一种石英玻璃管用三氧化二铝溶液喷涂装置的制作方法
1.本实用新型涉及一种喷涂装置,具体涉及一种石英玻璃管用三氧化二铝溶液喷涂装置。
背景技术:
2.石英玻璃管在生产过程中,需要在石英玻璃管外表面涂覆一层细微三氧化二铝,三氧化二铝涂层经过高温煅烧后,可使石英玻璃管的外表面形成一个微晶层,从而起到骨架的支撑作用,在高温条件下,该微晶层的骨架能够有效的降低石英玻璃管变形,从而提高产品的使用寿命和耐温性能。但现阶段的涂覆工艺采用的是浇淋涂覆三氧化二铝,此工艺在操作过程中极具考验操作人员手法,不易掌握正确的方式涂覆,使得石英玻璃管表面的三氧化二铝涂层不均匀,导致产品成材率较低,并且使产品的使用寿命大大缩短。因此,在光纤行业大力发展、石英玻璃管产量大幅增加的前提下,有必要对其进行改进,以解决现有三氧化二铝涂覆效率低、操作难、表面不均匀的问题,从而提高产品成材率和产品的使用寿命。
技术实现要素:
3.本实用新型的目的在于:提供一种涂覆效率高、操作简便、涂层表面均匀的石英玻璃管用三氧化二铝溶液喷涂装置。
4.本实用新型的技术方案是:
5.一种石英玻璃管用三氧化二铝溶液喷涂装置,它有研磨瓶、搅拌瓶和石英喷枪构成,其特征在于:搅拌瓶内设置有进料管,进料管通过连通软管与研磨瓶活动密封连通,进料管一侧的搅拌瓶内设置有氧气搅拌管和出料管,搅拌瓶由氧气搅拌管通过连通软管与氧气源连通;搅拌瓶由出料管通过连通软管与石英喷枪连通。
6.所述的进料管是上设置有控制阀。
7.所述的研磨瓶内放置有石英研磨球。
8.所述的氧气搅拌管底部呈弯折状。
9.所述的石英喷枪由喷枪氧气管和喷枪进料管构成,喷枪氧气管和喷枪进料管之间呈上下状设置,喷枪氧气管和喷枪进料管之间通过间隔设置的连杆相互连接。
10.所述的喷枪氧气管为直管,喷枪氧气管的一端设置有凸起状的连接凸缘,喷枪氧气管的另一端设置有收口状的喷口,喷枪氧气管通过连接凸缘和连通软管与氧气源连通;
11.所述的喷枪进料管曲管,喷枪进料管的一端设置有凸起状的连接凸缘,喷枪进料管的另一端设置有向上弯折的收口喷口,喷枪进料管通过连接凸缘和连通软管与搅拌瓶的出料管连通。
12.本实用新型的有益结果在于:
13.该英玻璃管用三氧化二铝溶液喷涂装置与现有技术相比,本实用新型通过改变三氧化二铝溶液储存以及出料方式,由传统的直接存放改为实时搅拌。防止了三氧化二铝溶
液因喷涂操作时间过长导致的沉淀现象。并且由传统的浇淋式涂覆三氧化二铝溶液改进为喷枪喷涂式操作,涂覆效果更加均匀,使石英管涂层合格率提升20%以上,从而提高了产品成材率和产品的使用寿命,解决了有三氧化二铝涂覆效率低、操作难、表面不均匀的问题,该三氧化二铝溶液喷涂装置操作更加简便,且三氧化二铝使用量更少,降低了材料成本,对石英玻璃管大幅产量具有积极的意义。
附图说明
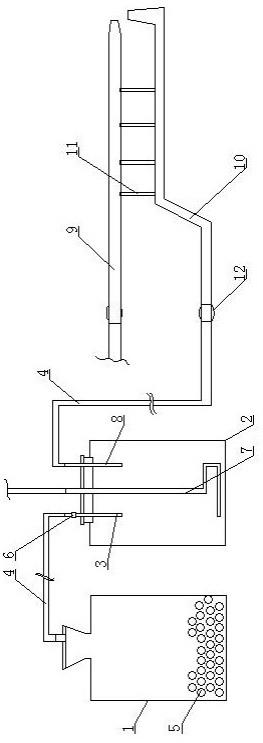
14.图1为本实用新型的结构示意图。
