一种批量生产烤漆门快速喷漆设备的制作方法
1.本发明属于木门喷漆领域,尤其涉及一种批量生产烤漆门快速喷漆设备。
背景技术:
2.烤漆门,即喷漆后进烘房加温干燥工艺的油漆门板。其优点是色泽鲜艳,具有很强的视觉冲击力,表面光洁度好,易擦洗,防潮性能较好。烤漆门基材为密度板,表面经过八次喷烤进口漆(三底、三面、二光)高温烤制而成一种工艺,即喷漆后经过进烘房加温干燥的油漆处理基材门板。各种性能优秀的烤漆门因为其复杂的工艺在量产上收到很大的阻碍,尤其是烤漆门的喷漆环节,需要多次喷涂底漆、面漆、光漆。现在的烤漆门生产厂家大多使用人工进行喷漆,由于烤漆门的密度大,有很大的重量,在进行翻面上漆时十分的不方便。并且多次的独立喷漆很容易造成漆料的浪费,还会对工人的身体造成极大的危害。
技术实现要素:
3.本发明的目的是针对现有中技术存在的上述问题,提出了一种避能够便于翻转,并且能够进行多余漆料再利用的批量生产烤漆门快速喷漆设备。
4.为了实现上述目的,本发明采用以下技术方案:一种批量生产烤漆门快速喷漆设备,包括漆料收集底盘,所述漆料收集底盘两侧分别固定连接有侧板;所述漆料收集底盘上端前后头尾连接有两个喷漆组,每个所述喷漆组包括对称设置在所述漆料收集底盘上部的两个滑道组,所述滑道组内滑动设有两个门板夹具;所述漆料收集底盘中部还设漆料补喷部件,所述漆料补喷部件包括两个支撑杆,每个所述支撑杆两侧设有正面喷涂部件,一侧的所述支撑杆下端设有辅助翻转部件。
5.优选的,所述滑道组包括第一上部滑道,所述第一上部滑道位于所述支撑杆的左端,所述第一上部滑道下端设有第一下部滑道,所述第一下部滑道与所述侧板之间连接有多个支撑架,所述支撑杆的右端还设有第二上部滑道,所述第二上部滑道下侧设有第二下部滑道。
6.优选的,所述门板夹具包括两个第一滑动块,两个所述第一滑动块分别滑动设置在两侧的所述第一上部滑道与第一下部滑道之间,每个所述第一滑动块朝向最近的所述侧板的一侧中部设有卡接孔,两个所述第一滑动块之间固定连接有第一圆杆,第一圆杆上端中部设有长条形的第一卡位槽,所述第一圆杆上左右对称设有两个第二滑动块,所述第二滑动块上端内部伸入所述第一卡位槽内部,所述第二滑动块朝向最近的所述侧板的一侧转动连接有环形螺母,所述第一圆杆的完全设有螺纹,所述环形螺母与所述第一圆杆螺纹连接,两个所述门板夹具中的所述第二滑动块相对的一面固定连接有l形夹板。
7.优选的,所述正面喷涂部件包括两个漆料储存腔,所述漆料储存腔开设在所述支撑杆的上部,所述漆料储存腔两侧连通设有两个第一送料管,每一侧的两个所述漆料储存腔的第一送料管之间连接有喷料管,所述喷料管的下端设有多个第一喷料头。
8.优选的,所述漆料补喷部件包括两个第三滑动块,每个两个所述支撑杆相对的一
面中部对称开设有第一滑动槽,所述第三滑动块往复滑动在所述第一滑动槽内,所述第一滑动槽下端开设有有第一液压槽,所述第一液压槽内往复滑动设有第一液压块,所述第一液压块上端固定连接有第一滑动杆,所述第一滑动杆中部设有上下贯穿的第一液压道,所述第一滑动杆上端伸出所述第一液压槽,伸入至所第三滑动块内部,所述第三滑动块与所述第一滑动槽底壁之间连接有围绕所述第一滑动杆设置的第一弹簧,所述第一液压槽底部连通有第二液压道,所述第二液压道的末端设有第一单向阀,所述第一单向阀连通至所述漆料收集底盘,两个所述第三滑动块之间转动连接有门板翻转壳体。
