一种变色耐磨近视镜片、生产方法、眼镜与流程
1.本发明属于镜片制作技术领域,尤其涉及一种变色耐磨近视镜片、生产方法、眼镜。
背景技术:
2.镜片根据材料不同,主要可以分为玻璃镜片、树脂镜片、pc镜片,玻璃镜片因材料原因重量较大,在一定程度上影响其佩戴舒适性,其中玻璃眼镜片因为诸多缺点已近乎被淘汰;树脂眼镜片因为各项性能俱佳,而且价格实惠,从而普及度最广泛;pc镜片的性能几乎要比前两者都要差,尤其色散控制不够理想,且加工麻烦;故常规眼镜片都是使用树脂材料作为镜片材料。和玻璃镜片相比,树脂镜片质量较轻;树脂镜片透光性好,紫外区,以0.4um开始随着波长的减小透光率降低,波长小于0.3um的光几乎全部吸收;树脂镜片成本低,注塑成型的镜片,设计需求的镜片模具后,便可大量生产,可节省大量的加工费用和时间。
3.现有技术中,常规近视镜片为透明无色,在阳光下长时间佩戴会引起使用者的不适,太阳光直接照射会造成使用者头晕目眩,甚至有头痛恶心的症状,实用性非常差。常规的染色工艺,变色液着色近视镜片采用旋涂或浸泡方式,由于近视镜片的薄厚不均,再加上重力作用,变色液在近视镜片表面极易着色不均,极易产生的染色层厚度不均匀的现象,且本身近视镜片为薄厚不均型,染色近视镜片的不用位置透光度不同,光学条件不佳,视觉效果明显变差。而采用贴加硬膜、喷涂纳米涂层和镀抗污膜的方式不受近视镜片厚度不均影响,近视镜片不同位置视觉效果一致,故而本方法采用贴加硬膜、喷涂纳米涂层和镀抗污膜的方式可有效避免常规染色工艺产生的视觉效果偏差问题。眼镜镜片十分容易被磨损,而磨损是一种不可逆的损耗,本发明针对这种问题提出了一种采用贴加硬膜、喷涂纳米涂层和镀抗污膜的方式对表面进行工艺处理,故本发明专利针对这种问题,发明了一种变色耐磨近视镜片生产方法。
4.通过上述分析,现有技术存在的问题及缺陷为:原有的染色工艺本身因重力作用易产生的染色层厚度不均匀的现象,且近视镜片为薄厚不均型,染色近视镜片的不用位置透光度不同,光学条件不佳,视觉效果明显变差,现有技术没有采用贴加硬膜、喷涂纳米涂层和镀抗污膜的方式,受限于近视镜片厚度,而产生视觉效果和感观效果等问题,且原有的近视镜片强度不高,易刮花,寿命较短。
技术实现要素:
5.针对现有技术存在的问题,本发明提供了一种变色耐磨近视镜片、生产方法、眼镜。
6.本发明是这样实现的,一种变色耐磨近视镜片生产方法,包括:步骤一:生产近视镜片;步骤二:近视镜片经清洗溶剂浸泡,由超声波设备对近视镜片进行清洗,通过烘干
设备对近视镜片表面进行烘干处理;步骤三:近视镜片外侧表面喷涂胶水,用自动化贴膜设备将变色膜或偏光膜送入近视镜片工位,并快速压贴,将合成近视镜片移出自动化贴膜设备;步骤四:合成近视镜片经清洗溶剂二次浸泡,由超声波设备对合成近视镜片进行二次清洗,通过烘干设备对近视镜片表面进行二次烘干处理;步骤五:在合成近视镜片外侧表面二次喷涂镜片贴合专用无影胶水;用自动化贴合设备将含有有机硅的加硬膜送入二次合成近视镜片工位,并快速压贴,将二次合成近视镜片移出自动化贴合设备;步骤六:二次合成近视镜片经清洗溶剂第三次浸泡,再由超声波设备对二次合成近视镜片进行第三次清洗,通过烘干设备对镜片表面进行第三次烘干处理;步骤七:通过自动化喷涂设备在二次合成近视镜片内外侧表面喷涂功能纳米涂层,将三次合成近视镜片移出自动化喷涂设备;步骤八:三次合成近视镜片经清洗溶剂第四次浸泡,再由超声波设备对三次合成近视镜片进行第四次清洗,通过烘干设备对镜片表面进行第四次烘干处理;步骤九:通过自动化镀膜设备在三次合成镜片内外表面均镀上抗污膜,镀膜后做相应的工艺清洗和工艺烘干处理。
