一种二元组分共沸物分离系统的制作方法
1.本实用新型涉及化工技术领域,特别是涉及一种二元组分共沸物分离系统。
背景技术:
2.二元组分共沸物多存在于化工、医药当中,是重要的化工原料和溶剂。在化工、精细化工及制药等领域,经常面临着二元共沸物组分有机溶剂回收再利用的问题,有些溶剂形成共沸物,很难用普通精馏方法分离。
3.行业中二元组分共沸物废液很大一部分都是进行了焚烧处理,但是二元组分共沸物在焚烧过程中容易产生一氧化碳、二氧化碳、氧化氮、氰化氢等有害物质,对环境造成极大的破坏。因此,分离提纯二元组分共沸物混合物不仅具有经济价值还具有环保价值。目前现有技术中缺乏能够对二元组分共沸物实现较好分离的设备。
技术实现要素:
4.本实用新型实施例提供一种二元组分共沸物分离系统,用于解决或部分解决目前现有技术中缺乏能够对二元组分共沸物实现较好分离的设备的问题。
5.本实用新型实施例提供一种二元组分共沸物分离系统,包括高压塔、低压塔、高压塔再沸器和压缩机,所述高压塔的压力大于所述低压塔的压力;所述高压塔设有混合原料进口,所述高压塔的下方出口与所述高压塔再沸器的冷侧进口相连,所述高压塔再沸器的冷侧出口连接于所述高压塔,所述高压塔的下方出口还与第一组分出口相连;所述高压塔的上方出口与所述低压塔的进料口相连,所述低压塔的下方出口与第二组分出口相连,所述低压塔的上方出口连接于压缩机的进口,所述压缩机的出口连接于所述高压塔再沸器的热侧进口,所述高压塔再沸器的热侧出口连接于所述高压塔的混合原料进口。
6.在上述方案的基础上,所述高压塔的下方出口连接有高压塔循环泵,所述高压塔循环泵的第一出口连接于所述高压塔再沸器的冷侧进口,所述高压塔循环泵的第二出口连接于所述第一组分出口。
7.在上述方案的基础上,还包括高压塔冷凝器,所述高压塔的上方出口连接于所述高压塔冷凝器的热侧进口,所述高压塔冷凝器的热侧出口与所述低压塔的进料口相连。
8.在上述方案的基础上,还包括低压塔再沸器,所述低压塔再沸器的热侧连接于所述高压塔的上方出口和所述高压塔冷凝器之间;所述低压塔的下方出口连接于所述低压塔再沸器的冷侧进口,所述低压塔再沸器的冷侧出口连接于所述低压塔。
9.在上述方案的基础上,所述低压塔的下方出口连接于低压塔循环泵的进口,所述低压塔循环泵的第一出口连接于所述低压塔再沸器的冷侧进口,所述低压塔循环泵的第二出口连接于所述第二组分出口。
10.在上述方案的基础上,所述高压塔冷凝器的热侧出口连接于高压塔回流泵的进口,所述高压塔回流泵的第一出口连接于所述低压塔的进料口,所述高压塔回流泵的第二出口连接于所述高压塔。
11.在上述方案的基础上,所述高压塔再沸器的热侧出口连接于低压塔回流泵的进口,所述低压塔回流泵的第一出口连接于所述高压塔的混合原料进口,所述低压塔回流泵的第二出口连接于所述低压塔。
12.在上述方案的基础上,还包括第一预热器,所述第一预热器的热侧连接于所述高压塔的下方出口和所述第一组分出口之间;所述第一预热器的冷侧与所述混合原料进口相连。
13.在上述方案的基础上,还包括第二预热器,所述第二预热器的热侧连接于所述低压塔的下方出口和所述第二组分出口之间;所述第二预热器的冷侧与所述混合原料进口相连。
14.在上述方案的基础上,所述第一预热器和/或所述第二预热器设于所述高压塔再沸器的热侧出口和所述高压塔的混合原料进口之间。
