用于制造多层的过滤介质的方法以及按照这种方法制造的过滤介质与流程
1.本发明涉及一种用于制造多层的过滤介质的方法以及一种按照这种方法制造的过滤介质。
背景技术:
2.对应的制造方法连同所属的过滤介质在许多实施方式中已知。
3.因此,de102013000932a1示出一种特别是设置用于液压过滤器的过滤介质,该过滤介质具有至少一个层,所述层包括至少一个第一结构和至少一个另外的第二结构,所述第一结构具有经纱和纬纱,所述第二结构具有可预定的过滤特性,相应的第一结构至少部分地由以加捻的丝线的形式的复丝构成。
4.通过de102013000933a1已知一种用于过滤流体的多层的过滤介质,所述过滤介质具有至少一个支撑层、过滤层以及排水层,为了增大为流经的流体构成的流动通道,设置有构成三维结构的附加的排水层。
5.de102010025218a1还公开一种多层构成的过滤介质,在该过滤介质上在至少一侧上面状地贴靠有支撑结构,所述支撑结构由至少一个单个织物构成,所述单个织物由纬纱和经纱构造,至少一组纬纱和/或经纱在构成长提花的结合结构的情况下搭接多于两个相邻的经纱或纬纱。
6.在用于现有技术的上述文件中也深入描述用于获得对应的过滤介质的制造方法。此外,现今在市场上使用用于在自动的回流冲洗过滤器中进行精细过滤的过滤介质(de102017002646a1、de102011111457a1),通常使用基于优质钢织物的用于过滤介质的过滤材料。相比于已知的间隙筛、微筛和类似筛材料,在5μm至100μm的范围内的过滤织物原则上提供特别高程度的开放的过滤面积并且因此随后提供在最小压力损耗时的高污物接收能力。在此,金属丝织物相对于塑料织物具有如下优点,即,所述金属丝织物的机械的和热的稳定性高非常多。此外,金属丝织品相比于编织的聚合物纤维在相同细度时具有较细的线和因此用于分别要过滤的流体的较高的多孔性。出于这个原因,在自动的回流冲洗过滤器中也几乎仅使用优质钢织物。
7.通过周期性回流冲洗,过滤介质在回流冲洗过滤器中受到高的交变载荷。过滤介质通过通常的流动反转以及持续变换的压差被机械地强烈加负荷,由此决定性地限制过滤材料或过滤介质的使用寿命。
8.为了使对应的过滤介质变得较稳定并且因此较耐用,精细的金属丝织物层经常以较粗的邻接的支撑层和排水层制造技术地烧结。然而,以这种方式换取的较高的机械稳定性在实际中产生如下缺点:
9.因此,经烧结的织物构造由于与此伴随的耗费的且耗能多的制造过程原则上是非常高价的。因此,各个织物层都要彻底洗涤并且必须被事先压延,以便在织物之间提供较多的支承面,由此又减少开放的面。所提及的烧结在的温下进行,通常在所使用的优质钢在真
空中或在保护气体氛围下的熔化温度以下的数度。
10.烧结通常是不连续的过程并且经烧结的织物在其尺寸方面通过所使用的炉的大小来限定。因此,典型的板大小约处于1.2m
×
1.2m的范围内。对于过滤结构,这意味着:对于较大的过滤仪器必须经常将多个板组装,这生成形式为焊接过程的附加工作步骤和与此伴随的额外费用。相互烧结的金属丝织品是刚性的和板材状的并且因此仅能有限制地打褶。此外,经烧结的织物构造的多孔性以及自由的开放的面明显减小,这对于过滤过程意味着:在较高压力损耗时降低污物接收能力。按照本发明,通过经烧结的材料的在这里存在的功率损耗在实际中处于大约20%至30%的数量级中,因此,对应的过滤装置必须大得多地设计,以便能够设置用于类似功率的过滤面积的额外需求。
技术实现要素:
11.从该现有技术出发,本发明的任务在于,提供一种用于过滤介质的相对于已知解决方案明显改进的方法和产品解决方案,该方法和产品解决方案在这里也相对于用于过滤介质构造的织物层的烧结处于优势。
12.一种具有权利要求1所述特征的方法以及一种具有权利要求10所述特征的过滤介质解决对应的任务。
13.按照本发明的用于制造多层的过滤介质的方法通过如下制造步骤表征:
14.提供织物层,所述织物层具有用于流体的穿透部位;
15.提供由纺粘型非织造织物构成的非织造织物层,所述非织造织物层具有用于流体的另外的穿透部位;并且