7.进一步,所述步骤一,即近视镜片在生产时采用树脂作为生产原料,添加纳米二氧化硅粒子至树脂镜片,可使镜片增韧增强。
8.进一步,所述步骤二,即近视镜片经清洗溶剂浸泡,再由超声波设备对近视镜片进行360度无死角清洗,步骤二中浸泡和清洗工艺处理时间合计约120s; 通过烘干设备对镜片表面进行烘干处理30 min;进一步,所述步骤三,即近视镜片外侧表面喷涂树脂镜片粘合专用无影胶;在步骤一生产出添加纳米二氧化硅粒子的树脂镜片后,利用自动化贴膜设备在镜片表面贴合一层变色膜或偏光膜, 变色膜或偏光厚度0.3
‑
0.8mm;步骤三中快速压贴时间为10s。
9.进一步,所述步骤四,将合成近视镜片经清洗溶剂二次浸泡,再由超声波设备对合成近视镜片进行360度无死角二次清洗,步骤四中浸泡和清洗工艺处理时间合计约120s。
10.进一步,所述步骤五,所述近视镜片外侧表面同时贴有加硬膜,加硬膜含有有机基质和硅元素的无机超微粒物,使硬膜同时具备韧性和硬度,厚度为0.3
‑
0.8mm;步骤五中快速压贴时间为10s。
11.进一步,所述步骤六,二次合成近视镜片经清洗溶剂第三次浸泡,再由超声波设备对二次合成近视镜片进行第三次清洗,步骤六中浸泡和清洗工艺处理时间合计约120s。
12.进一步,所述步骤七,所述近视镜片通过自动化喷涂设备在内外侧表面喷涂具有强化加硬功能的纳米涂层,所喷涂纳米涂层耐摩擦。
13.进一步,所述步骤八,三次合成近视镜片经清洗溶剂第四次浸泡,再由超声波设备对三次合成近视镜片进行第四次清洗,步骤八中浸泡和清洗工艺处理时间合计约120s。
14.进一步,所述步骤九,在三次合成镜片内外侧表面通过镀膜工艺镀上抗污膜,抗污膜的材料以氟化物为主,厚度为0.005
‑
0.01μm。
15.本发明的另一目的在于提供利用所述变色耐磨近视镜片生产方法生产的变色耐磨近视镜片。
16.本发明的另一目的在于提供一种利用所述变色耐磨近视镜片制备的眼镜。
17.结合上述的所有技术方案,本发明所具备的优点及积极效果为:添加纳米级二氧化硅粒子至树脂镜片,可使镜片增韧增强;由超声波设备对近视镜片进行360度无死角清洗;近视镜片外侧同时贴有加硬膜,加硬膜含有有机基质和硅元素的无机超微粒物,使硬膜同时具备韧性和硬度,耐高温;近视镜片内外侧表面所喷涂纳米涂层耐摩擦;近视镜片内外侧表面通过镀膜工艺镀上抗污膜,近视镜片不容易附着污渍。
18.本发明的贴膜的方式不受近视镜片厚度不均影响,近视镜片不同位置视觉效果一致,故而本方法采用贴膜的方式可有效避免染色工艺产生的视觉效果问题。眼镜镜片十分容易被磨损,而磨损是一种不可逆的损耗,本发明针对这种问题采用工艺贴合加硬膜和工艺喷涂纳米涂层方式对表面进行处理,故本发明专利针对这种问题,发明了一种变色耐磨近视镜片生产方法。
附图说明
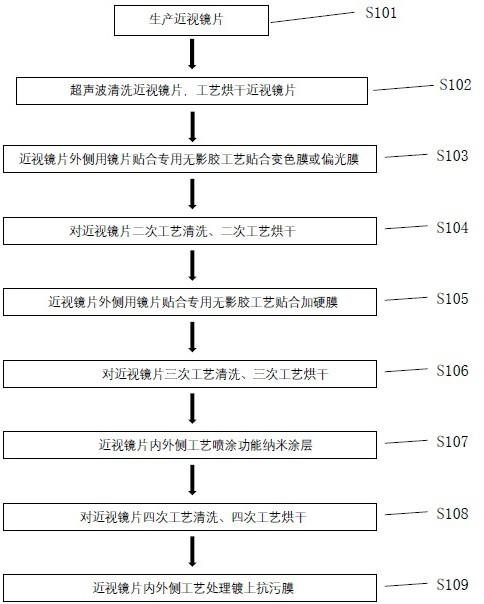
19.图1是本发明实施例提供的变色耐磨近视镜片生产方法流程图。
20.图2是本发明实施例提供的变色耐磨近视镜片结构图。
21.图中:1、树脂镜片;2、变色膜或偏光膜;3、加硬膜;4、纳米涂层5、抗污膜。
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
