一种用于圆筒形钢结构构件的上漆设备及方法与流程
1.本申请涉及钢结构上漆设备的领域,尤其是涉及一种用于圆筒形钢结构构件的上漆设备及方法。
背景技术:
2.钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一。结构主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺。各构件或部件之间通常采用焊缝、螺栓或铆钉连接。因其自重较轻,且施工简便,广泛应用于大型厂房、场馆、超高层等领域。
3.相关的公告号为cn111229493a的中国发明专利,其公开了一种钢结构上漆线,包括两侧开口的上漆箱,上漆箱内的顶部设置有滑轨和安装在滑轨上的若干夹具,上漆箱的两侧均设置有处理组;处理组包括辊磨机构和位于辊磨机构一侧的上漆机构,辊磨机构包括若干由驱动件驱动的打磨辊;上漆机构包括开设在上漆箱上的人孔,人孔两侧分别设置有第一支撑板和第二支撑板,第一支撑板上安装有上漆组件,上漆组件朝向上漆箱的中部,第二支撑板上转动安装有若干喷气组件。
4.针对上述中的相关技术,发明人认为圆筒形的构件是钢结构的主要构件之一,相关的上漆设备主要适用于板形钢结构构件上漆作业,不便于对圆筒形的钢结构构件进行上漆作业。
技术实现要素:
5.为了改善相关上漆设备对圆筒形钢结构构件的上漆作业不便的问题,本申请提供一种用于圆筒形钢结构构件的上漆设备及方法。
6.本申请提供的一种用于圆筒形钢结构构件的上漆设备采用如下的技术方案:一种用于圆筒形钢结构构件的上漆设备,包括输送装置、夹持装置以及上漆装置,所述夹持装置安装在输送装置上,所述输送装置用于带动夹持装置朝向上漆装置移动,所述夹持装置包括安装底座、第一轴承座、第二轴承座、第一卡盘、第二卡盘和驱动组件,所述第一轴承座固定在安装底座上,所述第二轴承座和安装底座之间设置有调节组件,所述第二轴承座通过调节组件与安装底座相对固定,所述调节组件用于调节第二轴承座至第一轴承座之间的距离,所述第一卡盘转动安装在第一轴承座上,所述第二卡盘转动安装在第一轴承座上,所述第一卡盘和第二卡盘的转动轴线共直线,所述驱动组件与第一卡盘连接,所述驱动组件用于带动第一卡盘转动,所述上漆装置包括上漆箱体、储漆箱体和若干漆雾喷枪,所述输送装置从上漆箱体内穿过,若干所述漆雾喷枪通过管道与储漆箱体连通。
7.通过采用上述技术方案,将圆柱形钢结构构件安装夹持在第一卡盘和第二卡盘之间,输送装置将夹持装置以及夹持装置上的钢结构构件运输到上漆装置处,漆雾喷枪抽吸储漆箱体内的油漆并将其喷洒在钢结构构件上,同时,驱动组件通过带动第一卡盘,继而带动钢结构构件转动,从而漆雾喷枪对杆结构构件的外周面进行全面喷漆作业,进而方便对
圆筒形钢结构构件的表面进行喷漆作业。
8.可选的,所述驱动组件包括蜗轮转盘、蜗杆和转动电机,所述蜗轮转盘与第一卡盘固定连接,所述蜗轮转盘与第一卡盘之间共轴线,所述蜗杆与蜗轮转盘相啮合,所述转动电机的输出端与蜗杆固定连接,所述转动电机固定在安装底座上。
9.通过采用上述技术方案,转动电机启动并带动蜗杆转动,蜗杆带动与蜗杆啮合的蜗轮转盘转动,蜗轮转盘带动第一卡盘转动,从而实现夹持在第一卡盘和第二卡盘之间的钢结构构件的转动,进而方便该上漆装置对钢结构构件的周面进行全面的喷漆作业,使得喷漆更加均匀,提高喷漆效果。
10.可选的,所述调节组件包括调节螺杆、连接螺母和调节电机,所述安装底座上开设有滑移槽,所述滑移槽位于第一轴承座和第二轴承座之间,所述调节螺杆转动穿设于安装底座的滑移槽内,所述连接螺母滑动连接于滑移槽内,所述第二轴承座与连接螺母固定连接,所述调节螺杆贯穿所述连接螺母且与连接螺母螺纹连接,所述调节螺杆轴向的一端穿出安装底座并与调节电机的输出端固定连接。