16.将两个堆叠的层沿着接触部位通过熔化所述非织造织物层这样连接,使得熔化的纺粘型非织造织物材料在增大所述另外的穿透部位的情况下至少部分地运行到所述接触部位并且在所述接触部位上累积地接着硬化地在两个层之间产生固定的连接部位。
17.此外,按照本发明的特别是按照上述方法制造的过滤介质的特征在于,至少一个金属的织物层与由塑料材料构成的至少部分地熔化的非织造织物层固定连接。
18.不同于已知的包含对金属丝织品相互烧结的过滤介质解决方案,机械稳定通过使用熔焊性非织造织物作为非织造织物层进行。在此,优选这样选择熔焊性非织造织物的单位面积重量并且这样实施热熔化胶粘过程,使得在要连接的金属丝织品之间通过熔焊性非织造织物产生具有高多孔性的间隙。不同于对金属丝织物的烧结,其中,首先还必须压延单个层,以便能够足够地构成接触面,熔化粘合剂使各个织物层保持间距。因此,织物层之间的这种间隙作为在熔化的热塑性塑料期间的附加排水同时将精细的过滤层与支撑层连接并且稳定。通过这种排水,最大程度利用作为过滤介质的精细织物的开放的过滤面积。
19.在按照本发明的方法的一种优选实施方式中规定:在熔化过程期间撕开非织造织物层的细的非织造织物丝,从而在这里通过非织造织物层构成的熔化粘合剂特别是在织物覆盖层在至少三层的过滤介质中不直接彼此贴靠的地方逐点地收缩并且在此构成形式为簇的球状的或岛状的集聚。这导致:金属丝织物层最后仅在隔开的点上相互粘接并且没有均一的大面积的复合结构相互深入。因此,在织物构造中保持高多孔性并且此外确保通过织物材料的对应高的流体排出。
20.相比于经烧结的金属丝织物构造和其他过滤介质,以这种方式连接的织物构造的
用于过滤的多孔性以及自由的开放的面则绝不减小。相互熔化的构造机械地稳定得多并且关于压力损耗和污物接收能力与文首提及类型的未经烧结的过滤介质类似。
21.相比于刚性地并且板材状地实施的经烧结的金属丝织物构造,相互熔化粘接的构造还具有高程度的灵活性,这在过滤元件的力求的回流冲洗期间是有利的,因为各个织物层通过经由作为非织造材料的优选热塑性的过滤材料的逐点连接还具有一定的运动自由度并且在相互连接的织物之间的移入的污染物可以被较好地冲洗。
22.已经证实:经由过滤介质的各个彼此相邻的织物层之间的球状的、岛状的或簇状的连接部位产生热塑性的桥部,所述桥部在存在向织物上的载荷变换时关于过滤元件材料的沿一个方向要实施的过滤和沿相反方向要实施的回流冲洗具有缓冲作用。因此,这在现有技术中没有对应。
23.其他有利实施方式是其他从属权利要求的技术方案。
附图说明
24.下面借助实施例按照附图详细解释按照本发明的方法以及所属的过滤介质。在此,在原理性的并且不按比例的图中示出:
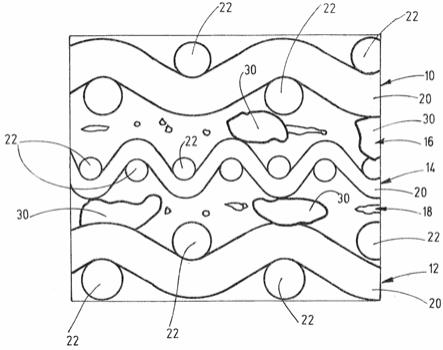
25.图1示出通过五层的过滤介质的剖视图的理想化形式,所述过滤介质的各个织物层通过岛状的或簇状的熔化位置相互连接;
26.图2出如在按照图1的过滤介质中使用的纺粘型非织造织物的局部的俯视图;并且
27.图3和图4出按照图1的过滤介质的局部的俯视图,其中,按照图2的纺粘型非织造织物放置到处于其下的金属丝织品上;一次在部分地未连接的状态中或一次在完全连接的熔化的状态中。
具体实施方式
28.图1以横截面的型式示出在使用五个层10、12以及14、16和18的情况下按照本发明的过滤介质的优选实施方式。所述图理想化,因为由于粘接部,在一定程度上五个层中的两个层在其最初的构造中这样不再存在。按照图1的过滤介质本身是三维的织物体,层10、12由经纱和纬纱20、22构造,反之,层16和18由纺粘型非织造织物构成。由经纱和纬纱20、22构成的织物层10、12优选在平纹织物中实施并且每个层10、12的各个丝20、22界定具有方形横截面的各个穿透部位24,如其示例性地在图3和图4中对于沿朝图1的视向观察的下面的层12中描绘。特别是在本实施方式中,织物过滤层10与织物层12相同地构造。实际的、引起过滤的过滤织物层14与所提到的经纱和纬纱层10、12有所区别,因为这个过滤织物层作为所谓的过滤条带构成,其中,各个丝线20、22不是构成具有自由的。方形的开口横截面的穿透部位,而是相反丝线20、22这样邻接地实施,使得流体在织物丝20、22上进行多次换向。在这里,在两个相邻的丝线的相叠的区域中通过丝换向产生一种三维的过滤气孔,所述过滤气孔通过在熔化的状态中的相邻的纺粘型或熔焊性非织造织物不流体密封地封闭。