23.针对现有技术存在的问题,本发明提供了一种变色耐磨近视镜片生产方法。下面结合附图对本发明作详细的描述。
24.如图1所示,一种变色耐磨近视镜片生产方法,s101:生产近视镜片;s102:超声波清洗近视镜片,工艺烘干近视镜片;s103:近视镜片外侧用镜片贴合专用无影胶工艺贴合变色膜或偏光膜;s104:对近视镜片二次工艺清洗、二次工艺烘干;s105:近视镜片外侧用镜片贴合专用无影胶工艺贴合加硬膜;s106:对近视镜片三次工艺清洗、三次工艺烘干;s107:近视镜片内外侧工艺喷涂功能纳米涂层;s108:对近视镜片四次工艺清洗、四次工艺烘干;s109:近视镜片内外侧工艺处理镀上抗污膜。
25.优选地,所述步骤s101,即近视镜片在生产时采用树脂作为生产原料,生产一种添加二氧化硅的树脂镜片。树脂作为原材料生产的镜片,镜片内部是一种高分子链状结构,联接而呈立体网状结构,分子间结构相对松弛,分子链间有可产生相对位移的空间。树脂镜片光线可透过率为84%
‑
90%,透光性好,同时光学树脂镜片抗冲击力强。由于树脂镜片表面硬度比玻璃较低,容易被硬物划伤,所以需经加硬处理,添加纳米级二氧化硅粒子作为树脂镜片初步硬化处理。
26.优选地,所述步骤s102,将生产好的贴合变色膜或偏光膜的二氧化硅树脂镜片置于烘干机中进行烘干1
‑
2小时。因注塑成型后的近视镜片表面易附着其他杂质,故贴功能膜前需对近视镜片进行工艺清洗,故而会导致近视镜片表面潮湿,进而需要对其进行烘干处理。烘干的方法采用将近视镜片置于烘干机中进行烘干1
‑
2小时,即可完成烘干。
27.所述步骤s103,在步骤s101生产出添加二氧化硅的树脂镜片后,利用自动化贴膜设备在镜片外侧表面粘贴一层变色膜或偏光膜。变色膜或偏光膜能有效减少太阳光的射入,由于近视镜片的薄厚不均,再加上重力作用,变色液在近视镜片表面极易着色不均,极易产生的染色层厚度不均匀的现象,且本身近视镜片为薄厚不均型,染色近视镜片的不用位置透光度不同,故而采用贴膜的方式可以有效的避免染色层厚度不均匀。
28.所述步骤s105,表面处理通过加硬膜的方法实现。与贴变色膜或偏光膜的方法相同,通过重复上述步骤对树脂镜片表面贴上一层硬膜。
29.所述步骤s107,近视镜片内外侧表面同时镀有抗污膜,抗污膜的材料以氟化物为主,采用自动化镀膜设备进行工艺镀膜。
30.所述贴膜工艺为,首先在近视镜片表面涂药水,再涂专用胶水,再贴变色膜或偏光膜,最后进行表面清洗和烘干。
31.所述强化膜采用硅原子进行加硬处理,即采用含有有机基质和硅元素的无机超微粒物的加硬液,使硬膜同时具备韧性和硬度。
32.下面结合具体实施例对本发明地技术方案作进一步描述。
实施例
33.本发明提供一种变色耐磨近视镜片生产方法,包括:步骤1:生产近视镜片;步骤2:近视镜片经清洗溶剂浸泡,由超声波设备对近视镜片进行清洗,通过烘干设备对近视镜片表面进行烘干处理;步骤3:近视镜片外侧表面喷涂胶水,用自动化贴膜设备将变色膜或偏光膜送入近视镜片工位,并快速压贴,将合成近视镜片移出自动化贴膜设备;步骤4:合成近视镜片经清洗溶剂二次浸泡,由超声波设备对合成近视镜片进行二次清洗,通过烘干设备对近视镜片表面进行二次烘干处理;步骤5:在合成近视镜片外侧表面二次喷涂镜片贴合专用无影胶水;用自动化贴合设备将含有有机硅的加硬膜送入二次合成近视镜片工位,并快速压贴,将二次合成近视镜片移出自动化贴