焊接钢管内壁防腐层的自动涂刷装置的制作方法
1.本发明涉及一种防腐层均匀喷涂技术领域,特别涉及焊接钢管内壁防腐层的自动涂刷装置。
背景技术:
2.建筑施工过程中,机电安装工程需要预埋钢管,按照电气装置安装工程施工及验收规范要求,钢管内壁应刷防腐漆;实际操作过程中,由于防腐涂料的流速与人工转动钢管转速不匹配,极易造成防腐涂刷不均匀,加之人工涂刷效率较低,无法满足现场实际施工生产需求。且防腐漆回收利用效果不够理想,未做到循环利用,易造成环境污染。
3.结合实际情况,目前对钢管内壁进行防腐漆的处理方式,具体为,人工将一端抬起,使钢管倾斜,用一根pvc管插入管口,然后将防腐油漆灌入,同时人工转动钢管,使油漆流入涂于钢管内壁,看到管另一头有油漆流出即认为内壁防腐涂刷完成。
4.采用人工涂刷缺陷如下:
5.1、通过现场实际抽检,发现人工涂刷造成钢管内壁防腐涂刷质量较差、合格率较低,不符合相关规范要求,无法满足正常施工要求,需进行返工处理,造成时间、人员及成本浪费。
6.2、随着近年来施工进度的加快,土建流水作业区段的划分越来越细,每个流水区段留给机电安装预埋的时间越来越短。人工涂刷无法达到批量生产效果。
7.3、人工涂刷容易造成防锈漆浪费,现场实际未能完全做到防腐涂料的收集和循环利用。
技术实现要素:
8.为解决现有技术的不足,本发明的目的是提供一种实现钢管内壁防腐层涂刷均匀的专用设备,并且可适应不同尺寸的钢管,并且其可以克服现有传统的人工操作的诸多弊端,例如:效率低下、涂刷不均匀、防腐材料浪费严重等问题。
9.为实现上述的技术目的,本发明采用的技术方案如下。
10.焊接钢管内壁防腐层的自动涂刷装置,其包括底座,底座上安装有蓄料筒、支架,支架上设置有用于安放钢管并且使得钢管呈倾斜布置,钢管的上端部为涂刷起始端、下端部为涂刷终止端,钢管的涂刷起始端侧朝向蓄料筒,蓄料筒与钢管之间设置有引导液体流动的导料管,蓄料筒内存储有液体并且该液体为防腐材料,蓄料筒内存储的液体能经过导料管流入至钢管的内部;蓄料筒的最低点在竖直方向上的高度大于钢管涂刷起始端的最高点位置,支架上还设置有用于对钢管进行翻动的翻滚机构;
11.蓄料筒的底部设置有与蓄料筒内腔相接通的排料管,排料管与导料管的入料端相接通;防腐材料由设置于蓄料筒顶部的入料管倒入至蓄料筒内,并由设置于蓄料筒底部的排料管流入至导料管的入料端;
12.所述的导料管包括主导管,主导管的两端封闭并且内部呈中空结构,主导管的中
间位置与排料管相接通,主导管上还接通有若干个分流管并且若干个分流管沿主导管的轴线方向等间距阵列布置,分流管的悬置端延伸至钢管的涂刷起始端内部;
13.分流管的排料端设置成弯曲的弧状结构并且呈向下弯曲;
14.支架上还固定有位于分流管与钢管相衔接处底部并且用于收集液体的溢料槽;
15.溢料槽的底部还安装有与溢料槽相接通的溢料管,底座上安装有与溢料管相接通并且用于盛装溢料槽内流出液体的溢料桶;
16.排料管上设置有用于调节流速的阀体,溢料管上设置有用于调节流速的阀体。
17.上述技术特征的进一步优化与改进,蓄料筒的顶部设置有与蓄料筒内腔相接通的入料管。
18.上述技术特征的进一步优化与改进,支架上还固定有位于钢管涂刷终止端下端部的集料槽;集料槽的底部设置有与集料槽相接通的集料管,底座上安装有与集料管相接通并且用于盛装集料槽内液体的集料桶。
19.上述技术特征的进一步优化与改进,集料桶与蓄料筒之间设置有连接集料桶、蓄料筒的导管,蓄料筒上设置有与蓄料筒内腔接通的回料管,导管的一端与回料管连接接通、另一端与集料桶连接接通,导管连接有用于实现集料桶内液体向蓄料筒流动的回流泵。
20.上述技术特征的进一步优化与改进,支架上还设置有用于对钢管进行限位的卡接机构,钢管安装于卡接机构内并且可绕自身轴线转动。
