一种胶带及其制备工艺的制作方法
1.本发明涉及胶带制备技术领域,更具体的说是一种胶带制备工艺。
背景技术:
2.公开号为111776804a的发明公开了一种胶带制备设备,包括装置支架、扎孔支架、装夹机构、限高机构、母带机构、扎孔机构、支撑机构、粘贴机构、挤压机构和涂胶机构,可以通过两个装夹机构对母带机构进行装夹,限高机构保证母带机构在运动时保证母带处于水平状态,扎孔机构对经过的母带进行扎孔,扎孔完成的母带经过支撑机构和粘贴机构,挤压机构对粘贴机构粘贴的胶带进行挤压,挤压区域的粘贴胶带被挤压粘贴在母带扎孔位置的两侧,经过粘贴机构的母带经过涂胶机构,涂胶机构对母带进行涂胶,涂胶完成的母带收纳在另一侧的母带筒上。该装置缺点是不能够对胶带进行弹性夹紧。
技术实现要素:
3.本发明的目的是提供一种胶带制备工艺,具有能够对胶带进行弹性夹紧的优点。
4.本发明的目的通过以下技术方案来实现:
5.一种胶带制备工艺,该工艺包括以下步骤:
6.步骤一:设置胶带制备装置;
7.步骤二:通过调整装置以适应待加工胶带厚度,且将胶带进行绷紧:
8.步骤三:对胶带上层进行涂胶;
9.步骤四:对胶带进行分割形成多条胶带。
10.进一步地,该装置包括推杆、啮合轮、锁定块、控制齿轮、摇杆和固定架,啮合轮套设在推杆的前部,锁定块固定连接在推杆的后部,滑动连接在固定架上,控制齿轮与啮合轮啮合传动,控制齿轮设置在固定架上,摇杆固定连接在控制齿轮上。
11.进一步地,该装置还包括限制槽和锁定栓,锁定栓滑动连接在限制槽中,限制槽固定连接在控制齿轮上。
12.进一步地,该装置还包括连接柱、调整盘和调整杆,调整盘固定连接在连接柱上,调整杆固定连接在调整盘上,推杆固定连接在连接柱上。
13.进一步地,该装置还包括固定板和锁止块,锁止块固定连接在固定板的中部,锁定块滑动连接在锁止块中,固定架固定连接在固定板上。
14.本发明一种胶带制备工艺的有益效果为:本发明一种胶带制备工艺,改变固定辊与夹紧辊的间距能够适用于多种厚度胶带的装夹;且在装夹时由于多个支持弹簧的设置能够保证对胶带夹紧且拥有一定的弹性活动范围,防止出现由于原材料厚度不均匀出现的装置卡死现象;在对胶带进行夹持后,在进行涂胶过程中,通过通风孔进行冷却,完成定性,最后在经过多个切割刀的切割将胶带分成多段。
附图说明
15.下面结合附图和具体实施方法对本发明做进一步详细的说明。
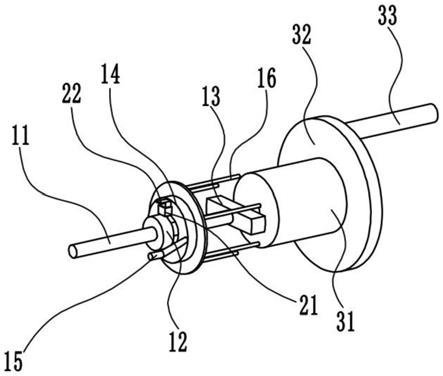
16.图1是本发明的调整结构、锁定结构和驱动组件结构示意图;
17.图2是本发明的限制板组件结构示意图;
18.图3是本发明的夹紧辊组件结构示意图;
19.图4是本发明的调整结构、锁定结构、驱动组件结构、限制板组件和夹紧辊组件局部连接示意图;
20.图5是本发明的涂胶辊组件结构示意图;
21.图6是本发明的上安装架的结构示意图;
22.图7是本发明的安装架的结构示意图;
23.图8是本发明的冷却箱的结构示意图;
24.图9是本发明的切割组件的结构示意图;
25.图10是本发明的上安装架、安装架、冷却箱和切割组件的结构示意图;