11.通过采用上述技术方案,调节电机启动并带动调节螺杆转动,调节螺杆带动连接螺母沿滑移槽进行移动,继而连接螺母带动第二轴承座以及转动安装于第二轴承座上的第二卡盘移动,从而实现第一卡盘和第二卡盘之间距离的调整。一方面,便于钢结构构件的安装夹持,另一方面,提高该夹持装置对不同长度的钢结构构件的适用性。
12.可选的,所述第一轴承座和第二轴承座之间设置有柔性挡板,所述柔性挡板位于安装底座的滑移槽的顶部,所述柔性挡板长度方向的两端分别于第一轴承座和第二轴承座固定连接,所述柔性挡板沿长度方向的截面形状为锯齿形。
13.通过采用上述技术方案,由于油漆进入滑移槽内容易对调节组件的传动造成不利影响。柔性挡板的设置,对油漆进行阻挡,使得油漆不易滴落进入到滑移槽内,保障调节组件的良好运行。柔性挡板长度方向的截面形状为锯齿形,使得柔性挡板均有良好的伸缩性能,不易对第二轴承座的移动造成干涉。
14.可选的,所述储漆箱体包括底漆箱和面漆箱,若干所述漆雾喷枪包括若干底漆喷枪和若干面漆喷枪,各所述底漆喷枪通过管道与底漆箱连通,各所述面漆喷枪通过管道与面漆箱连通。
15.通过采用上述技术方案,为了使得喷涂在钢结构构件表面的油漆具有良好的附着性和防腐防锈性能,钢结构构件的表面需要喷涂底漆和面漆两层油漆。底漆喷漆抽吸底漆箱内的油漆对钢结构表面喷涂一层底漆,面漆喷枪抽吸面漆箱内的油漆对钢结构表面喷涂一层面漆,使得该上漆设备具有喷涂底漆和面漆的双重功能,实用性更好,且有效提高对钢结构构件的喷漆效果。
16.可选的,所述储漆箱体内安装有绞龙组件,所述绞龙组件用于对储漆箱体内的油漆进行搅拌。
17.通过采用上述技术方案,绞龙组件对储漆箱体内的油漆进行搅拌,使得储漆箱体内的油漆处于均匀混合的状态,不易凝固或沉降,提高对钢结构构件的喷漆效果。
18.可选的,所述上漆箱体上设置有风干组件,所述风干组件包括移动机构和安装在移动机构上的风扇,所述移动机构安装在上漆箱体的内侧壁上,所述移动机构用于带动用于风扇在上漆箱体的长度方向上往复移动。
19.通过采用上述技术方案,上漆装置对钢结构构件表面喷涂油漆后,风干组件对钢结构构件表面进行吹风干燥,加快钢结构构件表面油漆的凝固速度,使得油漆快速附着在钢结构构件的表面。
20.本申请还提供的一种应用上漆设备的方法采用如下的技术方案:一种应用上漆设备的方法,包括以下步骤:s1、表面预处理:在进行喷漆前去除圆筒形钢结构构件表面的油渍或铁锈等异物;s2、装夹构件:将圆筒形钢结构构件安装夹持在第一卡盘和第二卡盘之间;s3、涂底漆:输送装置带动安装底座朝向上漆箱体内部移动;驱动组件通过第一卡盘体转动,带动钢结构构件持续转动;钢结构进入上漆箱体时,底漆喷枪抽吸底漆箱体内的油漆并将其喷洒在夹持装置上的钢结构构件上,直至钢结构构件表面涂覆一层底漆;s4、干燥:风干组件启动,对钢结构构件上的底漆进行风干,直至底漆凝固附着在钢结构构件的表面;s5、涂面漆:面漆喷枪抽吸面漆箱体内的油漆并将其喷洒在夹持装置上的钢结构构件上,直至钢结构构件表面涂覆一层面漆;s6、再次干燥:风干组件再次启动,对钢结构构件上的面漆进行风干,直至面漆凝固附着在钢结构构件的表面;s7、涂装质量检验:输送装置将钢结构构件从上漆箱体内输送出来,对钢结构构件表面喷涂的油漆效果进行检测。
21.通过采用上述技术方案,简化圆筒形钢结构构件的上漆作业步骤,使得钢结构构件的底漆和面漆的喷漆作业,在上漆设备中一次性完成。提高喷漆效果,油漆更好的附着在钢结构构件的表面。缩短上漆作业时间,提高喷漆效率。
22.可选的,所述表面预处理包括以下步骤:a、除尘:去除钢结构构件表面的灰尘浮土等异物;b、除油:通过出油剂去除钢结构构件表面的油污;c、除锈:通过喷砂去除钢结构构件表面的锈迹、氧化皮、焊渣等异物。
23.通过采用上述技术方案,在进行喷漆前去除钢结构构件表面的油渍或铁锈等异物,以提高钢结构构件表面与涂层的附着力,使得整个涂装体系具有良好的防腐蚀性能,通过喷丸去除钢结构构件表面的锈迹、附着的氧化皮等,并可以使得钢结构构件表面得到加强,消除残余应力。