合设备;步骤6:二次合成近视镜片经清洗溶剂第三次浸泡,再由超声波设备对二次合成近视镜片进行第三次清洗,通过烘干设备对镜片表面进行第三次烘干处理;步骤7:通过自动化喷涂设备在二次合成近视镜片内外表面喷涂功能纳米涂层,将三次合成近视镜片移出自动化喷涂设备;步骤8:三次合成近视镜片经清洗溶剂第四次浸泡,再由超声波设备对三次合成近视镜片进行第四次清洗,通过烘干设备对镜片表面进行第四次烘干处理;步骤9:通过自动化镀膜设备在三次合成镜片内外表面均镀上抗污膜,镀膜后做相应的工艺清洗和工艺烘干处理。
34.在本发明中,即近视镜片在生产时采用树脂作为生产原料,添加纳米二氧化硅粒子至树脂镜片,可使镜片增韧增强。
35.在本发明中,近视镜片经清洗溶剂浸泡,再由超声波设备对近视镜片进行360度无死角清洗,浸泡和清洗工艺处理时间合计约120s; 通过烘干设备对镜片表面进行烘干处理30 min;在本发明中,近视镜片外侧表面喷涂树脂镜片粘合专用无影胶;在生产出添加纳米二氧化硅粒子的树脂镜片后,利用自动化贴膜设备在镜片表面贴合一层变色膜或偏光膜, 变色膜或偏光厚度0.3
‑
0.8mm;步骤3中快速压贴时间为10s。
36.在本发明中,所述步骤4,将合成近视镜片经清洗溶剂二次浸泡,再由超声波设备对合成近视镜片进行360度无死角二次清洗,步骤4中浸泡和清洗工艺处理时间合计约120s。
37.所述步骤5,所述近视镜片外侧表面同时贴有加硬膜,加硬膜含有有机基质和硅元素的无机超微粒物,使硬膜同时具备韧性和硬度,厚度为0.3
‑
0.8mm;步骤5中快速压贴时间为10s。
38.在本发明中,所述步骤6,二次合成近视镜片经清洗溶剂第三次浸泡,再由超声波设备对二次合成近视镜片进行第三次清洗,步骤6中浸泡和清洗工艺处理时间合计约120s。
39.在本发明中,所述步骤7,所述近视镜片通过自动化喷涂设备在内外侧表面喷涂具有强化加硬功能的纳米涂层,所喷涂纳米涂层耐摩擦。
40.在本发明中,所述步骤8,三次合成近视镜片经清洗溶剂第四次浸泡,再由超声波设备对三次合成近视镜片进行第四次清洗,步骤8中浸泡和清洗工艺处理时间合计约120s。
41.在本发明中,所述步骤9,在三次合成镜片内外侧表面通过镀膜工艺镀上抗污膜,抗污膜的材料以氟化物为主,厚度为0.005
‑
0.01μm。
42.如图2所示,本发明实施例提供的变色耐磨近视镜片包括:树脂镜片1、变色膜或偏光膜2、加硬膜3、纳米涂层4、抗污膜5。
43.下面结合积极效果对本发明技术方案作进一步描述。
44.添加纳米级二氧化硅粒子至树脂镜片,可使镜片增韧增强;由超声波设备对近视镜片进行360度无死角清洗;近视镜片外侧表面同时贴有加硬膜,加硬膜含有有机基质和硅元素的无机超微粒物,使硬膜同时具备韧性和硬度,耐高温;近视镜片内外侧表面所喷涂纳米涂层耐摩擦;近视镜片内外侧表面通过镀膜工艺镀上抗污膜,近视镜片不容易附着污渍。
45.本发明的贴膜的方式不受近视镜片厚度不均影响,近视镜片不同位置视觉效果一致,故而本方法采用贴膜的方式可有效避免染色工艺产生的视觉效果问题。眼镜镜片十分容易被磨损,而磨损是一种不可逆的损耗,本发明针对这种问题采用工艺贴合加硬膜和工艺喷涂纳米涂层方式对表面进行处理,故本发明专利针对这种问题,发明了一种变色耐磨近视镜片生产方法。
46.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1