15.本实用新型实施例提供的一种二元组分共沸物分离系统,主要通过双塔变压精馏操作来分离提纯二元组分共沸物混合物组分,利用各组分的共沸组成随压力变化灵敏的特点,采用两组不同压力操作工况的精馏塔实现两种共沸组分的分离与提纯,解决了二元组分共沸物难以分离回收的难题,实现二元组分共沸物的高效分离回收,同时采用高效热集成技术,大幅降低装置的运行能耗,具有显著的节能环保和经济效益。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
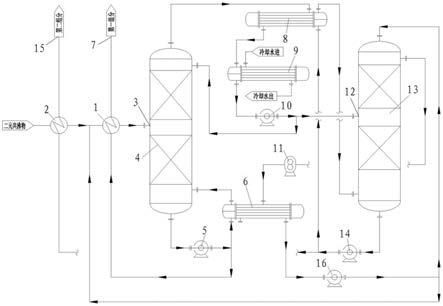
17.图1为本实用新型实施例的一种二元组分共沸物分离系统的示意图。
18.附图标记说明:
19.其中,1、第一预热器;2、第二预热器;3、混合原料进口;4、高压塔;5、高压塔循环泵;6、高压塔再沸器;7、第一组分出口;8、低压塔再沸器;9、高压塔冷凝器;10、高压塔回流泵;11、压缩机;12、进料口;13、低压塔;14、低压塔循环泵;15、第二组分出口;16、低压塔回流泵。
具体实施方式
20.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术
语在本实用新型中的具体含义。
22.参考图1,本实用新型实施例提供一种二元组分共沸物分离系统,该二元组分共沸物分离系统包括高压塔4、低压塔13、高压塔再沸器6和压缩机11,高压塔4的压力大于低压塔13的压力。高压塔4和低压塔13为压力不同的精馏塔。在高压塔4和低压塔13中产生的共沸物的组分比例不同。
23.高压塔4设有混合原料进口3。待分离的二元组分共沸物从混合原料进口3进入高压塔4中。高压塔4的下方出口与高压塔再沸器6的冷侧进口相连,高压塔再沸器6的冷侧出口连接于高压塔4,高压塔4的下方出口还与第一组分出口7相连。优选的,高压塔再沸器6的冷侧出口连接于高压塔4的下方。高压塔4的底部塔釜通过管路与高压塔再沸器6相连接,高压塔4的塔釜液输入至高压塔再沸器6,塔釜液受热后返回高压塔4的塔釜,并汽化产生气相回流上升至塔顶。高压塔4将分离后符合产品要求的第一组分从下方排出塔釜从第一组分出口7排出。
24.高压塔4的上方出口与低压塔13的进料口12相连,低压塔13的下方出口与第二组分出口15相连。低压塔13的上方出口连接于压缩机11的进口,压缩机11的出口连接于高压塔再沸器6的热侧进口,高压塔再沸器6的热侧出口连接于高压塔4的混合原料进口3。
25.低压塔13的塔顶蒸汽经由压缩机11压缩增温增压后,输送至高压塔再沸器6实现冷凝,再输送至高压塔4中与原料混合。高压塔再沸器6既作为高压塔4塔釜溶液的再沸使用,又作为低压塔13塔顶蒸汽的冷凝使用,实现了系统的冷热源耦合与热集成;压缩机11回收来自低压塔13塔顶余热二次蒸汽,依据热集成与热夹点分析的需要,塔顶二次蒸汽经压缩增温后进入高压塔再沸器6,满足高压塔再沸器6的换热需要,与高压塔4的塔釜循环液进行热交换,实现冷热源耦合与热集成。
26.本实施例提供的一种二元组分共沸物分离系统,主要通过双塔变压精馏操作来分离提纯二元组分共沸物混合物组分,利用各组分的共沸组成随压力变化灵敏的特点,采用两组不同压力操作工况的精馏塔实现两种共沸组分的分离与提纯,解决了二元组分共沸物难以分离回收的难题,实现二元组分共沸物的高效分离回收,同时采用高效热集成技术,大幅降低装置的运行能耗,具有显著的节能环保和经济效益。