24.综上所述,本申请包括以下至少一种有益技术效果:1.通过本申请的上漆设备,方便对圆筒形钢结构构件的表面进行喷漆作业,提高对钢结构构件的喷漆效果;2.通过设置调节组件,便于钢结构构件的安装夹持,并提高该夹持装置对不同长度的钢结构构件的适用性;3.通过设置风干组件,加快钢结构构件表面油漆的凝固速度,使得油漆快速附着在钢结构构件的表面。
附图说明
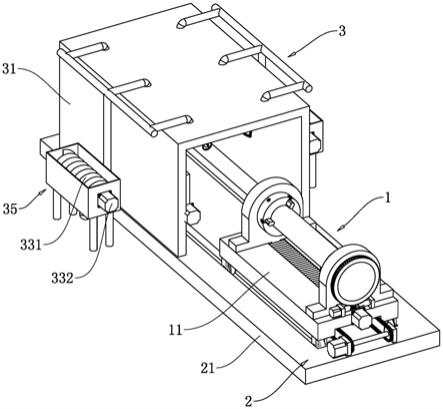
25.图1是本申请实施例的一种用于圆筒形钢结构构件的上漆设备的整体结构示意
图。
26.图2是本申请实施例的一种用于圆筒形钢结构构件的上漆设备的俯视图。
27.图3是本申请实施例的一种用于圆筒形钢结构构件的上漆设备中夹持装置和输送装置的局部结构图。
28.图4是本申请实施例的一种用于圆筒形钢结构构件的上漆设备中上漆装置的局部结构示意图。
29.附图标记说明:1、夹持装置;11、安装底座;111、滑移槽;12、第一轴承座;13、第二轴承座;14、第一卡盘;15、第二卡盘;16、柔性挡板;17、滚轮;18、调节组件;181、调节螺杆;182、连接螺母;183、调节电机;19、驱动组件;191、蜗轮转盘;192、蜗杆;193、转动电机;2、输送装置;21、底板;211、输送导轨;22、输送电机;23、主动传动轴;24、从动传动轴;25、输送链条;26、输送链轮;3、上漆装置;31、上漆箱体;32、漆雾喷枪;321、底漆喷枪;322、面漆喷枪;33、绞龙组件;331、绞龙杆;332、搅拌电机;34、风干组件;341、安装柱;342、导杆;343、移动螺杆;344、导块;345、连接块;346、连接板;347、风扇;35、储漆箱体;351、底漆箱;352、面漆箱。
具体实施方式
30.以下结合附图1
‑
4对本申请作进一步详细说明。
31.本申请实施例公开一种用于圆筒形钢结构构件的上漆设备。参照图1和图2,一种用于圆筒形钢结构构件的上漆设备包括输送装置2、夹持装置1以及上漆装置3。持装置用于装夹固定圆筒形钢结构构件,输送装置2与夹持装置1连接,输送装置2用于带动夹持装置1朝向上漆装置3移动,上漆装置3用于对钢结构构件进行喷漆作业。
32.参照图1和图3,夹持装置1包括安装底座11、第一轴承座12、第二轴承座13、第一卡盘14和第二卡盘15。第一轴承座12通过螺栓固定在安装底座11上。第二轴承座13与第一轴承座12相对设置,第二轴承座13位于安装底座11靠近上漆装置3的一端,第二轴承座13和安装底座11之间设置有调节组件18,调节组件18用于调整第二轴承座13至第一轴承座12之间的距离,第二轴承座13通过调节组件18相对固定在安装底座11上。第一卡盘14穿设在第一轴承座12内,第一卡盘14通过轴承转动安装于第一轴承座12内。第二卡盘15穿设在第二轴承座13内,第二卡盘15通过轴承转动安装于第二轴承座13内。钢结构构件安装在夹持装置1上时,工作人员将钢结构构件水平吊运到第一卡盘14和第二卡盘15之间,之后,通过调节组件18调整第一卡盘14和第二卡盘15之间的距离,使得第一卡盘14和第二卡盘15上的卡爪能够夹紧钢结构构件。
33.参照图3,调节组件18包括调节螺杆181、连接螺母182和调节电机183。安装底座11的顶壁沿其自身长度方向上开设有滑移槽111,连接螺母182滑动连接于滑移槽111内,调节螺杆181转动穿设于安装底座11的滑移槽111内,且调节螺杆181贯穿连接螺母182,调节螺杆181与连接螺母182螺纹连接。调节螺杆181的一端穿出安装底座11并与调节电机183的输出端固定连接,调节电机183通过螺栓固定在安装底座11的侧壁上。调节电机183启动并带动调节螺杆181转动,调节螺杆181带动连接螺母182在滑移槽111内进行滑动,进而使得第二轴承座13沿滑移槽111进行移动,实现第二轴承座13和第一轴承座12之间距离的调节。
