智能化的用于瓦楞纸板生产线的双瓦复合涂布机的制作方法
1.本实用新型属于涂布机技术领域,尤其涉及智能化的用于瓦楞纸板生产线的双瓦复合涂布机。
背景技术:
2.双瓦复合涂布机安装在瓦楞纸板生产线原纸架与预热轮之间,对两张单瓦原纸涂胶复合,并进入单面机瓦楞辊压制成型后,与瓦楞箱板纸再次裱贴,最终形成双瓦楞纸,以此获得1加1大于2的纸板物理指标。此类双瓦楞纸板箱适用于冷冻箱、蔬菜瓜果箱、机器配件箱等以纸箱代替木材包装的包装领域,既节省了运输成本,同时起到绿色环保的功效。
3.但是现有的涂布机还存在着使用的过程中不方便进行智能化工作,不方便不进行调节工作以及不方便吸收纸板表面的多余的胶水的问题。
4.因此,发明智能化的用于瓦楞纸板生产线的双瓦复合涂布机显得非常必要。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供智能化的用于瓦楞纸板生产线的双瓦复合涂布机,以解决现有的涂布机存在着使用的过程中不方便进行智能化工作,不方便不进行调节工作以及不方便吸收纸板表面的多余的胶水的问题。智能化的用于瓦楞纸板生产线的双瓦复合涂布机,包括涂胶箱,进料口,出料口,输送带,涂胶辊,从动轮,可调节检测管结构,可涂胶涂抹板结构,可拆卸吸胶辊结构,涂胶电机,主动轮,滑孔,胶水箱,涂胶泵,连接输送管,加注管,控制箱,plc和电源开关,所述的进料口开设在涂胶箱的左侧上部;所述的出料口开设在涂胶箱的右侧上部;所述的输送带分别贯穿进料口和出料口的内部中间位置;所述的涂胶辊轴接在涂胶箱的内部左上角位置;所述的从动轮和涂胶辊传动轴连接设置;所述的可调节检测管结构安装在涂胶箱的左侧上部;所述的可涂胶涂抹板结构安装在连接输送管的上侧内部中间位置;所述的可拆卸吸胶辊结构安装在涂胶箱的上端内部中间位置;所述的涂胶电机螺栓连接在涂胶箱的上端左侧中间位置;所述的主动轮键连接在涂胶电机的输出轴外壁;所述的滑孔开设在涂胶箱的上端左侧中间位置;所述的胶水箱螺栓连接在涂胶箱的左侧内壁下部;所述的涂胶泵螺栓连接在胶水箱的上端左侧;所述的连接输送管的下端螺纹连接在涂胶泵的上端出料管的上端外壁;所述的加注管的下端右侧螺纹连接在胶水箱的左侧中间位置;所述的控制箱螺栓连接在涂胶箱的上端右侧中间位置;所述的plc螺钉连接在控制箱的正表面上部中间位置;所述的电源开关螺钉连接在控制箱的正表面下部中间位置;所述的可调节检测管结构包括连接板,支撑杆,l型固定管,顶紧螺栓和接近传感器,所述的支撑杆的右侧焊接在连接板的左侧中间位置;所述的l型固定管的右侧套接在支撑杆的左侧外壁;所述的顶紧螺栓螺纹连接在l型固定管的上端右侧;所述的接近传感器螺钉连接在l型固定管的下端左侧内部中间位置。
6.优选的,所述的可涂胶涂抹板结构包括l型连接管,挂接环,螺纹杆,翼形螺母,抹胶管和涂抹板,所述的挂接环滑动套接在l型连接管的外壁右侧;所述的螺纹杆的下端焊接
在挂接环的上端中间位置;所述的翼形螺母螺纹连接在螺纹杆的外壁上部;所述的抹胶管螺纹连接在l型连接管的正表面右侧;所述的涂抹板的上端焊接在l型连接管的下端右侧中间位置。
7.优选的,所述的可拆卸吸胶辊结构包括固定盖,插接架,输送孔,涂抹辊,锥形支撑块和翼形螺栓,所述的插接架的上端焊接在固定盖的下端中间位置;所述的输送孔开设在插接架的下侧内部中间位置;所述的涂抹辊轴接在输送孔的内壁上部;所述的锥形支撑块的下端胶接在输送孔的内部底端中间位置;所述的翼形螺栓分别贯穿固定盖的左右两侧内部中间位置。
8.优选的,所述的涂胶泵下端设置的进料管插接在胶水箱的左侧内部中间位置;所述的涂胶箱的右侧下部开设有维护口;所述的加注管贯穿涂胶箱的左侧下部中间位置;所述的涂胶辊和进料口以及出料口对应设置;所述的连接输送管采用不锈钢蛇形管。
9.优选的,所述的连接板采用上下两端分别开设有通孔的不锈钢板;所述的l型固定管采用透明的ppc管。