27.在上述实施例的基础上,进一步地,高压塔4的下方出口连接有高压塔循环泵5。高压塔循环泵5的第一出口连接于高压塔再沸器6的冷侧进口。高压塔再沸器6的冷侧出口连接于高压塔4。高压塔循环泵5的第二出口连接于第一组分出口7。高压塔4的底部塔釜通过管路依次与高压塔循环泵5、高压塔再沸器6相连接,高压塔4的塔釜液经由高压塔循环泵5增压后输入至高压塔再沸器6,塔釜液受热后返回高压塔4的塔釜,并汽化产生气相回流上升至塔顶,高压塔循环泵5将分离后符合产品要求的第一组分排出塔釜。
28.在上述实施例的基础上,进一步地,本实施例提供的二元组分共沸物分离系统还包括高压塔冷凝器9,高压塔4的上方出口连接于高压塔冷凝器9的热侧进口,高压塔冷凝器9的热侧出口与低压塔13的进料口相连。将高压塔4内产生的共沸物蒸汽通过上方出口排出后经过高压塔冷凝器9进行冷凝;然后送入低压塔13中,形成低压塔13的液相回流,有利于组分分离的进行。
29.进一步地,参考图1,高压塔冷凝器9的冷却介质可为冷却水,也可为二元共沸物混合原料,具体不做限定,可根据实际情况灵活选择,以能实现对高压塔4顶部排汽的冷却为
目的。
30.在上述实施例的基础上,进一步地,本实施例提供的二元组分共沸物分离系统还包括低压塔再沸器8,低压塔再沸器8的热侧连接于高压塔4的上方出口和高压塔冷凝器9之间;低压塔13的下方出口连接于低压塔再沸器8的冷侧进口,低压塔再沸器8的冷侧出口连接于低压塔13。高压塔4的上方出口与低压塔再沸器8的热侧进口相连,低压塔再沸器8的热侧出口与高压塔冷凝器9的热侧进口相连。优选的,低压塔再沸器8的冷侧出口连接于低压塔13的底部,形成低压塔13底部塔釜的气相回流;便于从低压塔13的底部向上流动充分进行换热,有利于实现组分分离。
31.在上述实施例的基础上,进一步地,高压塔冷凝器9的热侧出口连接于高压塔回流泵10的进口,高压塔回流泵10的第一出口连接于低压塔13的进料口12,高压塔回流泵10的第二出口连接于高压塔4。优选的,高压塔回流泵10的第二出口连接于高压塔4的顶部;形成高压塔的液相回流,便于冷凝后的物料从上向下流动以充分进行换热。
32.高压塔4的塔顶通过管道依次与低压塔再沸器8、高压塔冷凝器9、高压塔回流泵10相连接,高压塔4的塔顶蒸汽经由低压塔再沸器8后部分冷凝,再进入高压塔冷凝器9实现全部冷凝,塔顶冷凝液经高压塔回流泵10增压后,一部分回流至高压塔4,另一部分输送至低压塔13作为进料。低压塔再沸器8既作为低压塔13塔底液的再沸使用,又作为高压塔4塔顶蒸汽的冷凝使用,实现了系统的冷热源耦合与热集成。
33.在上述实施例的基础上,进一步地,低压塔13的下方出口连接于低压塔循环泵14的进口,低压塔循环泵14的第一出口连接于低压塔再沸器8的冷侧进口,低压塔循环泵14的第二出口连接于第二组分出口15。
34.低压塔13的塔釜通过管路依次与低压塔循环泵14、低压塔再沸器8相连接,低压塔13的塔釜液经由低压塔循环泵14增压后输入至低压塔再沸器8,塔釜液受热后返回低压塔13的塔釜,塔釜液汽化产生气相回流上升至塔顶,低压塔循环泵14将分离后符合产品要求的第二组分排出塔釜。
35.在上述实施例的基础上,进一步地,高压塔再沸器6的热侧出口连接于低压塔回流泵16的进口,低压塔回流泵16的第一出口连接于高压塔4的混合原料进口3,低压塔回流泵16的第二出口连接于低压塔13。低压塔回流泵16的第二出口可连接于低压塔13的顶部,形成低压塔13的塔顶液相回流,便于冷凝后的物料从上向下流动以充分进行换热。