34.参照图2和图3,为了使得油漆不易进而到滑移槽111内,保障调节组件18的良好运
行,安装底座11的滑移槽111的顶部安装有柔性挡板16。该柔性挡板16由橡胶材质制成,柔性挡板16的长度方向的一端与第一轴承座12固定连接,柔性挡板16的另一端与第二轴承座13连接。柔性挡板16沿长度方向的截面形状为锯齿形,使得柔性挡板16具有良好的伸缩性能。
35.参照图3,夹持装置1还包括驱动组件19,驱动组件19用于带动安装在夹持装置1上的钢结构构件沿自身轴线转动。驱动组件19包括蜗轮转盘191、蜗杆192和转动电机193。蜗轮转盘191通过螺栓固定在第一卡盘14远离第二卡盘15的一端。蜗杆192位于蜗轮转盘191靠近安装底座11的一侧,且蜗杆192与蜗轮转盘191相啮合。蜗杆192轴向的一端与转动电机193的输出端固定连接,转动电机193则通过螺栓固定安装底座11上。转动电机193启动并带动蜗杆192转动,蜗杆192带动与蜗杆192相啮合的蜗轮转盘191转动,继而蜗轮转盘191带动第一卡盘14转动,第一卡盘14则带动固定在第一卡盘14和第二卡盘15之间的钢结构构件转动,从而便于对钢结构构件的外周面进行上漆作业。
36.参照图2和图3,输送装置2包括底板21、输送电机22、主动传动轴23、从动传动轴24以及两个输送链条25。底板21沿自身长度方向上开设有两条相互平行的输送导轨211,安装底座11的底部的两侧安装有若干滚轮17,各滚轮17位于相应的输送导轨211内。主动传动轴23位于夹持装置1远离上漆装置3的一端,且主动传动轴23转动安装在底板21上,主动传动轴23轴向的一端与输送电机22的输出端固定连接。从动传动轴24位于上漆装置3远离夹持装置1的一端,且从动传动轴24转动安装于底板21上。主动传动轴23和从动传动轴24的轴向相互平行,主动传动轴23和从动传动轴24上均焊接固定有两个输送链轮26,两个输送链条25围绕在主动传动轴23和从动传动轴24上,且各输送链条25与相应的输送链轮26相互啮合。两个输送链条25从安装底座11的底部以及上漆装置3内穿过,且位于安装底座11底部的输送链条25与安装底座11之间固定连接。输送电机22驱动,带动主动传动轴23转动,使输送链轮26带动输送链条25移动,继而输送链条25带动安装底座11沿输送导轨211滚动,实现对夹持装置1的输送。
37.参照图1和图4,上漆装置3包括上漆箱体31、储漆箱体35和若干漆雾喷枪32。钢结构构件在上漆箱体31内进行喷漆作业。储漆箱体35包括底漆箱351和面漆箱352,底漆箱351和面漆箱352位于上漆箱体31长度方向的两侧,若干漆雾喷枪32包括若干底漆喷枪321和若干面漆喷枪322。各底漆喷枪321通过管道与底漆箱351内部连通,各面漆喷枪322通过管道与面漆箱352内部连通。若干底漆喷枪321和面漆喷枪322均安装于上漆箱体31内,若干底漆喷枪321和上漆喷枪沿上漆箱体31的长度方向均匀排布。当钢结构构件进入上漆箱体31内时,各底漆喷枪321和各面漆喷枪322位于钢结构构件的顶部,各底漆喷枪321和各面漆喷枪322相对设置,各底漆喷枪321与各面漆喷枪322与水平面的夹角为40
°‑
70
°
,本实施例中,各底漆喷枪321和各面漆喷枪322与水平面的夹角采用60
°
。本实施例中,漆雾喷枪32的喷嘴采用扇形喷嘴,使得喷射更具均匀且喷射的范围更广。
38.参照图1和图2,为了储漆箱体35内的油漆不易凝固,使得油漆内的成分更加均匀,在底漆箱351和面漆箱352内均安装有绞龙组件33,绞龙组件33用于储漆箱体35内的油漆进行搅拌。各绞龙组件33均包括叫绞龙杆331和搅拌电机332,各绞龙杆331转动安装于相应的底漆箱351和面漆箱352内,各铰接杆的一端穿出相应的底漆箱351和面漆箱352并与搅拌电机332的输出端固定连接,搅拌电机332则通过螺栓固定在相应的底漆箱351和面漆箱352