10.优选的,所述的连接板螺栓连接在涂胶箱的左侧上部中间位置;所述的接近传感器和输送带的上端中间位置对应设置。
11.优选的,所述的抹胶管采用前端封底且底端从前到后依次开设有出胶孔的不锈钢管;所述的涂抹板采用下端设置为锥形的不锈钢板。
12.优选的,所述的l型连接管的下端螺纹连接在连接输送管的上侧内部中间位置;所述的螺纹杆滑动贯穿滑孔;所述的翼形螺母设置在涂胶箱的上端左侧中间位置。
13.优选的,所述的锥形支撑块采用锥形的硅胶块;所述的固定盖采用左右两侧内部中间位置开设有通孔的不锈钢盖;所述的涂抹辊的表面套接有海绵套。
14.优选的,所述的固定盖通过翼形螺栓安装在涂胶箱的上端中间位置;所述的翼形螺栓分别螺纹连接在涂胶箱的上端;所述的插接架贯穿插接在涂胶箱的上端中间位置;所述的输送带贯穿涂抹辊和锥形支撑块之间。
15.优选的,所述的涂胶电机具体采用型号为5rk120gn
‑
cf的减速电机;所述的涂胶泵具体采用型号为80zw50
‑
60的自吸泵;所述的plc具体采用型号为fx2n
‑
48的plc;所述的电源开关具体采用型号为mts102的钮子开关;所述的接近传感器具体采用型号为054b1na的接近传感器;所述的涂胶电机和涂胶泵分别电性连接plc的输出端;所述的电源开关和接近传感器分别电性连接plc的输入端。
16.与现有技术相比,本实用新型的有益效果为:
17.1.本实用新型中,所述的l型固定管,接近传感器,涂胶泵,plc和抹胶管的设置,有利于在工作中通过接近传感器将信号输送至plc,然后通过plc控制涂胶泵开始工作通过抹胶管将胶水喷射在涂胶辊的表面,在瓦楞纸移动的过程中完成涂胶工作,实现智能化涂胶工作。
18.2.本实用新型中,所述的连接板,支撑杆,l型固定管,顶紧螺栓和接近传感器的设置,有利于在工作中松开顶紧螺栓,然后左右移动l型固定管和接近传感器,方便在工作根据瓦楞纸的规格进行调整工作后进行信号输送工作增加调节功能。
19.3.本实用新型中,所述的固定盖,插接架,输送孔,涂抹辊和锥形支撑块的设置,有利于在工作中通过瓦楞纸接触涂抹辊,使涂抹辊将瓦楞纸表面的多余的胶水吸走,防止造
成资源浪费。
20.4.本实用新型中,所述的l型连接管,抹胶管,涂抹板和涂胶辊的设置,有利于在涂抹胶水的过程中通过涂抹板将涂胶辊表面的胶水涂抹均匀,防止在工作中出现涂抹不均匀的现象。
21.5.本实用新型中,所述的l型连接管,挂接环,螺纹杆,翼形螺母,抹胶管和涂胶箱以及滑孔相互配合的设置,有利于在工作中对抹胶管进行固定工作,防止工作中抹胶管晃动影响工作。
22.6.本实用新型中,所述的固定盖,插接架,输送孔,涂抹辊,锥形支撑块和翼形螺栓的设置,有利于在工作中对插接架进行拆卸工作,方便在工作一段时间后将涂抹辊表面的胶水挤出进行重复使用。
23.7.本实用新型中,所述的涂胶泵,连接输送管,l型连接管和抹胶管的设置,有利于在工作中转动连接输送管的角度,防止在工作中连接输送管影响瓦楞纸的输送工作。
附图说明
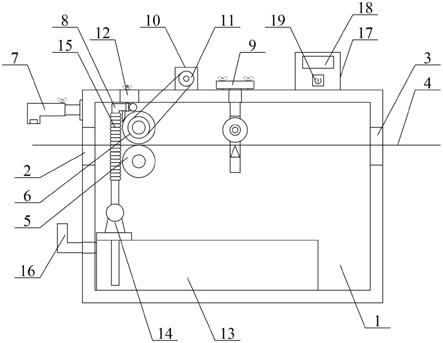
24.图1是本实用新型的结构示意图。
25.图2是本实用新型的可调节检测管结构的结构示意图。
26.图3是本实用新型的可涂胶涂抹板结构的结构示意图。
27.图4是本实用新型的可拆卸吸胶辊结构的结构示意图。
28.图5是本实用新型的电气接线的结构示意图。
29.图中:
30.1、涂胶箱;2、进料口;3、出料口;4、输送带;5、涂胶辊;6、从动轮;7、可调节检测管结构;71、连接板;72、支撑杆;73、l型固定管;74、顶紧螺栓;75、接近传感器;8、可涂胶涂抹板结构;81、l型连接管;82、挂接环;83、螺纹杆;84、翼形螺母;85、抹胶管;86、涂抹板;9、可拆卸吸胶辊结构;91、固定盖;92、插接架;93、输送孔;94、涂抹辊;95、锥形支撑块;96、翼形螺栓;10、涂胶电机;11、主动轮;12、滑孔;13、胶水箱;14、涂胶泵;15、连接输送管;16、加注管;17、控制箱;18、plc;19、电源开关。