21.上述技术特征的进一步优化与改进,所述的卡接机构包括安装于支架并且沿主导管中心轴线方向延伸布置的固定板,固定板上设置有若干个沿固定板长度方向间隔布置的容置槽a,卡接机构还包括设置于固定板上端部并且与固定板延伸方向相平行的定位板,定位板上设置有若干个沿定位板长度方向间隔布置的容置槽b,容置槽a与容置槽b相匹配并且构成放置钢管的安置槽,钢管位于安置槽内并且可绕自身轴线转动。
22.上述技术特征的进一步优化与改进,固定板与定位板设置有用于锁紧固定板、定位板的锁紧件。
23.上述技术特征的进一步优化与改进,固定板上设置有定位滑槽,定位滑槽的延伸方向沿固定板的宽度方向布置,支架设置有与定位滑槽相匹配的锁孔。
24.上述技术特征的进一步优化与改进,卡接机构设置有两个,一卡接机构位于钢管的涂刷起始端、另一卡接机构位于钢管的涂刷终止端。
25.上述技术特征的进一步优化与改进,上述的翻滚机构包括若干个安装于支架上并且沿主导管中心轴线方向等间距布置的滚动组件,滚动组件包括与钢管中心轴线相平行的中间轴,中间轴的两端分别安装有滚轮,中间轴的中心处安装有从动链轮,相邻的两个滚动组件之间的间隙构成放置钢管的翻滚区域,翻滚机构还包括安装于支架上并且用于向滚动组件提供动力的翻滚电机,翻滚电机的输出端固定有主动链轮,主动链轮与滚动组件之间设置有用于传递翻滚电机旋转力的链条。
附图说明
26.本说明书包括以下附图,所示内容分别是:
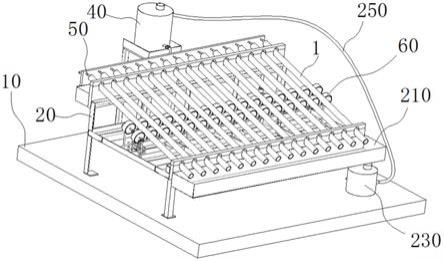
27.图1为本发明的整体结构示意图。
28.图2为本发明的整体结构示意图。
29.图3为蓄料筒与立架相匹配的结构示意图。
30.图4为蓄料筒与导料管相匹配的结构示意图。
31.图5为导料管与钢管相匹配的结构示意图。
32.图6为钢管与翻滚机构相匹配的结构示意图。
33.图7为钢管与卡接机构相匹配的结构示意图。
34.图8为钢管与滚动组件相匹配的结构示意图。
35.图9为蓄料筒与集料桶相匹配的结构示意图。
36.图中标识为:
37.1-钢管;
38.10-底座;
39.20-支架;210-集料槽;220-溢料槽;230-集料桶;240-溢料桶;250-导管;
40.30-立架;
41.40-蓄料筒;410-入料管;420-排料管;430-回料管;
42.50-导料管;510-主导管;520-分流管;
43.60-翻滚机构;610-翻滚电机;620-滚动组件;621-中间轴;622-滚轮;
44.70-卡接机构;710-固定板;720-定位板;730-定位滑槽。
具体实施方式
45.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
46.如图1、2所示,焊接钢管内壁防腐层的自动涂刷装置,其包括底座10,底座10上安装有蓄料筒40、支架20,支架20上设置有用于安放钢管1并且使得钢管1呈倾斜布置,钢管1的上端部为涂刷起始端、下端部为涂刷终止端,钢管1的涂刷起始端侧朝向蓄料筒40,蓄料筒40与钢管1之间设置有引导液体流动的导料管50,蓄料筒40内存储有液体并且该液体为防腐材料,蓄料筒40内存储的液体能经过导料管50流入至钢管1的内部;尤为重要的,蓄料筒40的最低点在竖直方向上的高度大于钢管1涂刷起始端的最高点位置,支架20上还设置有用于对钢管1进行翻动的翻滚机构60。
47.在实际使用时,在蓄料筒40内倒入防腐材料,防腐材料由蓄料筒40的排料端排出并流入至导料管50的入料端,在导料管50的引导作用下,由导料管50的排料端排出并流入至钢管1的内部;设置于支架20上的翻滚机构60可对钢管1进行翻动,从而使得防腐材料在钢管1的内部均匀涂抹;本发明采用的钢管内壁防腐层自动涂刷技术,采用重力作用促进防腐材料由高位向低位流动,不需要人工的参与,其工作效率高,并且在翻滚机构60的作用下,可使得涂刷的非常均匀,显著的提高有效涂刷范围。