15.图中:1、研磨瓶,2、搅拌瓶,3、进料管,4、连通软管,5、石英研磨球,6、控制阀,7、氧气搅拌管,8、出料管,9、喷枪氧气管,10、喷枪进料管,11、连杆;12、连接凸缘。
具体实施方式
16.该石英玻璃管用三氧化二铝溶液喷涂装置有研磨瓶1、搅拌瓶2和石英喷枪构成,搅拌瓶2内设置有进料管3,进料管3通过连通软管4与研磨瓶1活动密封连通,研磨瓶1内放置有研磨球5,进料管3上设置有控制阀6。
17.进料管3一侧的搅拌瓶2内设置有氧气搅拌管7和出料管8,氧气搅拌管7底部呈弯折状。搅拌瓶2由氧气搅拌管7通过连通软管4与氧气源连通;搅拌瓶2由出料管8通过连通软管4与石英喷枪连通。
18.石英喷枪由喷枪氧气管9和喷枪进料管10构成,喷枪氧气管9和喷枪进料管10之间呈上下状设置,喷枪氧气管9和喷枪进料管10之间通过间隔设置的连杆11相互连接固定。喷枪氧气管9为直管,喷枪氧气管9的一端端头设置有凸起状的连接凸缘12,用于与连通软管4的连接;喷枪氧气管9的另一端设置有收口状的氧气喷口。喷枪氧气管9通过连接凸缘12和连通软管4与氧气源连通。
19.喷枪进料管10为曲管,喷枪进料管10的一端端头设置有凸起状的连接凸缘12,喷枪进料管10的另一端端头设置有向上弯折的收口状的原料喷口,喷枪进料管10通过连接凸缘12和连通软管4与搅拌瓶2的出料管8连通。
20.该石英玻璃管用三氧化二铝溶液喷涂装置工作时,首先将配比好的三氧化二铝和酒精倒入研磨瓶1中,再将研磨瓶1完全密封后装夹在旋转车床上,设置转速200r/min,时间48h的工艺条件,让研磨瓶1中的石英研磨球5与三氧化二铝粉末充分碰撞,将其细化研磨。三氧化二铝细化研磨完成后,将研磨瓶1中充分研磨的三氧化二铝溶液通过搅拌瓶2的进料管3倒入至搅拌瓶2内。然后再关闭控制阀6使搅拌瓶2密封,亦可将研磨瓶1拆(卸)下。
21.上述准备完成后,通过氧气搅拌管7接入氧气,使搅拌瓶2内的三氧化二铝溶液在搅拌瓶2中不停搅拌翻转,以防止三氧化二铝沉淀。
22.开启喷枪氧气管9上的氧气阀门,并调节氧气阀门至氧气压力0.9mpa,氧气流量1m3/h。再将搅拌瓶2置于高点,石英喷枪置于低点,采用虹吸作用实现三氧化二铝导出,在三氧化二铝导出的同时,通过喷枪氧气管9喷出的氧气将三氧化二铝喷(吹)射到需要涂覆的石英玻璃管上。由此实现石英玻璃管表面的三氧化二铝涂层的涂覆。
23.该英玻璃管用三氧化二铝溶液喷涂装置与现有技术相比,通过改变三氧化二铝溶液储存以及出料方式,由传统的直接存放改为实时搅拌。防止了三氧化二铝溶液因喷涂操
作时间过长导致的沉淀现象。并且由传统的浇淋式涂覆三氧化二铝溶液改进为喷枪喷涂式操作,涂覆效果更加均匀,使石英管涂层合格率提升20%以上,从而提高了产品成材率和产品的使用寿命,解决了有三氧化二铝涂覆效率低、操作难、表面不均匀的问题,该三氧化二铝溶液喷涂装置操作更加简便,且三氧化二铝使用量更少,降低了材料成本,对石英玻璃管大幅产量具有积极的意义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1