具体实施方式
31.下面结合附图对本实用新型进行具体描述,如附图1和附图2所示,智能化的用于瓦楞纸板生产线的双瓦复合涂布机,包括涂胶箱1,进料口2,出料口3,输送带4,涂胶辊5,从动轮6,可调节检测管结构7,可涂胶涂抹板结构8,可拆卸吸胶辊结构9,涂胶电机10,主动轮11,滑孔12,胶水箱13,涂胶泵14,连接输送管15,加注管16,控制箱17,plc18和电源开关19,所述的进料口2开设在涂胶箱1的左侧上部;所述的出料口3开设在涂胶箱1的右侧上部;所述的输送带4分别贯穿进料口2和出料口3的内部中间位置;所述的涂胶辊5轴接在涂胶箱1的内部左上角位置;所述的从动轮6和涂胶辊5传动轴连接设置;所述的可调节检测管结构7安装在涂胶箱1的左侧上部;所述的可涂胶涂抹板结构8安装在连接输送管15的上侧内部中间位置;所述的可拆卸吸胶辊结构9安装在涂胶箱1的上端内部中间位置;所述的涂胶电机10螺栓连接在涂胶箱1的上端左侧中间位置;所述的主动轮11键连接在涂胶电机10的输出轴外壁;所述的滑孔12开设在涂胶箱1的上端左侧中间位置;所述的胶水箱13螺栓连接在涂
胶箱1的左侧内壁下部;所述的涂胶泵14螺栓连接在胶水箱13的上端左侧;所述的连接输送管15的下端螺纹连接在涂胶泵14的上端出料管的上端外壁;所述的加注管16的下端右侧螺纹连接在胶水箱13的左侧中间位置;所述的控制箱17螺栓连接在涂胶箱1的上端右侧中间位置;所述的plc18螺钉连接在控制箱17的正表面上部中间位置;所述的电源开关19螺钉连接在控制箱17的正表面下部中间位置;所述的可调节检测管结构7包括连接板71,支撑杆72,l型固定管73,顶紧螺栓74和接近传感器75,所述的支撑杆72的右侧焊接在连接板71的左侧中间位置;所述的l型固定管73的右侧套接在支撑杆72的左侧外壁;所述的顶紧螺栓74螺纹连接在l型固定管73的上端右侧;所述的接近传感器75螺钉连接在l型固定管73的下端左侧内部中间位置;工作前向胶水箱13的内部注入适量的胶水,在松开顶紧螺栓74,左右移动l型固定管73和接近传感器75,调整合适后拧紧顶紧螺栓74,方便工作中进行检测工作,进行使用的过程中将需要进行加工涂胶的瓦楞纸放置在输送带4的上端,然后通过加工设备带动输送带4进行移动,使输送带4带动瓦楞纸向右进行移动。
32.本实施方案中,结合附图3所示,所述的可涂胶涂抹板结构8包括l型连接管81,挂接环82,螺纹杆83,翼形螺母84,抹胶管85和涂抹板86,所述的挂接环82滑动套接在l型连接管81的外壁右侧;所述的螺纹杆83的下端焊接在挂接环82的上端中间位置;所述的翼形螺母84螺纹连接在螺纹杆83的外壁上部;所述的抹胶管85螺纹连接在l型连接管81的正表面右侧;所述的涂抹板86的上端焊接在l型连接管81的下端右侧中间位置;在瓦楞纸移动的过程中通过接近传感器75检测瓦楞纸的位置,然后将信号输送至plc18,通过plc18控制涂胶泵14开始工作,然后将胶水箱13的中胶水输送至l型连接管81和抹胶管85的内部,通过抹胶管85下端设置在出胶孔使胶水落在涂胶辊5的表面然后通过涂胶电机10工作时带动涂胶辊5转动,使抹胶管85流出的胶水均匀的涂抹在涂胶辊5的表面,在涂胶辊5转动时,通过涂抹板86对胶水进行涂抹工作,然后使瓦楞纸经过涂胶辊5的下端并与涂胶辊5接触设置,完成智能化瓦楞纸涂胶工作。
33.本实施方案中,结合附图4所示,所述的可拆卸吸胶辊结构9包括固定盖91,插接架92,输送孔93,涂抹辊94,锥形支撑块95和翼形螺栓96,所述的插接架92的上端焊接在固定盖91的下端中间位置;所述的输送孔93开设在插接架92的下侧内部中间位置;所述的涂抹辊94轴接在输送孔93的内壁上部;所述的锥形支撑块95的下端胶接在输送孔93的内部底端中间位置;所述的翼形螺栓96分别贯穿固定盖91的左右两侧内部中间位置;在涂抹胶水后,使输送带4带动瓦楞纸向右侧继续移动,使瓦楞纸经过涂抹辊94和锥形支撑块95之间同时带动涂抹辊94在瓦楞纸的表面进行转动,使涂抹辊94将瓦楞纸表面的胶水涂抹均匀,同时将瓦楞纸表面多余的胶水吸收掉,防止胶水流落在地面上造成浪费,工作一段时间将涂抹辊94卸掉,挤出吸收的胶水防止造成浪费。
