涂布机流水线装置的制作方法
1.本实用新型涉及涂布机领域,特别涉及涂布机流水线装置。
背景技术:
2.涂布机主要用于薄膜、纸张等的表面涂布工艺生产,此机是将成卷的基材涂上一层特定功能的胶、涂料或油墨等,并烘干后收卷。
3.常规的涂料工序中,通过微凹辊和压辊进行配合进行上胶涂料,但现有的涂胶机涂料装置,微凹辊和压辊的调节通常通过手工调节,精度只依赖工人经验,且常常调节部精准,需要多次调试。
4.常规的涂布机会设置牵引动作,牵引动作确保了布料的常规运输,避免了力矩太长影响运输精度,同时也提供了布料的张力控制。但是常规的涂布机牵引卷料装置的结构都较为简单,仅能提供简单的张力控制,无法对张力进行精密控制;并且在牵引动作的时,调节涂布机牵引辊与压辊之间的间隙较为麻烦,且都为手工调节,精度只能依赖工人经验,且常常不精准,需要多次调试。
技术实现要素:
5.本实用新型的目的是提供一种的涂布机流水线装置。
6.为实现上述目的,本实用新型采用如下技术方案,涂布机流水线装置,包括相互传动配合的微凹涂布装置和牵引装置,牵引装置通过牵引进入辊与微凹涂布装置的摇臂调节机构传动配合;
7.牵引装置微凹机架,微凹机架上安装有刮刀组及与刮刀组配合的微凹辊,刮刀组包括刮刀、安装刮刀的刮刀座、驱动刮刀开合的刮刀开合气缸、驱动刮刀移动的刮刀进退气缸以及调节刮刀位置的刮刀微调丝杆组,刮刀与微凹辊间隙配合,刮刀座与刮刀进退气缸驱动端连接,刮刀座与刮刀开合气缸配合连接,摇臂调节机构包括摇臂驱动气缸,摇臂调节机构与微凹辊调节配合。
8.在一些实施方式中,刮刀微调丝杆组包括纵向微调丝杆和横向微调丝杆,纵向微调丝杆通过纵向丝杆传动杆与刮刀座传动配合。
9.在一些实施方式中,微凹辊包括相互配合的逆转上胶压轮和微凹压辊,刮刀与微凹压辊间隙配合。
10.在一些实施方式中,逆转上胶压轮设有逆转上胶压轮调节装置,逆转上胶压轮调节装置通过传动辊升降调节丝杆调节逆转上胶压轮上下位移。
11.在一些实施方式中,逆转上胶压轮为两个,两个逆转上胶压轮设置于微凹压辊两侧,并构成三角结构。
12.在一些实施方式中,逆转上胶压轮调节装置还包括传动辊侧向调节丝杆,传动辊侧向调节丝杆与逆转上胶压轮调节传动配合。
13.在一些实施方式中,摇臂调节机构包括摇臂调节辊和摇臂调节丝杆,摇臂调节丝
杆与摇臂驱动气缸传动连接,摇臂调节辊与物料传动配合。
14.在一些实施方式中,牵引机架还设有牵引间隙调节组,牵引间隙调节组包括间隙调节座和间隙调节杆,间隙调节座一端与牵引机架转动安装,间隙调节杆与间隙调节座另一端传动配合,所述牵引压辊与间隙调节座固定安装。
15.在一些实施方式中,间隙调节杆由间隙调节气缸驱动做伸缩运动,间隙调节气缸与牵引机架固定安装。
16.在一些实施方式中,间隙调节座通过调节座转轴与牵引机架转动配合。
17.在一些实施方式中,还包括限位调节辊,限位调节辊与牵引压辊配合。
18.在一些实施方式中,限位调节辊包括限位调节座,限位调节座上设有调节螺杆,调节螺杆与限位调节座螺纹配合。
19.在一些实施方式中,还包括牵引进入辊,牵引进入辊由牵引进入电机驱动,牵引进入辊设于浮辊牵引张力组合之前。
20.本实用新型的有益效果为:本实用新型涂布机流水线装置,通过设置刮刀开合气缸、刮刀进退气缸和刮刀微调丝杆组,有效的高精度调节刮刀位置,实现刮刀与微凹辊的相对位置调节;通过设置逆转上胶压轮调节装置,有效的高精度调节逆转上胶压轮与压辊之间的间隙及逆转上胶压轮运输的物料张力;通过设置浮辊牵引张力组合实现牵引张力的精细调节;通过设置牵引间隙调节组,实现牵引辊和牵引压辊的间隙精密调节,替代人工调节,高精度、高效率且出错率低。
附图说明
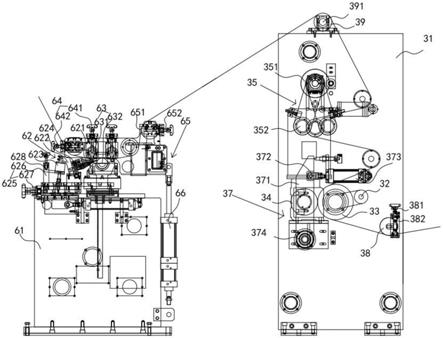
21.图1为本实用新型涂布机流水线装置的结构示意图;
22.图2为本实用新型牵引装置部分的结构示意图;
23.图3为本实用新型微凹涂布装置部分的结构示意图。
具体实施方式
24.下面结合附图对本实用新型作进一步详细的说明。
25.如图1至3所示,涂布机流水线装置,包括微凹涂布装置6,微凹涂布装置6包括微凹机架61,微凹机架61上安装有刮刀组62及与刮刀组62 配合的微凹辊63,刮刀组62包括刮刀621、安装刮刀621的刮刀座622、驱动刮刀621开合的刮刀开合气缸623、驱动刮刀621移动的刮刀进退气缸 624以及调节刮刀621位置的刮刀微调丝杆组625,刮刀621与微凹辊63 间隙配合,刮刀座622与刮刀进退气缸624驱动端连接,刮刀座622与刮刀开合气缸623配合连接,还包括摇臂调节机构65,摇臂调节机构65包括摇臂驱动气缸66,摇臂调节机构65与微凹辊63调节配合。