36.低压塔13的塔顶通过管道依次与压缩机11、高压塔再沸器6、低压塔回流泵16相连接,低压塔13的塔顶蒸汽经由压缩机11压缩增温增压后,输送至高压塔再沸器6实现冷凝,再经由低压塔回流泵16增压后,一部分溶液回流至低压塔13塔顶,另一部分输送至高压塔4,与原料液混合,完成一个循环。
37.在上述实施例的基础上,进一步地,本实施例提供的二元组分共沸物分离系统还包括第一预热器1,第一预热器1的热侧连接于高压塔4的下方出口和第一组分出口7之间;第一预热器1的冷侧与混合原料进口3相连。第一预热器1用于对流入高压塔4的混合原料进行预热。
38.在上述实施例的基础上,进一步地,本实施例提供的二元组分共沸物分离系统还包括第二预热器2,第二预热器2的热侧连接于低压塔13的下方出口和第二组分出口15之间;第二预热器2的冷侧与混合原料进口3相连。第二预热器2同样用于对流入高压塔4的混
合原料进行预热。
39.高压塔循环泵5将分离后符合产品要求的第一组分排出塔釜,再经由第一预热器1冷却后排出系统。低压塔循环泵14将分离后符合产品要求的第二组分排出塔釜,再经由第二预热器2冷却后排出系统。第一预热器1既作为进料的预热升温功能,又作为高压塔4塔釜产品的冷却功能,实现了系统的冷热源耦合与热集成;第二预热器2既作为进料的预热升温功能,又作为低压塔13塔釜产品的冷却功能,实现了系统的冷热源耦合与热集成。第一预热器1和第二预热器2可对混合原料的进料实现二级预热,有利于减少系统能耗。
40.在上述实施例的基础上,进一步地,第一预热器1和/或第二预热器2设于高压塔再沸器6的热侧出口和高压塔4的混合原料进口3之间。即在第一预热器1设于高压塔再沸器6的热侧出口和混合原料进口3之间时,高压塔再沸器6的热侧出口流出的物料在第一预热器1之前与混合原料进料混合,经过第一预热器1预热后再流入混合原料进口3中。
41.在第二预热器2设于高压塔再沸器6的热侧出口和混合原料进口3之间时,高压塔再沸器6的热侧出口流出的物料在第二预热器2之前与混合原料进料混合,经过第二预热器2预热后再流入混合原料进口3中。
42.在第一预热器1和第二预热器2均设于高压塔再沸器6的热侧出口和混合原料进口3之间时,高压塔再沸器6的热侧出口流出的物料在第一预热器1和第二预热器2之前与混合原料进料混合,经过第一预热器1和第二预热器2二级预热后再流入混合原料进口3中。对混合原料进口3处的进料先进行预热,有利于减少高压塔4的能耗,提高效率。
43.具体的,参考图1,第二预热器2和第一预热器1可沿混合原料的流动方向依次设置,高压塔再沸器6的热侧出口可连接于第一预热器1之前;高压塔再沸器6的热侧出口流出的物料经过第一预热器1的一级预热后流入混合原料进口3中。
44.在上述实施例的基础上,进一步地,高压塔4的回流比为2.2-2.8;低压塔13的回流比为5.2-5.8。该二元组分共沸物分离系统的处理效率较高,适用于对甲醇-乙腈共沸物的分离。
45.上述各实施例中所述的冷侧即为换热器中温度较低吸热的一侧,热侧即为温度较高放热的一侧。
