进行喷涂处理;
[0041]
s5、背面喷涂:单面喷涂后,待涂层凝固后,将其翻转从而对另一面进行喷涂处理。
[0042]
加热底座1的左右两端对称安装有第一电动滑块2,第一电动滑块2之间设有u型架3,u型架3的上端安装有第二电动滑块4,第二电动滑块4上设有伸缩式储存装置5,伸缩式储存装置5的下端均匀设有喷头装置6,加热底座1上对称安装有定位装置7,定位装置7为左右布置。
[0043]
所述的加热底座1包括支撑底座11、气腔12和热气泵13,支撑底座11上开设有气腔12,气腔12的左端与热气泵13相连通,热气泵13安装在支撑底座11上,具体工作时,通过热气泵13将热气从气腔12上方喷出,从而对彩钢板的背面进行热气烘干。
[0044]
所述的伸缩式储存装置5包括储存框51、伸缩气缸52、保温式输送框53、保护罩54、输送泵55、伸缩管56,第二电动滑块4上设有储存框51,储存框51与保温式输送框53之间连有伸缩气缸52,储存框51的下端中部连接有伸缩管56,伸缩管56与保温式输送框53之间连通有输送泵55,输送泵55安装在保温式输送框53上,保温式输送框53的下端边缘安装有保护罩54,保护罩54的设置对喷出的雾状涂料起到了防止乱飘的作用。
[0045]
所述的保温式输送框53包括框体531、输送腔532、水浴腔533、放置腔534、加热管535、过滤罩536,框体531的下端开设有输送腔532,框体531的中部对称开设有水浴腔533,框体531的上端对称开设有放置腔534,放置腔534内放置有加热管535,输送腔532的中部安装有过滤罩536,所述的过滤罩536为倒置的碗状结构,利于过滤,水浴腔533内注满清水,具体工作时,通过加热管535对水浴腔533内的清水加热保温,从而对输送腔532内的涂料进行保温式输送,避免提前凝固的情况。
[0046]
所述的喷头装置6包括连接管61、过滤网62、伸缩杆63、分流管64、对接管65、喷出头66、柔性管67、联动杆68、复位弹簧69和贴合板70,连接管61的内部设有过滤网62,过滤网62起到过滤杂质的作用,连接管61的下端与分流管64之间连有伸缩杆63,连接管61内部开设有第一腔体,分流管64内部开设有第二腔体,第一腔体与第二腔体之间连接有对接管65,分流管64的下端中部安装有联动杆68,联动杆68与喷出头66的上端中部为铰链连接,喷出头66上开设于第三腔体,第二腔体与第三腔体之间连接有柔性管67,喷出头66下端的前后两侧安装有贴合板70,分流管64与喷出头66之间连有复位弹簧69,且柔性管67位于复位弹簧69之间,伸缩杆63、复位弹簧69起到复位的作用,贴合板70设置保证了喷出头66与当前彩钢板对应面的角度平行的同时留有一定的喷涂距离,起到了等间距喷涂的作用,所述的连接管61的上端与框体531之间嵌入连接,过滤网62与连接管61之间为滑动配合连接,向前抽出过滤网62,即可将过滤网62与上的杂质清理,所述的喷出头66的左右两端面为倾斜面结构,且喷出头66的倾斜面均匀开设有第一喷出孔,喷出头66的下端均匀开设有第二喷出孔,第一喷出孔、第二喷出孔扩大了喷出区域,所述的贴合板70的下端均匀开设有内凹槽,内凹槽内放置有减阻珠,减小了与彩钢板表面的摩擦阻力,同时减阻珠的设置大大减小了与彩钢板表面的接触区域,保证了彩钢板表面能够被全面喷涂,具体工作时,通过伸缩气缸52带
动保温式输送框53、喷头装置6同步下降,直到贴合板70紧贴在彩钢板的表面,喷出头66随着贴合板70的调节进行角度变化,通过输送泵55的高压输送将储存框51内的涂料依次输送到输送腔532、第一腔体、第二腔体、第三腔体后从第一喷出孔、第二喷出孔喷出,从而对彩钢板进行等间距喷涂。
[0047]
所述的定位装置7包括固定架71、定位气缸72、压制块73、第一海绵74、第二海绵75、输送机构76,固定架71安装在加热底座1上,固定架71的上端通过定位气缸72与压制块73连接,压制块73的下端面安装有第一海绵74,固定架71的下端安装有第二海绵75,固定架71的外侧壁上安装有输送机构76,具体工作时,通过定位气缸72带动压制块73下降,从而对彩钢板侧边位置进行压制,同时蘸有涂料的第一海绵74、第二海绵75在挤压后将涂料涂抹在与定位装置7接触的彩钢板表面。
[0048]
所述的输送机构76包括储蓄框761、活塞推杆762、第一软管763、第二软管764,储蓄框761安装在固定架71的外侧壁上,储蓄框761内部通过滑动配合的方式与活塞推杆762连接,压制块73上开设有第一进液腔,第一进液腔与储蓄框761之间连接有第一软管763,固定架71的下端开设有第二进液腔,第二进液腔与储蓄框761之间连接有第二软管764,具体工作时,通过下压活塞推杆762的方式将储蓄框761内的涂料压入到第一进液腔和第二进液腔内,从而浸湿第一海绵74、第二海绵75。
[0049]
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1