29.在层10与层14以及层14与层12之间引入的纺粘型非织造织物层16、18同样设计为三维的面。这样的形式为层16、18的纺粘型非织造织物基本已知并且构成由单个丝26构成的纺织的面状产物。丝26直接在产生和预伸展之后被放到输送带上并且在此被压缩。在这里,丝26由于还存在的软化(热塑性特性)而加固并且构成纺粘型非织造织物,所述加固也
利用化学的结合剂或通过所谓的缝合实现(wikipedia,维基百科)。用于纺粘型非织造织物的在图2中示出的各个丝26在其之间界定具有变化的自由的通过横截面的另外的穿透部位28。
30.在按照图1的过滤介质的示出的五层的构造中,沿朝图1的视向观察在最上面设置的织物层10是所谓的具有单线的方形网孔织物,所述单线优选具有在0.15mm至0.25mm的范围内的线规,用于构成穿透部位24的相应的网孔处于100μm至600μm之间。该第一织物层10的主要功能是支撑并且稳定敏感的中间的过滤织物层14,所述过滤织物层优选构造为“光滑的条带”。所述说明仅是示例性的并且原则上具有类似的厚度/材料厚度以及开放的过滤面积或网孔的其他织物类型也可以承担这个任务。特定的方形网孔特别是在经打褶的过滤介质构造中允许良好的可折叠性,在回流冲洗过滤装置内部的所谓的光滑筛篮中使用时也可以使用方形网孔织物。取代示出的织物,金属板网、焊接栅格、微筛或间隙筛(全部未示出)也可以承担相应的任务。在本实施例中,在图1中观察最下面的织物层12与第一层10是相同的,然而这不是强制的。
31.中间的织物过滤层14是所谓的具有例如60μm的过滤器细度的条带织物。链20的线规在这里示例性地处于0.135mm并且纬织物22的线规处于0.09mm。对应的条带织物是层构造10、12、14内部的最精细的织物过滤层并且以其过滤器细度确定总净化功率。此外,所述对应的条带织物以其穿透部位24确定用于按照图1的五层的过滤介质的几乎全部的流动阻力。在通常的结构型式的回流冲洗过滤器中由于光滑的条带织物的良好的回流冲洗特性使用光滑的条带织物,所述条带织物具有小于100μm的过滤器细度、优选20μm至60μm之间的过滤器细度。用于经纱20和纬纱22的线规在这样的条带织物中典型地处于30μm至140μm的数量级。
32.纺粘型非织造织物过滤层16、18通常在大约5至40克每平方米的单位面积重量和0.25mm的非织造织物厚度时由于具有大约20μm至40μm的丝或纤维直径的聚酰胺构造,这产生80%的多孔性。然而,在本实施例中优选使用共聚酰胺基无纺织物,其具有120℃至135℃之间的熔化范围和在160
°
度时平均30g/10分钟的mfi值。对于按照本发明的制造方法必需的粘接部温度处于140℃至160℃。在需要时,也可以使用用于纺粘型非织造织物层16、18的其他热塑性塑料、例如聚酯或聚烯烃材料。按照纺粘型非织造织物材料的选择,完成的过滤介质的材料耐久性或化学耐久性也可以与实际中的相应要求相适配,所有层10、12、14、16和18对于元件材料的总过滤性能执行其份额。
33.按照本发明的制造方法现在的特征在于,各个层10、12、14、16和18按照根据图1的图示以其分别三维的面延伸如示出的那样堆叠。通过纺粘型非织造织物材料在所提到的温度140℃至160℃的对应熔化,在图2中示出的各个连续的丝26断开,并且由于塑料材料的表面张力,丝26收缩成岛状的或簇状的接触部位30并且根据按照图1的图示仅还存在各个彼此分开的剩余丝32。对各个层之间的对应的熔化连接的制造在压力下发生,其方式是,例如压机或折叠机的部件在加热过程期间作用到上面的和/或下面的织物层10、12上(未示出)。特别是在使用用于给过滤介质打褶的通常的折叠机中,层接合过程能够连续地实施。