26.图中:推杆11;啮合轮12;锁定块13;控制齿轮14;摇杆15;固定架16;限制槽21;锁定栓22;连接柱31;调整盘32;调整杆33;固定板41;锁止块42;控制板51;滑动板52;支持座53;支持弹簧54;固定辊55;提高板61;滚胶筒62;出胶孔63;外接管64;存储室71;固定辊72;上支撑架73;支撑架81;进料支座82;夹紧辊83;风箱91;通风孔92;切割箱101;电动推杆102;切割刀103。
具体实施方式
27.根据图1和图4对装置的调整结构进行功能叙述:
28.推杆11的前半部分固定连就有啮合轮12,啮合轮12和控制齿轮14能够啮合传动,当啮合轮12随着推动推杆11而滑入到控制齿轮14中时,能够通过转动固定连接在控制齿轮14前端的摇杆15进行对控制齿轮14继续旋转,从而带动啮合轮12转动最终实现带动推动推杆11转动,锁定块13设置成长方体或是不规则形状,控制齿轮14底部设置有突出圆环,突出圆环转动连接在固定架16的前端面上,能够对控制齿轮14进行轴向限制。
29.根据图1和图4对装置的锁定结构进行功能叙述:
30.当啮合轮12滑入到控制齿轮14中后,通过将锁定栓22推下,使锁定栓22的底部滑出限制槽21,对啮合轮12进行限制其径向位置,保证啮合轮12不会滑出控制齿轮14,保证在装置运行中的稳定性能,锁定栓22滑动连接在限制槽21中,在限制槽21和锁定栓22之间涂有润滑油,锁定栓22在滑出限制槽21后锁定栓22突出的部分中涂有润滑油,能够保证锁定栓22与啮合轮12接触时摩擦力减小,减少磨损。
31.根据图1和图4对装置的驱动组件进行功能叙述:
32.随着摇杆15转动经过传动能够使推杆11转动,推杆11转动带动固定连接在推杆11后端的连接柱31一起转动,随着连接柱31转动调整盘32也开转转动带动连接在调整杆33转动。
33.根据图2和图4对装置的限制板组件进行功能叙述:
34.所述的锁止块42位于固定板41中央设置的通孔中,且位于通孔的中央位置,锁止块42的厚度小于固定板41厚度,当啮合轮12完全滑入到控制齿轮14中时,锁定块13正好位
于锁止块42的后侧,锁止块42中孔的形状与锁定块13形状相同,在啮合轮12完全滑入到控制齿轮14中同时锁定块13滑出锁止块42,能够进行自由转动,而且通过锁定块13旋转180度后将,锁止块42滑出固定板41,拉动推杆11将锁定块13滑入到锁定块13中,且保持啮合轮12和控制齿轮14的啮合,能够使调整杆33保持处于最低点位置。
35.根据图3和图4对装置的夹紧辊组件进行功能叙述:
36.随着调整杆33的转动控制板51被推动,带动滑动板52向下移动,多个固定连接在滑动板52下端的支持弹簧54被压缩,同时固定连接在滑动板52上的两个支持座53随之下移,带动固定辊55下移,从而调整固定辊55的位置。
37.根据图5和图10对装置的涂胶辊组件进行功能叙述:
38.多个出胶孔63设置在滚胶筒62上,外接管64和滚胶筒62转动连接且连通,后侧的提高板61上固定连接有电机,该电机的输出轴与滚胶筒62固定连接,滚胶筒62转动连接在外接管64上,外接管64上设置有与多个出胶孔63相互对应的通孔,在进行加工时,胶带穿过固定辊55,胶带的上端面与固定辊55接触,通过外接管64进行对粘合剂进行灌输,同时启动设置的电机,使滚胶筒62转动,在转动过程中通过设置在滚胶筒62上的多个出胶孔63和外接管64上设置的多个孔洞,相互连通,注入的粘合剂流出到胶带上完成对胶带的上胶过程。
39.根据图6和图10对装置的上安装架进行功能叙述:
40.存储室71固定连接在上支撑架73上,存储室71上设置有开口,开口上又能够拆卸的封盖,能够通过开口进行对粘合剂的添加,所设置的固定辊72位于上支撑架73的前侧支撑腿之间,胶布的下端面和固定辊72接触,胶布穿过两个辅助辊轮之间,两个辅助辊轮中位于上侧的是固定连接在上支撑架73上,位于下侧的是转动连接在上支撑架73上,上侧的辅助辊轮能够对切割后的胶布进行限制保证不会出现由于切割出现切割位置向内或向外卷边的现象。
41.根据图7和图10对装置的安装架进行功能叙述:
42.夹紧辊83转动连接在两个进料支座82之间,通过调整固定辊55与夹紧辊83相互配合调整待加工胶布的放置,支撑架81起到对整体装置支撑和部分组件的安装作用。
43.根据图8和图10对装置的冷却箱进行结构性叙述:
44.该装置还包括风箱91和通风孔92,通风孔92设置有多个,多个通风孔92均设置在风箱91上,风箱91固定连接在支撑架81上。
45.根据图8和图10对装置的冷却箱进行功能性叙述:
46.风箱91中设置有风机和压缩机,通过压缩机进行制冷,风机启动能够通过设置在风箱91上端面的多个通风孔92进行冷气的推出,作用在涂胶完毕后的胶带上,进行对粘合剂的冷却加快成型速度。
47.根据图9和图10对装置的切割组件进行结构性叙述:
48.该装置还包括切割箱101、电动推杆102和切割刀103,电动推杆102和切割刀103均设置有多个,多个电动推杆102的输出杆上均固定连接在有切割刀103,多个电动推杆102分成两组,两组电动推杆102均固定连接在切割箱101上,切割箱101设置在支撑架81的后侧。
49.根据图9和图10对装置的切割组件进行功能性叙述:
50.多个切割刀103分成两组设置,分成两排排列,能够在切割时可以选择切割的段数。
51.一种胶带制备工艺,该工艺包括以下步骤:
52.步骤一:先设置胶带制备装置:
53.步骤二:通过调整固定辊55的位置和夹紧辊83之间的间距,进行对不同厚度的胶布进行装夹,通过多个支持弹簧54的设置在进行夹紧,在夹紧过程中存在着一定的弹性调整距离;
54.步骤三:通过滚胶筒62上设置的多个出胶孔63进行出胶对与其接触的胶带上层进行涂胶;
55.步骤四:通过多个电动推杆102推动对切割刀103对胶带进行分割形成多条胶带。
56.结合全图对装置的整体工作过程进行描述:
57.通过按压推杆11使啮合轮12滑入到控制齿轮14中后通过向下推动锁定栓22完成对啮合轮12的锁死,在旋转摇杆15,使连接的调整杆33转动,调整杆33推动控制板51进行移动从而对固定辊55的位置进行调整,进而改变固定辊55与夹紧辊83的间距能够适用于多种厚度胶带的装夹,且在装夹时由于多个支持弹簧54的设置能够保证对胶带夹紧且拥有一定的弹性活动范围,防止出现由于原材料厚度不均匀出现的装置卡死现象;在对胶带进行夹持后,依次使胶带绕过滚胶筒62,使胶带的上表面与滚胶筒62接触,之后绕过固定辊72,胶带的下表面和固定辊72接触,最后穿过上支撑架73后侧设置的两个辅助辊轮之间,能够进行涂胶,在进行涂胶过程中,通过通风孔92进行冷却,完成定性,最后在经过多个切割刀103的切割将胶带分成多段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1