34.本实施方案中,具体的,所述的涂胶泵14下端设置的进料管插接在胶水箱13的左侧内部中间位置;所述的涂胶箱1的右侧下部开设有维护口;所述的加注管16贯穿涂胶箱1的左侧下部中间位置;所述的涂胶辊5和进料口2以及出料口3对应设置;所述的连接输送管15采用不锈钢蛇形管。
35.本实施方案中,具体的,所述的连接板71采用上下两端分别开设有通孔的不锈钢板;所述的l型固定管73采用透明的ppc管。
36.本实施方案中,具体的,所述的连接板71螺栓连接在涂胶箱1的左侧上部中间位
置;所述的接近传感器75和输送带4的上端中间位置对应设置。
37.本实施方案中,具体的,所述的抹胶管85采用前端封底且底端从前到后依次开设有出胶孔的不锈钢管;所述的涂抹板86采用下端设置为锥形的不锈钢板。
38.本实施方案中,具体的,所述的l型连接管81的下端螺纹连接在连接输送管15的上侧内部中间位置;所述的螺纹杆83滑动贯穿滑孔12;所述的翼形螺母84设置在涂胶箱1的上端左侧中间位置。
39.本实施方案中,具体的,所述的锥形支撑块95采用锥形的硅胶块;所述的固定盖91采用左右两侧内部中间位置开设有通孔的不锈钢盖;所述的涂抹辊94的表面套接有海绵套。
40.本实施方案中,具体的,所述的固定盖91通过翼形螺栓96安装在涂胶箱1的上端中间位置;所述的翼形螺栓96分别螺纹连接在涂胶箱1的上端;所述的插接架92贯穿插接在涂胶箱1的上端中间位置;所述的输送带4贯穿涂抹辊94和锥形支撑块95之间。
41.本实施方案中,具体的,所述的涂胶电机10具体采用型号为5rk120gn
‑
cf的减速电机;所述的涂胶泵14具体采用型号为80zw50
‑
60的自吸泵;所述的plc18具体采用型号为fx2n
‑
48的plc;所述的电源开关19具体采用型号为mts102的钮子开关;所述的接近传感器75具体采用型号为054b1na的接近传感器;所述的涂胶电机10和涂胶泵14分别电性连接plc18的输出端;所述的电源开关19和接近传感器75分别电性连接plc18的输入端。
42.工作原理
43.本实用新型中,工作前向胶水箱13的内部注入适量的胶水,在松开顶紧螺栓74,左右移动l型固定管73和接近传感器75,调整合适后拧紧顶紧螺栓74,方便工作中进行检测工作,进行使用的过程中将需要进行加工涂胶的瓦楞纸放置在输送带4的上端,然后通过加工设备带动输送带4进行移动,使输送带4带动瓦楞纸向右进行移动,在瓦楞纸移动的过程中通过接近传感器75检测瓦楞纸的位置,然后将信号输送至plc18,通过plc18控制涂胶泵14开始工作,然后将胶水箱13的中胶水输送至l型连接管81和抹胶管85的内部,通过抹胶管85下端设置在出胶孔使胶水落在涂胶辊5的表面然后通过涂胶电机10工作时带动涂胶辊5转动,使抹胶管85流出的胶水均匀的涂抹在涂胶辊5的表面,在涂胶辊5转动时,通过涂抹板86对胶水进行涂抹工作,然后使瓦楞纸经过涂胶辊5的下端并与涂胶辊5接触设置,完成智能化瓦楞纸涂胶工作,在涂抹胶水后,使输送带4带动瓦楞纸向右侧继续移动,使瓦楞纸经过涂抹辊94和锥形支撑块95之间同时带动涂抹辊94在瓦楞纸的表面进行转动,使涂抹辊94将瓦楞纸表面的胶水涂抹均匀,同时将瓦楞纸表面多余的胶水吸收掉,防止胶水流落在地面上造成浪费,工作一段时间将涂抹辊94卸掉,挤出吸收的胶水防止造成浪费。
44.利用本实用新型所述的技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1