46.进一步地,混合原料进口3设于高压塔4的中部;进料口12设于低压塔13的中部。具体的,高压塔4操作压力优选为0.5mpa;塔板数为40块,第25块板进料;回流比为2.5;高压塔4塔釜可得到纯度为99.9%的第一组分溶液;第一组分溶液可为乙腈溶液。低压塔操作压力优选0.1mpa;塔板数为40块,第13块板进料;回流比为5.5;低压塔13塔釜可得到纯度为99.9%的第二组分溶液;第二组分溶液可为甲醇溶液。
47.压缩机11采用单螺杆压缩机,压缩机温升范围优选30-70℃,压缩机的压比范围优选3-10,压缩机的工作温度优选20-200℃。可较好的适用于系统的运行工况,实现热集成,有利于节约能耗。
48.本实施例提供一种二元组分共沸物精馏分离方法及系统,属于化工、医药行业分离纯化领域,特别涉及一种双效压缩增焓精馏装置。该二元组分共沸物精馏分离方法及系统,系统包括原料预热子系统、第一精馏塔子系统、第二精馏塔子系统、蒸汽压缩增焓回收子系统三部分组成;其中,原料预热子系统包括:第一预热器1、第二预热器2;第一精馏塔子系统包括:高压塔4、高压塔循环泵5、高压塔再沸器6、高压塔冷凝器9、高压塔回流泵10;第
乙腈共沸物经冷凝返回高压塔4参与下一个分离循环。
60.进一步地,高压塔4为加压精馏操作,操作压力为0.5mpa。物料经预热器预热后进入该塔中部,物料向下流经塔盘,与塔底上来的蒸汽接触,向上的蒸汽和向下的液体进行传热传质,在逐步向下移动的过程中逐步置换出纯净的乙腈产品,而高压塔4的塔顶得到乙腈含量相对更好的二元组分共沸物。
61.上升至高压塔4的塔顶蒸汽主要是甲醇﹣乙腈的高近共沸物,依次流经低压塔再沸器8和高压塔冷凝器9,一部分冷凝液经高压塔回流泵10返回高压塔4,另一部分冷凝液作为进料输入至低压塔13。
62.低压塔13的操作压力为0.1mpa,来自高压塔冷凝器9的冷凝液进入低压塔13的中部进料口12,物料向下流经塔盘,与塔底上来的蒸汽接触,向上的蒸汽和向下的液体进行传热传质,在逐步向下移动的过程中逐步置换出纯净的甲醇产品,而现在低压塔13的塔顶得到甲醇含量相对更好的二元组分共沸物。
63.低压塔13的塔顶蒸汽经压缩机11压缩增焓后进入高压塔再沸器6冷凝,一部分冷凝液通过低压塔回流泵16返回低压塔13,另一部分冷凝液返回预热器入口,与原料进料混合参与下一个精馏循环。
64.本实施例中高压塔再沸器6采用的加热热源为低压塔13塔顶产生的经压缩机11增焓后的压缩蒸汽;低压塔再沸器8采用的加热热源为高压塔4塔顶产生的蒸汽。
65.优选的,高压塔4的塔板数为40块,第25块板进料,回流比优选为2.5;低压塔13的塔板数为40块,第13块板进料,回流比优选为5.5。
66.进一步地,优选的,高压塔4筒体直径为600mm,塔高度14m,塔顶压力0.5mpa,塔顶温度111.5℃;塔釜压力0.53mpa,塔釜温度144.3℃;高压塔再沸器6换热面积优选200m2,换热器型式优选固定管板式。进入高压塔4的进料流量为1835kg/h,塔釜采出乙腈流量为190kg/h,乙腈纯度99.9%以上,由塔顶采出甲醇-乙腈混合物1645kg/h。
67.进一步地,优选的,低压塔13筒体直径为800mm,塔高度14m,塔顶压力0.101mpa,塔顶温度63.6℃;塔釜压力0.12mpa,塔釜温度69.2℃;低压塔再沸器8的换热面积优选为18m2换热器;型式优选固定管板式。
68.具体地,优选的,进入低压塔13的进料流量为1645kg/h,进料来自高压塔4的塔顶采出液,低压塔13塔釜采出甲醇流量为810kg/h,甲醇纯度99.9%以上,由塔顶采出甲醇-乙腈混合物835kg/h,该塔顶液回流至高压塔4中。