9.优选的,所述门板翻转壳体两侧分别固定连接有第一转动块,每个所述第三滑动块朝向所述门板翻转壳体的一侧设有第一转动槽,所述第一转动块伸入至所述第一转动槽内,所述第一转动块与第一转动槽转动连接处设有扭簧,每个所述第一转动块伸入所述第三滑动块的一侧设有第二转动槽,所述第一滑动杆上端设有折形头,所述折形头与所述第二转动槽转动密封连接;所述门板翻转壳体内部设有空腔,所述门板翻转壳体后端设有漏漆口,所述第一转动块内部设有第三液压道,所述第三液压道连通至所述门板翻转壳体内部,所述第三液压道的末端设有第二单向阀,所述第二单向阀末端设有多个环绕所述空腔设置的第一喷漆道,所述第二单向阀末端还联通有纵向喷漆道,多个所述第一喷漆道与所述纵向喷漆道连通,每个所述第一喷漆道位于所述空腔的上下两端设有多个第一喷漆头,所述纵向喷漆道上沿所述门板翻转壳体的长度方向设有多个第二喷漆头,两条所述所述纵向喷漆道在所述门板翻转壳体的位于所述漏漆口的上下两端连通,连接部分的上下两端均匀分布设有多个第三喷漆头,所述门板翻转壳体朝向所述辅助翻转部件的一侧末端设有卡位圆柱。
10.优选的,所述第一上部滑道与第二上部滑道靠近所述门板翻转壳体一段缺失,所述第一上部滑道与第二上部滑道分别与两个所述喷料管的下端固定连接。
11.优选的,所述辅助翻转部件包括固定设置在左侧的所述支撑杆下端的第一安装块,所述第一安装块内部设有弧形滑道,所述第一安装块位于所述弧形滑道的上端设有两个第三转动槽,每个所述第三转动槽内转动连接有第一链轮,所述弧形滑道的中部上端转动连接有第二链轮,所述第二链轮的后端设有第一驱动电机,所述第二链轮与所述第一驱动电机的输出端固定连接,所述第二链轮与两个所述第一链轮上转动设置有链条,所述链条上均匀分布有多个卡位构件。
12.优选的,所述卡位构件包括固定设置在所述链条上的第一底座,所述第一底座上开设有第四转动槽,所述第四转动槽内转动设置有卡位爪,所述卡位爪与所述第四转动槽转动连接处设有扭簧,所述卡位爪后端被所述第四转动槽的后壁顶住。
13.优选的,前一个喷漆组的第二上部滑道与后一个喷漆组的第一上部滑道连接,前一个喷漆组的第二下部滑道与后一个喷漆组的第一下部滑道连接。
14.有益效果:
15.1.本发明相比于现有技术,门板夹具在能够对门板稳定夹持的同时,在夹具与轨道脱离时也能够持续夹持在门板上,为后续进入门板翻转壳体内补漆,留出喷漆的空间,不会使得门板直接贴到喷漆口上影响补漆。
16.2.门板翻转壳体利用门板的自重进行初步翻转,无需大量的人力进行翻转,并且,利用门板的重量下压时,将底部的漆料压上进行门板侧面以及底面的喷涂,不仅节省能源,
还减少了漆料的浪费,加快了烤漆门生产的效率。
17.3.门板在在门板翻转壳体内翻转至极限转态时,卡位爪能够在与卡位圆柱接触后,将卡位圆柱卡住,从而阻止门板翻转壳体在扭簧作用下直接复位,辅助进行门板的翻转。并且,卡位爪将门板翻转壳体卡住时,保持门板翻转壳体倾斜的状态,将漆料补喷后多余的漆料更好的排回到漆料收集底盘内。
18.4.整体的门板喷漆都在两个侧板内部,人站在侧板外部用铁棍辅助操作,喷漆过程对人的危害大大降低。
附图说明
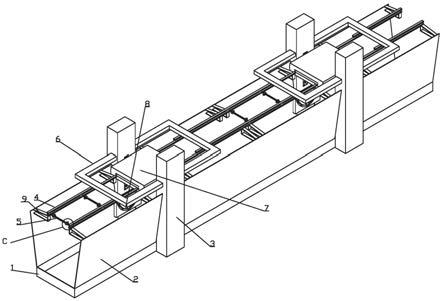
19.图1为本发明立体图;
20.图2为本发明俯视图;
21.图3为本发明主视图;
22.图4为图1中c处局部放大图;
23.图5图2中d处局部放大图;
24.图6为图2中a
‑
a处剖视图;
25.图7为图6中g处局部放大图;
26.图8为图3中b
‑
b处剖视图;
27.图9为图8中e处局部放大图;
28.图10为图8中f处局部放大图。
