主轴有冷却孔的高温超声铣削加工装置
主轴有冷却孔的高温超声铣削加工装置
1.技术领域:
2.本实用新型涉及一种超声铣削系统,特别是涉及一种主轴有冷却孔的高温超声铣削加工装置。
3.
背景技术:
:
4.3d打印技术因其成型速度快、可以加工复杂结构的特点,在制造行业中受到高度重视,当材料为一些硬质合金时,需要将合金粉末进行烧结,然而烧结后的表面质量往往较差,此时便需要对成型表面进行再加工。采用超声加工超声铣削加工对成型表面进行再加工不仅可以保证工件表面的加工精度,而且切削力小,延长刀具的使用寿命,但是采用超声加工也会面临换能器因高温失效的问题。如果在加工过程中换能器失效,不仅工件的加工精度无法保证,切削力的增大也会对刀具甚至机床系统造成损伤。
5.
技术实现要素:
:
6.本实用新型所要解决的技术问题是:克服现有技术的不足,提供一种设计合理、冷却效果好且稳定性高的主轴有冷却孔的高温超声铣削加工装置。
7.本实用新型的技术方案是:
8.一种主轴有冷却孔的高温超声铣削加工装置,包括无线电能传输机构、换能变幅机构和刀柄,所述换能变幅机构设置在所述刀柄的内腔中,所述刀柄的一端与拉钉连接,所述拉钉和刀柄均为中空结构,二者的内孔相互连通,所述拉钉的一端为进气孔,所述进气孔与空气冷却机构连接,所述刀柄的另一端沿圆周间隔设置有出气孔。
9.所述换能变幅机构包括:先由螺栓将后盖板、交错分布的压电陶瓷片、电极片与前盖板串联起来;所述前盖板再通过双头螺柱与变幅杆连接;所述前盖板、变幅杆和法兰的外表面都喷涂有一层隔热涂层。
10.所述隔热涂层采用高温反射隔热纳米复合陶瓷涂料,涂层厚度在0.2~0.4mm之间,确保不会对超声振动的传播产生影响。
11.所述无线电能传输机构包括超声波发生器、导线、无线传输上盘和无线传输下盘;所述无线传输上盘固定于机床主轴外壳上;所述无线传输下盘固定于所述刀柄上;所述导线贯穿所述刀柄的体壁,外端与所述无线传输下盘连接,内端与所述换能变幅机构的电极片连接。
12.所述刀柄通过中空的所述拉钉与机床主轴连接,所述空气冷却机构包括温度控制阀、气泵、底座、气缸、进气口和出气口;所述空气冷却机构通过气管与机床主轴相连;所述气泵通过所述进气口将空气抽入所述气缸中进行压缩冷却,冷空气从所述出气口喷出,顺着气管进入主轴内部,由主轴的出气孔将冷空气送入刀柄内部,将所述换能变幅机构上的热量吸收后,经所述刀柄上的所述出气孔喷出。
13.所述刀柄上喷涂有一层隔热涂层;所述隔热涂层采用高温反射隔热纳米复合陶瓷涂料,涂层厚度在0.2~0.4mm之间。
14.所述刀柄上均布有六个所述刀柄气孔和两个所述出气孔,所述刀柄采用旋转密封的方法与所述密封套密封连接,所述出气孔开口朝向主轴一侧,不会降低加工区域的温度。
15.本实用新型的有益效果是:
16.1、本实用新型采用气冷的方式达到换能器的降温效果,空气冷却机构结构简单,因冷却介质为压缩空气,不仅冷却效果好,而且不会造成环境污染,保障了高温下超声铣削加工系统的工作稳定性,进一步拓宽了超声加工的应用领域和应用范围。
17.2、本实用新型采用隔热涂料减少工作区热量通过变幅杆向换能器传递,操作简单,不仅可以有效的将换能器的温度降低到40~70℃,而且不会对超声振动的传递产生影响。