上。当搅拌电机332转动时,带动绞龙杆331转动,进而对储漆箱体35内的油漆进行搅拌混合。
39.参照图2和图4,上漆箱体31内安装有风干组件34,风干组件34用于对喷涂在钢结构构件表面的油漆进行风干。风干组件34包括风扇347和移动机构,移动机构安装在上漆箱体31的内侧壁上,移动机构包括焊接固定在上漆箱体31内壁上的两个安装柱341、导杆342、移动螺杆343和移动电机348。两个安装柱341相对平行设置,导杆342和移动螺杆343位于两个安装柱341之间,导杆342和移动螺杆343相互平行,导杆342的轴向的两端与各安装柱341焊接固定,移动螺杆343与各安装柱341转动连接,移动螺杆343轴向的一端穿出安装柱341并与移动电机348的输出端固定连接。导杆342上滑动套接有导块344,移动螺杆343上套设有连接块345,连接块345与移动螺杆343螺纹连接,导块344和连接块345之间焊接固定连接板346,风扇347通过螺栓固定在连接板346上。当移动电机348启动,带动移动螺杆343转动,移动螺杆343带动连接块345沿移动螺杆343的轴向移动,继而带动连接板346上的风扇347移动,风扇347转动吹风,对钢结构构件表面的油漆进行风干。
40.本申请实施例一种用于圆筒形钢结构构件的上漆设备的实施原理为:工作人员将钢结构构件安装夹持在夹持装置1上,输送装置2启动将夹持装置1以及夹持装置1上的钢结构构件输送至上漆箱体31内。驱动组件19启动,使得钢结构构件沿自身轴线缓慢转动。与此同时,上漆装置3启动,漆雾喷枪32将储漆箱体35内的油漆喷洒在钢结构构件的表面。随后,风干组件34启动,移动机构带动风扇347移动,风扇347对钢结构表面的油漆进行吹风干燥,使得油漆快速干燥附着在钢结构构件上。
41.本申请实施例还公开一种应用上漆设备的上漆方法。一种应用上漆设备的上漆方法包括以下步骤:s1、表面预处理:在进行喷漆前去除钢结构构件表面的油渍或铁锈等异物,以提高钢结构构件表面与涂层的附着力,使得整个涂装体系具有良好的防腐蚀性能。首先,先通过高压吹尘枪或抹布等工具清除钢结构构件表面的灰尘浮土等杂质。之后,通过汽油、煤油、弱碱液等除油剂去除钢结构构件表面的油污。最后,通过喷丸去除钢结构构件表面的锈迹、附着的氧化皮等,并可以使得钢结构构件表面得到加强,消除残余应力。
42.s2、装夹构件:将钢结构构件吊运到第一卡盘14和第二卡盘15之间;之后,通过调节组件18调整第一卡盘14和第二卡盘15之间的距离,使第一卡盘14和第二卡盘15上的卡爪夹紧钢结构构件。
43.s3、涂底漆:输送装置2带动夹持装置1以及安装在夹持装置1上的钢结构构件移动到上漆箱体31内。驱动组件19通过第一卡盘14体转动,带动钢结构构件持续转动。同时,底漆喷枪321抽吸底漆箱351内的油漆并将其喷洒在钢结构构件表面上,直至钢结构构件表面涂覆一层底漆。
44.s4、干燥:风干组件34启动,移动机构带动风扇347沿钢结构长度方向移动,风扇347对钢结构构件上的底漆进行吹风,直至底漆凝固附着在钢结构构件的表面。
45.s5、涂面漆:面漆喷枪322抽吸面漆箱352内的油漆并将其喷洒在夹持装置1上的钢结构构件上,直至钢结构构件表面涂覆一层面漆。
46.s6、再次干燥:风干组件34再次启动,对钢结构构件上的面漆进行风干,直至面漆凝固附着在钢结构构件的表面。
47.s7、涂装质量检验:输送装置2将钢结构构件从上漆箱体31内输送出来,对钢结构构件表面喷涂的油漆效果进行检查,检查漆膜厚度和颜色是否均匀一致,是否有龟裂、起皱、气泡、针孔等现象。
48.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1