29.图中:漆料收集底盘1、侧板2、滑道组4、门板夹具5、漆料补喷部件3、正面喷涂部件6、辅助翻转部件8、第一上部滑道401、第一下部滑道402、支撑架9、第二上部滑道403、第二下部滑道404、第一滑动块501、卡接孔502、第一圆杆505、第一卡位槽503、第二滑动块506、环形螺母504、l形夹板507、漆料储存腔601、第一送料管602、喷料管603、第一喷料头604、第三滑动块310、第一滑动槽307、第一液压槽302、第一液压块305、第一滑动杆308、第一液压道306、第一弹簧309、第二液压道303、第一单向阀304、门板翻转壳体7、第一转动块312、第一转动槽329、第二转动槽330、折形头311、空腔332、漏漆口333、第三液压道331、第二单向阀327、第一喷漆道314、纵向喷漆道315、第一喷漆头316、第二喷漆头317、第三喷漆头321、卡位圆柱334、第一安装块801、弧形滑道807、第三转动槽808、第一链轮802、第二链轮808、第一驱动电机807、链条803、第一底座804、第四转动槽805、卡位爪806。
具体实施方式
30.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
31.在本发明的描述中,需要说明的是,术语“内”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
32.结合图1
‑
10,一种批量生产烤漆门快速喷漆设备,包括漆料收集底盘1,漆料收集
底盘1两侧分别固定连接有侧板2;漆料收集底盘1上端前后头尾连接有两个喷漆组,每个喷漆组包括对称设置在漆料收集底盘1上部的两个滑道组4,滑道组内滑动设有两个门板夹具5;漆料收集底盘1中部还设漆料补喷部件3,漆料补喷部件3包括两个支撑杆301,每个支撑杆301两侧设有正面喷涂部件6,一侧的支撑杆301下端设有辅助翻转部件8。
33.滑道组4包括第一上部滑道401,第一上部滑道401位于支撑杆301的左端,第一上部滑道下端设有第一下部滑道402,第一下部滑道402与侧板2之间连接有多个支撑架9,支撑杆301的右端还设有第二上部滑道403,第二上部滑道403下侧设有第二下部滑道404。第一上部滑道401、第一下部滑道402、第二上部滑道403及第二下部滑道404在可根据需求延伸长度。
34.门板夹具5包括两个第一滑动块501,两个第一滑动块501分别滑动设置在两侧的第一上部滑道401与第一下部滑道402之间,每个第一滑动块501朝向最近的侧板2的一侧中部设有卡接孔502,两个第一滑动块501之间固定连接有第一圆杆505,第一圆杆505上端中部设有长条形的第一卡位槽503,第一圆杆505上左右对称设有两个第二滑动块506,第二滑动块506上端内部伸入第一卡位槽503内部,第二滑动块506朝向最近的侧板2的一侧转动连接有环形螺母504,第一圆杆505的完全设有螺纹,环形螺母504与第一圆杆505螺纹连接,两个门板夹具5中的第二滑动块506相对的一面固定连接有l形夹板507。
35.正面喷涂部件6包括两个漆料储存腔601,漆料储存腔601开设在支撑杆301的上部,漆料储存腔两侧连通设有两个第一送料管602,每一侧的两个漆料储存腔601的第一送料管602之间连接有喷料管603,喷料管603的下端设有多个第一喷料头604。