26.刮刀微调丝杆组625包括纵向微调丝杆626和横向微调丝杆627,纵向微调丝杆626通过纵向丝杆传动杆628与刮刀座622传动配合。
27.微凹辊63包括相互配合的逆转上胶压轮631和微凹压辊632,刮刀621 与微凹压辊632间隙配合。
28.逆转上胶压轮631设有逆转上胶压轮调节装置64,逆转上胶压轮调节装置64通过传动辊升降调节丝杆641调节逆转上胶压轮631上下位移。
29.逆转上胶压轮631为两个,两个逆转上胶压轮631设置于微凹压辊632 两侧,并构成三角结构。
30.逆转上胶压轮调节装置64还包括传动辊侧向调节丝杆642,传动辊侧向调节丝杆642与逆转上胶压轮631调节传动配合。
31.摇臂调节机构65包括摇臂调节辊651和摇臂调节丝杆652,摇臂调节丝杆652与摇臂驱动气缸66传动连接,摇臂调节辊651与物料传动配合。
32.本实用新型通过设置刮刀开合气缸、刮刀进退气缸和刮刀微调丝杆组,有效的高精度调节刮刀位置,实现刮刀与微凹辊的相对位置调节;通过设置逆转上胶压轮调节装置,有效的高精度调节逆转上胶压轮与压辊之间的间隙及逆转上胶压轮运输的物料张力。
33.本实用新型微凹涂布装置工作时,通过逆转上胶压轮631接入待上胶物料,微凹压辊632自胶槽内粘上胶,通过刮刀621刮去多余胶,使得上胶均匀。需要调节刮刀621位置时,刮刀进退气缸624驱动刮刀座622左右方向调节位置,刮刀开合气缸623驱动刮刀座622转动,实现开合动作;同时通过纵向微调丝杆626和横向微调丝杆627对刮刀座位置进行微调横向和纵向微调;多种调节机构的配合使用,即可高精度且高范围的调节刮刀位置,方便后续刮刀更换和不同规格的切换。
34.牵引装置3包括牵引机架31,牵引机架31上安装有牵引电机32、牵引电机32驱动的牵引辊33、与牵引辊33间隙配合的牵引压辊34,还包括浮辊牵引张力组合35和牵引定位辊36,浮辊牵引张力组合35包括浮辊牵引调节端351和浮辊牵引承布端352,浮辊牵引调节端351与牵引机架31 安装配合,浮辊牵引承布端352由浮辊牵引调节端351驱动并作相对转动。
35.牵引机架31还设有牵引间隙调节组37,牵引间隙调节组37包括间隙调节座371和间隙调节杆372,间隙调节座371一端与牵引机架31转动安装,间隙调节杆372与间隙调节座371另一端传动配合,牵引压辊34与间隙调节座371固定安装。
36.间隙调节杆372由间隙调节气缸373驱动做伸缩运动,间隙调节气缸 373与牵引机架31固定安装。
37.间隙调节座371通过调节座转轴374与牵引机架31转动配合。
38.还包括限位调节辊38,限位调节辊38与牵引辊33配合。
39.限位调节辊38包括限位调节座381,所述限位调节座381上设有调节螺杆382,调节螺杆382与限位调节座381螺纹配合。
40.还包括牵引进入辊39,牵引进入辊39由牵引进入电机91驱动,牵引进入辊39设于浮辊牵引张力组合35之前。
41.本实用新型涂布机牵引卷料装置,通过设置浮辊牵引张力组合实现牵引张力的精细调节;通过设置牵引间隙调节组,实现牵引辊和牵引压辊的间隙精密调节,替代人工调节,高精度、高效率且出错率低。
42.工作时,由牵引进入辊39接入待牵引物料,牵引进入电机91驱动牵引进入辊39转动并带动物料进入牵引机架31,牵引进入辊39后续由第一根牵引定位辊36接收物料,随后进入浮辊牵引张力组5,经由浮辊牵引张立组5传输物料后由第二根牵引定位辊36再次经传物料,并进入牵引辊33 和牵引压辊34的间隙,接收压力并传导物料,最后由限位调节辊9做后续物料传导并输出牵引机架。
43.物料传输过程中,浮辊牵引张力组5进行张力调节,张力调节时,驱动浮辊牵引调节端351与牵引机架31转动,此时浮辊牵引调节端351与浮辊牵引承布端352通过固定杆连通,在转动浮辊牵引调节端351时,带动浮辊牵引承布端352转动,即实现了浮辊牵引承布端与第一根和第二根牵引定位辊36的距离,由此实现张力调节。
44.物料传输过程中,牵引间隙调节组37对牵引辊33和牵引压辊34的间隙进行调节。调节时,间隙调节气缸373驱动间隙调节杆372伸缩运动,此时间隙调节杆372与间隙调节座371传动配合,使得间隙调节座371绕调节座转轴374转动,间隙调节座371转动的同时带动牵引压辊34位移,即实现了牵引压辊34与牵引辊33的间隙调节。
45.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1