一种BOPE塑料薄膜的均匀涂胶装置的制作方法
一种bope塑料薄膜的均匀涂胶装置
技术领域
1.本实用新型涉及薄膜制造设备技术领域,具体为一种bope塑料薄膜的均匀涂胶装置。
背景技术:
2.覆膜是以透明塑料薄膜通过涂布粘合剂后复合到印刷品表面,起保护及增加光泽的作用。覆膜已被广泛用于书刊的封面,画册、纪念册、明信片、产品说明书、挂历和地图等进行表面装帧及保护。目前,涂覆膜工艺,是先在薄膜上涂布粘合剂,之后再热压、裁切。其主要流程包括放卷、裁切、上胶涂布、干燥、收卷等,然而现有技术需要分流程采用不同设备执行,无法将上述流程集中在同一设备上,容易增加成本且无法提高生产效率;此外现有设备存在涂胶不均匀的问题,极大得影响了薄膜的质量。
3.为此我们提出一种bope塑料薄膜的均匀涂胶装置用于解决上述问题。
技术实现要素:
4.本实用新型的目的在于提供一种bope塑料薄膜的均匀涂胶装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种bope塑料薄膜的均匀涂胶装置,包括底架、侧架和顶板,所述底架顶面两侧固接侧架底端,所述侧架顶端固接顶板,所述底架台面两端固接卷扬辊底端,两端所述卷扬辊之间转动连接薄膜,所述薄膜从左向右分别活动接触切边结构、中继辊和涂胶结构,所述切边结构包括伺服电机,所述伺服电机侧壁固接底架台面侧壁,所述伺服电机中部转动连接转轴,所述转轴末端固接转盘一侧边缘,所述转盘另一侧中部铰接刀柄,所述刀柄左端活动连接底架台面侧壁,所述刀柄右端固接切刀,所述切刀刀口活动切割薄膜侧边;
6.所述涂胶结构包括电动缸,所述电动缸顶端固接顶板中部,所述电动缸底端固接胶水箱,所述胶水箱一侧固接并连通胶水管,所述胶水管底端转动连接并连通胶辊,所述胶辊辊面转动接触薄膜;所述胶水箱底面另一侧固接伺服缸,所述伺服缸底端固接刮胶头,所述刮胶头底面活动接触薄膜;
7.所述顶板右侧固接烘干结构中部,所述烘干结构包括空压机,所述空压机底面固接顶板,所述空压机左侧固接并连通空压管,所述空压管中部贯穿顶板,所述空压管底端固接并连通空热机,所述空热机两端固接并连通空热管,所述空热管末端固接并且连通扩散罩。
8.优选的,所述卷扬辊包括伺服辊,所述伺服辊两端转动连接辊架顶端,所述辊架底端固接底架台面侧壁。
9.优选的,所述中继辊包括两个上下对称安装的伺服转辊,两个所述伺服转辊之间滚动连接薄膜,两个所述伺服转辊两端转动连接铰接架两端,所述铰接架中部固接底架台面侧壁。
10.优选的,所述刀柄左端固接限位环,所述限位环环内活动连接限位销,所述限位销末端固接底架台面侧壁。
11.优选的,所述胶水箱顶面一侧固接并连通加注管,所述胶水管中部活动连接阀门。
12.优选的,所述涂胶结构和烘干结构水平下方安装有接漏结构,所述接漏结构包括接漏盒,所述接漏盒内嵌于底架台面,所述接漏盒底部螺纹连接并连通若干连通管,所述连通管底部螺纹连接并连通收集箱,所述收集箱活动连接底架横梁。
13.与现有技术相比,本实用新型的有益效果是:本实用新型采用切边结构切除薄膜侧边突出不均匀的部分,使得薄膜在涂胶前宽度统一,能够提高涂胶的均匀度;在两端卷扬辊的配合作用下,可以使得薄膜匀速通过涂胶区间,保证涂胶速率统一,提高涂胶的均匀性;在伺服缸和刮胶头的配合作用下,可以根据生产需要刮去过厚的涂胶,使得涂胶面厚薄均匀;烘干结构有利于涂胶完成的薄膜迅速凝固。
附图说明
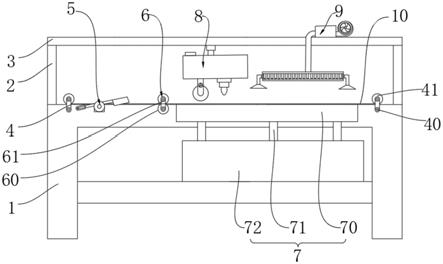
14.图1为本实用新型结构示意图;
15.图2为本实用新型中切边结构结构示意图;
16.图3为本实用新型中涂胶结构结构示意图;
17.图4为本实用新型中烘干结构结构示意图。
18.图中:1底架、2侧架、3顶板、4卷扬辊:40伺服辊、41辊架;5切边结构:50伺服电机、51转轴、52转盘、53刀柄、54切刀、55限位环、56限位销;6中继辊:60伺服转辊、62铰接架;7接漏结构:70胶槽、71连通管、72收集箱;8涂胶结构:80电动缸、81胶水箱、810加注扣、82胶水管、820阀门、83胶辊、84伺服缸、85刮胶头;9烘干结构:90空压机、91空压管、92空热机、93空热管、94扩散罩;10薄膜。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1