48.如图3、4所示,蓄料筒40的顶部设置有与蓄料筒40内腔相接通的入料管410,蓄料筒40的底部设置有与蓄料筒40内腔相接通的排料管420,排料管420与导料管的入料端相接通;防腐材料由设置于蓄料筒40顶部的入料管410倒入至蓄料筒40内,并由设置于蓄料筒40底部的排料管420流入至导料管50的入料端。
49.如图1、2、3所示,蓄料筒40通过立架30安装于底座10上;通过立架30抬升蓄料筒40
在竖直方向上的高度,以满足存储于蓄料筒40内的防腐材料向下流动所需势能,并且适应较长的钢管涂刷防腐层的需要。
50.如图4、5、6所示,所述的导料管50包括主导管510,主导管510的两端封闭并且内部呈中空结构,主导管510的中间位置与排料管420相接通,主导管510上还接通有若干个分流管520并且若干个分流管520沿主导管510的轴线方向等间距阵列布置,分流管520的悬置端延伸至钢管1的涂刷起始端内部;主导管510接收来自蓄料筒40的防腐材料并且主导管510引导防腐材料流向若干个分流管520,从而实现一次性向多个钢管供应防腐材料。
51.更为完善的,分流管520的排料端设置成弯曲的弧状结构并且呈向下弯曲;如果分流管520呈直线形状并且与钢管的轴线相平行,当分流管520流出防腐材料时,在惯性作用下,造成分流管与钢管相衔接位置处出现涂刷空缺区域;所以,将分流管520设置成弯曲的弧形结构,可以提高钢管内壁的有效涂刷区域。
52.如图1、2、6所示,支架20上还固定有位于分流管与钢管相衔接处底部并且用于收集液体的溢料槽220;为了提高钢管内壁的有效涂刷区域,分流管520通常朝向钢管1的边缘处,此时,容易造成防腐材料向外溢出,通过增设溢料槽220可收集从钢管边缘溢出的防腐材料,从而避免造成浪费。
53.更为完善的,溢料槽220的底部还安装有与溢料槽220相接通的溢料管,底座10上安装有与溢料管相接通并且用于盛装溢料槽220内流出液体的溢料桶240。
54.更为优化的,排料管420上设置有用于调节流速的阀体,溢料管上设置有用于调节流速的阀体。
55.如图1、2、6所示,支架20上还固定有位于钢管涂刷终止端下端部的集料槽210;防腐材料自钢管的涂刷起始端流向涂刷终止端,并且多余的防腐材料将由涂刷终止端排出,为了避免浪费,通过设置集料槽210对多余的防腐材料进行收集。
56.更为优化的,集料槽210的底部设置有与集料槽210相接通的集料管,底座10上安装有与集料管相接通并且用于盛装集料槽210内液体的集料桶230。
57.更为完善的,为了提高生产效率,实现对自涂刷终止端排出的防腐材料的收集,集料桶230与蓄料筒40之间设置有连接集料桶230、蓄料筒40的导管250,蓄料筒40上设置有与蓄料筒40内腔接通的回料管430,导管250的一端与回料管430连接接通、另一端与集料桶230连接接通,导管250连接有用于实现集料桶230内液体向蓄料筒40流动的回流泵;在回流泵提供动力的作用下,促使集料桶230内液体自动向蓄料筒40内流动,从而实现防腐材料的自动化回流,降低人工参与程度。
58.如图6、7所示,支架20上还设置有用于对钢管进行限位的卡接机构70,钢管安装于卡接机构70内并且可绕自身轴线转动;更为优化的,所述的卡接机构70包括安装于支架20并且沿主导管510中心轴线方向延伸布置的固定板710,固定板710上设置有若干个沿固定板710长度方向间隔布置的容置槽a,卡接机构70还包括设置于固定板710上端部并且与固定板710延伸方向相平行的定位板720,定位板720上设置有若干个沿定位板720长度方向间隔布置的容置槽b,容置槽a与容置槽b相匹配并且构成放置钢管的安置槽,钢管位于安置槽内并且可绕自身轴线转动。
59.更为完善的,固定板710与定位板720设置有用于锁紧固定板710、定位板720的锁紧件;锁紧件为现有技术中的常规设计,只需要满足对固定板710、定位板720的锁紧并且能
够拆卸即可,本领域普通技术人员可根据需要进行适当选型,本文不再赘述锁紧件的具体结构。