69.蒸汽压缩机优选为更具备高压比特性的单螺杆型式,压缩机11的吸汽温度/压力分别为63.6℃/0.101mpa,压缩机11的排汽温度/压力分别为151.3℃/0.614mpa,压缩机功率为380kw。
70.本方案通过优化精馏工艺参数,采用了2个高效热集成技术实现了装置的高效节能,其一是,将高压塔4塔顶冷凝所需要的冷源端和低压塔13塔釜再沸所需要的热源端耦合集成,利用高压塔4的塔顶蒸汽冷凝潜热为低压塔塔釜再沸所需的加热热源,其二是,将高压塔4塔釜再沸所需要的热源端和低压塔13塔顶蒸汽冷凝所需要的冷源端耦合集成,采用蒸汽压缩机对低压塔13塔顶二次蒸汽进行压缩增温增压,满足高压塔再沸器6的换热需求,实现冷热源的热集成。本方案采用高效热集成技术,省去了对高压塔再沸器6和低压塔再沸器8的加热热源,大幅降低装置能耗。
71.在上述实施例的基础上,采用本工艺方案装置的耗电量可达到380度/小时,传统以蒸汽作为加热热源装置的高压塔再沸器6的耗蒸汽量可达到2.7吨/小时,低压塔再沸器8的蒸汽耗量为2.5吨/小时,装置总消耗蒸汽量为5.2吨/小时。
72.已知电价为0.7元/度,蒸汽价格为240元/吨,1kw
·
h电等效于0.35kg标煤;1t蒸汽等效于145kg标煤。
73.采用本方案甲醇-乙腈共沸精馏装置的运行成本与标煤耗量如下:每小时运行成本:380
×
0.7=266元/小时;每小时标煤耗量:380
×
0.35=133kg标煤/小时。
74.传统以蒸汽为热源方案的甲醇-乙腈共沸精馏装置的运行成本与标煤耗量如下:每小时运行成本:5.2
×
240=1248元/小时;每小时标煤耗量:5.2
×
145=754kg标煤/小时。
75.综上计算可知,本方案相对于传统以蒸汽为热源的精馏装置,运行成本可节约78.7%,标煤消耗可节约82.4%。
76.综上,采用一种二元组分共沸物精馏分离方法及系统,不仅在得到高纯度的二元组分产品的同时,引入压缩机增焓技术进一步降低能耗了能耗。系统内再沸器与冷凝器互换的利用,则降低了设备的投入成本。工艺简单、较低能耗指标、有绿色环保的优点,使一种二元组分共沸物精馏分离方法及系统更贴近新时代化工、医药领域的应用。且随着煤改天然气的趋势不断深入,锅炉蒸汽的成本会越来越高,甚至能达到每吨蒸汽300-400元,通过节能改造后的能源运行费用还会大幅度降低,市场空间巨大,应用前景广阔。
77.本方案依据二元共沸物组分在不同压力下具有不同的平衡点原理,实现二元共沸物组分的高效分离,本装置采用双效变压增焓精馏技术及工艺方法,实现二元共沸物组分高效分离,装置节能效果显著,应用前景广泛。本方案对二元组分共沸物进行分离,分离后的各个共沸物组分产品有着更高的纯度,可以得到浓度≥99.9%的单相组分产品。
78.本方案解决了传统精馏难以分离共沸物组分的问题。采用高效热集成与热夹点技术,进一步回收高压塔和低压塔的二次蒸汽余热,工艺流程得到优化、大幅降低了设备能耗。采用热夹点装备技术,将高压塔再沸器和低压塔冷凝器的冷热源装备耦合,及高压塔冷凝器和低压塔再沸器的冷热源装备耦合,实现设备多功能利用,极大减少了设备数量,降低了设备的初投资。
79.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1