36.漆料补喷部件3包括两个第三滑动块310,每个两个支撑杆301相对的一面中部对称开设有第一滑动槽307,第三滑动块310往复滑动在第一滑动槽307内,第一滑动槽307下端开设有有第一液压槽302,第一液压槽302内往复滑动设有第一液压块305,第一液压块305上端固定连接有第一滑动杆308,第一滑动杆308中部设有上下贯穿的第一液压道306,第一滑动杆308上端伸出第一液压槽302,伸入至所第三滑动块310内部,第三滑动块310与第一滑动槽307底壁之间连接有围绕第一滑动杆308设置的第一弹簧309,第一液压槽302底部连通有第二液压道303,第二液压道303的末端设有第一单向阀304,第一单向阀304连通至漆料收集底盘1,两个第三滑动块310之间转动连接有门板翻转壳体7。
37.门板翻转壳体7两侧分别固定连接有第一转动块312,每个第三滑动块310朝向门板翻转壳体7的一侧设有第一转动槽329,第一转动块312伸入至第一转动槽329内,第一转动块312与第一转动槽329转动连接处设有扭簧,每个第一转动块312伸入第三滑动块310的一侧设有第二转动槽330,第一滑动杆308上端设有折形头311,折形头311与第二转动槽330转动密封连接;门板翻转壳体7内部设有空腔332,门板翻转壳体7后端设有漏漆口333,第一转动块312内部设有第三液压道331,第三液压道331连通至门板翻转壳体7内部,第三液压道331的末端设有第二单向阀327,第二单向阀327末端设有多个环绕空腔332设置的第一喷漆道314,第二单向阀327末端还联通有纵向喷漆道315,多个第一喷漆道314与纵向喷漆道315连通,每个第一喷漆道314位于空腔332的上下两端设有多个第一喷漆头316,纵向喷漆道314上沿门板翻转壳体7的长度方向设有多个第二喷漆头317,两条纵向喷漆道315在门板翻转壳体7的位于漏漆口333的上下两端连通,连接部分的上下两端均匀分布设有多个第三喷漆头321,门板翻转壳体7朝向辅助翻转部件8的一侧末端设有卡位圆柱334。
38.第一上部滑道401与第二上部滑道403靠近门板翻转壳体7一段缺失,第一上部滑道401与第二上部滑道403分别与两个喷料管603的下端固定连接。
39.辅助翻转部件8包括固定设置在左侧的支撑杆301下端的第一安装块801,第一安装块801内部设有弧形滑道807,第一安装块801位于弧形滑道809的上端设有两个第三转动槽808,每个第三转动槽808内转动连接有第一链轮802,弧形滑道807的中部上端转动连接有第二链轮808,第二链轮808的后端设有第一驱动电机807,第二链轮808与第一驱动电机807的输出端固定连接,第二链轮808与两个第一链轮802上转动设置有链条803,链条803上均匀分布有多个卡位构件。
40.卡位构件包括固定设置在链条803上的第一底座804,第一底座804上开设有第四转动槽805,第四转动槽805内转动设置有卡位爪806,卡位爪806与第四转动槽805转动连接处设有扭簧,卡位爪806后端被所述第四转动槽805的后壁顶住。
41.前一个喷漆组的第二上部滑道403与后一个喷漆组的第一上部滑道401连接,前一个喷漆组的第二下部滑道404与后一个喷漆组的第一下部滑道402连接。
42.工作原理:
43.第一结合图1及图4,将两块门板固定到两个门板夹具5上,先反向转动四个环形螺母504,使两个第二滑动块506之间的距离与门板之间的距离相当。将门板的四个角放置到四个l形夹板507的四个角上分别拧动四个环形螺母504,直至两侧的门板夹具5都将门板夹紧。然后人移动至侧板2的侧边,用一根铁棍插入外侧的第一滑动块内的卡接孔502,推动门板前进。