60.更为优化的,为了适应钢管型号、尺寸等参数需要,方便对钢管的倾斜角度进行调节,固定板710上设置有定位滑槽730,定位滑槽730的延伸方向沿固定板710的宽度方向布置,支架20设置有与定位滑槽730相匹配的锁孔;通过锁紧销插入定位滑槽730并延伸至锁孔中,通过锁紧销与锁孔的配合,完成对固定板710的锁紧定位,从而可实现固定板710在竖直方向上发生位移。
61.更为完善的,卡接机构70设置有两个,一卡接机构70位于钢管的涂刷起始端、另一卡接机构70位于钢管的涂刷终止端;通过两个卡接机构70分别对钢管的两端进行夹持定位,可显著的提高钢管的稳定性,钢管发生径向跳动时,可避免钢管与自动涂刷装置发生脱离。
62.如图1、2、6、8所示,上述的翻滚机构60包括若干个安装于支架20上并且沿主导管510中心轴线方向等间距布置的滚动组件620,滚动组件620包括与钢管中心轴线相平行的中间轴621,中间轴621的两端分别安装有滚轮622,中间轴621的中心处安装有从动链轮623,相邻的两个滚动组件620之间的间隙构成放置钢管的翻滚区域,翻滚机构60还包括安装于支架20上并且用于向滚动组件620提供动力的翻滚电机610,翻滚电机610的输出端固定有主动链轮,主动链轮与滚动组件620之间设置有用于传递翻滚电机610旋转力的链条。翻滚电机610提供旋转力并由链条将主动链轮的旋转力向各个滚动组件620的从动链轮传递,从而实现多个滚轮的同向转动,滚轮的转动过程可驱动钢管绕自身轴线转动,从而实现钢管内壁均匀涂刷防腐层;本发明提供的翻滚机构另外一个优点在于,其可以适应多种尺寸的钢管,从而满足不同尺寸钢管的涂刷防腐层需要。
63.焊接钢管内壁防腐层的自动涂刷方法,其步骤在于:
64.s1、钢管的自动化翻滚阶段;
65.将多个钢管放置于自动涂刷装置上,并且使得多个钢管以倾斜布置方式安装于自动涂刷装置的支架上,并且向设置于支架20上的翻滚机构60提供电力,
66.翻滚机构60的翻滚电机610在电力的作用下向外输送旋转力,由于翻滚电机610的输出端设置有主动链轮,在链条的作用下,实现主动链轮的旋转力向滚动组件620上的从动链轮传递,在从动链轮作用下实现滚动组件620的中间轴621绕自身轴线转动,固定设置于中间轴621两端的滚轮622随着中间轴621的转动发生同步转动,钢管1放置于相邻的两个滚动组件620之间,在滚轮的622的作用下,实现旋转力向钢管的传递,从而实现了钢管绕自身轴线的转动;
[0067] s2、向钢管供应防腐材料阶段;
[0068]
存储于蓄料筒40内的防腐材料,由设置于蓄料筒40上的排料管420排出并流入至主导管510中,在主导管510的引导作用下,实现向与主导管510连接接通的多个分流管520流动,自分流管520流出的防腐材料流入至钢管1的涂刷起始端,旋转的钢管可实现防腐材料在钢管内均匀涂刷,多余的防腐材料将由钢管下端的涂刷终止端排出;
[0069]
s3、防腐材料的回收阶段;
[0070]
设置于支架上并且位于钢管涂刷终止端的集料槽210收集自钢管下端的涂刷终止端排出的防腐材料,集聚于集料槽210中的防腐材料由与集料槽210相接通的集料管流入至
溢料桶240中,溢料桶240与蓄料筒40之间设置有用于引导防腐材料回流的导管250,由于导管250连接有用于抽取防腐材料的回流泵,在回流泵提供动力的作用下,促使集料桶230内防腐材料经过导管自动向蓄料筒40内流动,从而实现防腐材料的自动化回流。
[0071]
以上结合附图对本发明进行了示例性描述。显然,本发明具体实现并不受上述方式的限制。只要是采用了本发明的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本发明的上述构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1