‑
4,本实用新型提供一种技术方案:一种bope塑料薄膜的均匀涂胶装置,包括底架1、侧架2和顶板3,底架1顶面两侧固接侧架2底端,侧架2顶端固接顶板3,底架1台面两端固接卷扬辊4底端,两端卷扬辊4之间转动连接薄膜10,薄膜10从左向右分别活动接触切边结构5、中继辊6和涂胶结构8,切边结构5包括伺服电机50,伺服电机50侧壁固接底架1台面侧壁,伺服电机50中部转动连接转轴51,转轴51末端固接转盘52一侧边缘,转盘52另一侧中部铰接刀柄53,刀柄53左端活动连接底架1台面侧壁,刀柄53右端固接切刀54,切刀54刀口活动切割薄膜10侧边;启动切边结构5后,伺服电机50会带转轴51同步转动,接着转盘52会以转轴51为中心转动,同时带动刀柄53和切刀54做周期性的上下运动,当切刀54接触到薄膜10突出的侧边时会将其突出部分切除,从而保持薄膜10的宽度统一。
21.涂胶结构8包括电动缸80,电动缸80顶端固接顶板3中部,电动缸80底端固接胶水箱81,胶水箱81一侧固接并连通胶水管82,胶水管82底端转动连接并连通胶辊83,胶辊83辊
面转动接触薄膜10;胶水箱81底面另一侧固接伺服缸84,伺服缸84底端固接刮胶头85,刮胶头85底面活动接触薄膜10;启动电动缸80会将胶辊83降下并接触到薄膜10,由于胶辊83、胶水管82和胶水箱81互相连通,所以胶辊83会将胶水均匀涂抹到薄膜10上;接着伺服缸84启动,伺服缸84带动刮胶头85下降并根据生产需要刮去过厚的涂胶,使得胶面厚薄一致,其中刮去的涂胶会滴落到角槽70中。
22.顶板3右侧固接烘干结构9中部,烘干结构9包括空压机90,空压机90底面固接顶板3,空压机90左侧固接并连通空压管91,空压管91中部贯穿顶板3,空压管91底端固接并连通空热机92,空热机92两端固接并连通空热管93,空热管93末端固接并且连通扩散罩94。空压机90将空气经空压管91压缩进空热机92内,空热机92产生的热气通过空热管93和扩散罩94扩散到薄膜10的涂胶面,由此实现胶水迅速凝固。
23.卷扬辊4包括伺服辊40,伺服辊40两端转动连接辊架41顶端,辊架41底端固接底架1台面侧壁。
24.中继辊6包括两个上下对称安装的伺服转辊60,两个伺服转辊60之间滚动连接薄膜10,两个伺服转辊60两端转动连接铰接架62两端,铰接架62中部固接底架1台面侧壁。中继辊6有利于保持薄膜10的张力和传输。
25.刀柄53左端固接限位环55,限位环55环内活动连接限位销56,限位销56末端固接底架1台面侧壁。有利于刀柄53做周期运动和限位。
26.胶水箱81顶面一侧固接并连通加注管810,胶水管82中部活动连接阀门820。有利于控制胶水管82的流量。
27.涂胶结构8和烘干结构9水平下方安装有接漏结构7,接漏结构7包括接漏盒70,接漏盒70内嵌于底架1台面,接漏盒70底部螺纹连接并连通若干连通管71,连通管71底部螺纹连接并连通收集箱72,收集箱72活动连接底架1横梁,有利于废胶收集。
28.工作原理:本实用新型的左端卷扬辊4放出薄膜10、右端卷扬辊4收卷薄膜10,本实用新型先用薄膜10将两端的卷扬辊4连接起来,再根据生产需要调整伺服辊40、伺服电机50、伺服转辊60、电动缸80和伺服缸84的参数,使得各结构之间互相配合。
29.启动卷扬4后薄膜10从左向右传输;启动切边结构5后,伺服电机50会带转轴51同步转动,接着转盘52会以转轴51为中心转动,同时带动刀柄53和切刀54做周期性的上下运动,当切刀54接触到薄膜10突出的侧边时会将其突出部分切除,从而保持薄膜10的宽度统一。
30.启动电动缸80会将胶辊83降下并接触到薄膜10,由于胶辊83、胶水管82和胶水箱81互相连通,所以胶辊83会将胶水均匀涂抹到薄膜10上;接着伺服缸84启动,伺服缸84带动刮胶头85下降并根据生产需要刮去过厚的涂胶,使得胶面厚薄一致,其中刮去的涂胶会滴落到角槽70中。
31.当涂胶后的薄膜经过烘干结构9下方时胶水会被迅速烘干,避免胶水滚流从而破均匀的胶面;其中空压机90将空气经空压管91压缩进空热机92内,空热机92产生的热气通过空热管93和扩散罩94扩散到薄膜10的涂胶面,由此实现胶水迅速凝固。
32.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1