44.结合图8,在加工前先向漆料储存腔601内注满漆料,促使其通过两侧的第一送料管602进入到两个喷料管603内,然后通过多个第一喷料头604喷出,该部分为现有技术,喷料所用的泵机等不多加以赘述。门板的上端面经过前侧额的第一喷料头604后,完成上端面喷漆。
45.结合图6、图8与图10,,门板继续移动,进入到门板翻转壳体7的空腔332内部,有一个压动门板翻转壳体7翻转的趋势,此时,由于前侧的门板夹具5受到两个第一上部滑道401的限制,无法完全施加力到门板翻转壳体7上,直至门板被向前推动,移动到第一上部滑道401的末端,与第一上部滑道401脱离,此时门板大半部分进入到门板翻转壳体7的内部,在门板重力的压动作用下,向下压下门板翻转壳体7的同时,由于门板的中心位于第一转动块312的右侧,压动门板翻转壳体7向下移动的同时,迫使门板翻转壳体7进行翻转,门板翻转壳体7带动两侧的第三滑动块310向下移动,第三滑动块310压动第一滑动杆308向下移动,压缩第一弹簧309,第一滑动杆308带动第一液压块305在第一液压槽302内向下移动,将第一液压槽302内的原来喷漆过程中流入到漆料收集底盘1内的油漆向上挤入到第一液压道306内,油漆通过第一液压道306进入到折形头311内,再经过第一转动块内的第三液压道331,通过第二单向阀327,进入到第一喷漆道314、纵向喷漆道315内,在第一液压块305向下压的压力下,将油漆从第一喷漆头316、第二喷漆头317、第三喷漆头321中挤压喷出,对门板的正反面,进入到门板翻转壳体7内的两个侧面,以及进入到门板翻转壳体7内的底面进行油漆的补喷。此时因为门板两侧有第一滑动块501的支撑,每一个面都会与门板翻转壳体7的内部腔表面留下间隙,方便喷漆。
46.当门板翻转壳体7内的门板补喷结束后,多余的漆料随着门板带着门板翻转壳体7
转动至接近竖直状态的过程中,倾斜状态下将油漆从漏漆口333甩出。
47.结合图6,门板的重力带动门板翻转壳体7转动下压的过程中,门板翻转壳体7的卡位圆柱334进入到弧形滑道807内,在与一个卡位爪806接触后,推动卡位爪806在第四转动槽805内转动,等到卡位圆柱越过卡位爪806后,当门板翻转壳体7在扭簧作用下想要复位时,被卡位爪806卡住。此时启动第一驱动电机807,带动第二链轮808转动,从而带动链条803转动,卡位爪806卡着卡位圆柱334,带动门板翻转壳体7进一步的旋转。直至门板的上侧翻转至接近第二下部轨道404,此时,人将铁棍插入外侧的第一滑动块内的卡接孔502,继续协助门板的翻转,因为此时铁棍插入露在外侧的第一滑动块501的卡接孔502内,迫使门板翻转时为长利弊,门板的重心为短力臂处,人带动门板进行最后的翻转不会很费力。当门板夹具5的两个第一滑动块501与第二下部轨道404接触后,门板对第三滑动块310的压力减轻,第三滑动块310慢慢回弹,带动门板上升,同时,人持铁棍将门板往门板翻转壳体7外部拖拽,第三滑动块310进一步上升,直到门板完全脱离出门板翻转壳体7,进入到第二下部轨道404与第二上部轨道403之间。门板翻转壳体7失去门板阻力,在扭簧作用下复位,门板继续前移,进入下一个喷漆组,进行另一面以及侧面,底面的喷漆。
48.本设备可根据底漆、面漆、光漆三种漆料的不同设置三组,当门板全面喷漆完进入烤漆门烤漆后,根据下一步需要喷漆的种类选择设备,实现烤漆门的漆料重复利用,并且不同漆料不会混合,使得烤漆门能够实现批量化生产,节约成本和人力资源。
49.以上所述仅为本发明的实施例,并非因此限制本发明的专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1