34.特别是图3和图4示出:按照图2的丝材料如何首先仅放置到下面的织物层12上(参见图3),以便然后在接着的热过程中在撕开丝26的情况下构成簇状的接触部位30(参见图4)。经由以用于纺粘型非织造织物层16、18的材料输入形式的熔化粘合剂的量以及在用于
经打褶的过滤介质的折叠过程中的压紧力,能够调节总体结构的多孔性。因为非织造织物过滤层16、18基于所提到的热塑性塑料并且在与对金属丝织品的烧结相比低的单位面积重量时仅需要小的使用温度,对这样的织物构造的制造如示例性地在图1中示出的那样证明是因此较少耗能的并且这里成本低非常多的。对各个织物的压延对于粘接是不必需的,由此以中间的过滤层14形式的精细织物的开放的面被最大程度保留。这在这里节省其他工作步骤和又节省对应的费用。
35.粘接的在这里提及的过程原则上可以连续地在折叠机(未示出)中直接在用于经打褶的过滤垫的折叠过程之后进行。这是可能的,因为具有200℃以下的温度是相对低的并且不需要保护气体氛围。对在这里打褶的网包(meshpack)作为具有稳定的折叠部的过滤介质的制造然后在一定程度上在一个工作步骤中进行;即织物被折叠并且所生产的网包直接在折叠刀具后面通过附带加热被加热。这具有如下优点,即,在热胶粘过程期间,必需的压力也可以在连接过程期间持久地施加到织物层上并且因此各个织物层可以相互进入定义的结合。
36.因为对各个织物层的粘接首先直接在折叠的换向之后进行,所以能够以这种方式对各个织物层无问题地打褶。在这里,实际上排除折叠断裂的危险,因为各个层10、12、14、16、18在折叠过程期间还足够地具有运动自由度。
37.织物层10、12、14借助于形式为层16、18的热塑性的纺粘型非织造织物的粘接能实现以相对小的材料使用和空间需求对机械稳定的织物构造的制造。支撑的织物层原则上可以较薄地选择,由此在折叠织物时在相同的空间上可以安放更多的过滤材料,这又提高总过滤仪器的功率密度,或者说在预定的功率时,相应的过滤仪器可以比已知的解决方案对应地几何结构较小地构造。
38.按照一种未详细示出的实施方式,附加地存在如下可能性:为在图5中在最上面和最下面示出的作为排水起作用的织物层10、12设有附加的保护层和支撑层。除了附加的栅格或带孔板材,也可以为此使用在外周侧延伸的、螺旋形的螺旋线,如示例性地在de10220273a1中示出的那样。
39.按照图1的五层的构造对于按照本发明的方法解决方案的实施方案不是强制的。因此,也可以制造具有多于五层的构造;但优选的也是具有仅三层的过滤介质。但已经足够的是:也许作为用于在本发明的意义内的较复杂的过滤介质的前体将仅一个织物过滤层与一个非织造织物过滤层如陈述的那样连接。这样制造的过滤介质可以面状地或经打褶地设立成空心柱体(未示出),以便然后在端侧设有端盖或其他封闭部件,产生独立的可交易的过滤元件(未示出)。按照方法制造的过滤元件材料或过滤元件作为回流冲洗元件特别是设置用于在回流冲洗过滤装置中使用并且特别适用于低粘度的流体的固液分离。除了在水过滤中的回流冲洗过滤器应用,所述技术也能在用于润滑油过滤的回流冲洗过滤器中、特别是在大功率马达中使用。
40.作为可良好使用的面状产物,具有8g/m2的单位面积重量和大约130℃至140℃的熔化温度的聚酰胺材料的纺粘型非织造织物证实为是可行的。对应地,用于接合的熔化持续时间为大约15分钟,从而在低熔点时实现短的熔化持续时间。特别是在此证实:在期望的范围内,经熔焊的纺粘非织造织物在希望的范围内收缩。
41.具有一种构造的多层的过滤介质在使用用于支撑织物的25μm的方形网孔织物(w
=0.25mm;d=0.2mm)的情况下证实为是特别有利的。跟随它是具有8g/m2的单位面积重量的聚酰胺纺粘型非织造织物并且随后嵌入精细过滤织物,例如以50μm的光滑的过滤条带的形式(网眼:72
×
380;经纱:112μm;纬织物线:73μm)。以所述顺序,然后又嵌入具有8g/m2的单位面积重量的聚酰胺纺粘型非织造织物并且随后又设置以方形网孔织物250μm(w=0.25mm;d=0.2mm)形式的支撑织物。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1