18.3、本实用新型改变传统的切削液冷却系统,采用压缩空气冷却,在快速成型的过程中,不会对成型材料的熔覆造成影响,且空气循环可靠、环保,保障了换能器工作的稳定性。
19.4、本实用新型设计的高温超声铣削系统可以用于各种高温工况下,硬、脆性材料的加工,适用范围广,提高工件的加工精度,易于推广实施,具有良好的经济效益。
20.附图说明:
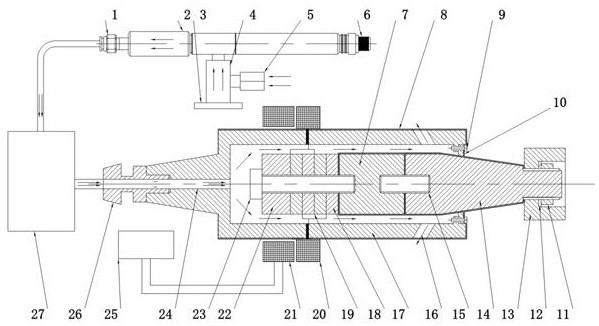
21.图1为主轴有冷却孔的高温超声铣削加工装置的结构图。
22.具体实施方式:
23.实施例:参见图1,图中,1
‑
气管接头,2
‑
气缸,3
‑
底座,4
‑
气泵,5
‑
进气口,6
‑
温度控制阀,7
‑
前盖板,8
‑
隔热涂层,9
‑
固定螺栓,10
‑
法兰盘,11
‑
螺母, 12
‑
垫片,13
‑
刀具,14
‑
变幅杆,15
‑
双头螺柱,16
‑
出气孔,17
‑
刀柄,18
‑
压电陶瓷片,19
‑
电极片,20
‑
无线传输下盘,21
‑
无线传输上盘,22
‑
后盖板,23
‑
螺栓,24
‑
通孔,25
‑
超声波电源,26
‑
中空拉钉,27
‑
机床主轴箱。
24.主轴有冷却孔的高温超声铣削加工装置,包括无线电能传输机构、换能变幅机构、刀柄和空气冷却机构。
25.无线电能传输机构包括超声波发生器25、无线传输上盘21和无线传输下盘20,无线传输上盘21固定于机床主轴箱27外壳上,无线传输下盘20固定于刀柄17上。无线传输上盘21和超声波发生器25相连接,无线传输下盘20和电极片19通过导线相连接。
26.换能变幅机构由螺栓23将后盖板22、交错分布的压电陶瓷片18与电极片19和前盖板7串联起来,前盖板7再通过双头螺柱15与变幅杆14连接,前盖板7和变幅杆14的外表面喷涂一层隔热涂层;变幅杆14上设有法兰盘10通过固定螺栓9固定在刀柄17上,法兰盘10外圈(即:外露表面)涂有一层隔热涂层,隔热涂层厚度均为0.3mm(当然也可以是0.2mm、0.25mm、0.35mm或0.4mm,根据需要确定),防止变幅杆14的热量向压电陶瓷片18扩散,确保换能器变幅机构输出稳定的振动;刀具13通过螺母11和垫片12固定在变幅杆14的末端。
27.刀柄17的外表面同样喷涂有一层隔热涂层,刀柄17上开有一个通孔24和2个倾斜向上的出气孔16,刀柄17通过中空拉钉26与机床主轴箱27连接;机床主轴箱27冷却口喷出的压缩空气经过中空拉钉26和通孔24进入刀柄内部,吸收换能器的热量后从刀柄出气孔16喷出,降低换能器的温度。
28.压缩空气冷却机构包括气泵4、温度控制阀6、进气口5、气缸2和底座3,气泵4将空气抽入气缸进行压缩冷却,调节温度控制阀6可以控制冷空气的温度,出气口用气管连接头1与机床主轴箱27连接,利用底座3将压缩空气冷却机构固定在机床主轴箱27外壳上。
29.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上
的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1