一种花键毂尼龙层的自动涂覆生产线的制作方法
1.本发明属于花键毂尼龙层的自动喷涂技术领域,具体涉及一种花键毂尼龙层的自动涂覆生产线。
背景技术:
2.在花键毂内外表面涂敷尼龙层的主要作用是:一方面避免了花键轴与花键毂配合时钢件之间的直接接触,起到减震耐磨的作用,另一方面花键毂外侧涂敷尼龙能提高与油封的配合精度,同时起到防锈功能。
3.现有技术中,对于花键毂尼龙层的涂覆采用人工的方式,首先将花键毂进行人工蘸胶处理,然后利用加热箱将花键毂加热,随后通过自然冷却晾干,最后进行蘸尼龙粉形成尼龙涂覆层,整个工艺过程需要时间较长,自动化程度低,对花键毂尼龙涂覆层的效率低;最为重要的是花键毂表面的胶涂覆层的加热温度和冷却温度无法控制,同时花键毂胶涂覆层不能实现均匀化冷却,导致次品率高。发明人基于现有技术中的上述缺陷研发了一种花键毂尼龙层的自动涂覆生产线,能够很好地解决现有技术中的上述问题。
技术实现要素:
4.本发明为了解决上述技术问题,提供一种花键毂尼龙层的自动涂覆生产线,该发明结构简单、科学合理、自动化程度高、实现了花键毂尼龙层的自动化、智能化一次性涂覆。本发明将经过吹气清洗过的花键毂放置在输料台上,通过进料机械手的抓取将花键毂放入蘸胶台上蘸胶,经过短暂的控胶(即利用进料机械手夹紧花键毂垂直于空中停留,将包裹在花键毂表面的胶向花键毂的底部聚集,多余的胶形成液滴状),然后进料机械手将花键毂放置在擦拭台上,将多余的胶擦拭掉;待擦拭完成后,进料机械手将花键毂放置在链板输送机上,将花键毂送入到加热炉中自动温控式加热;等加热完成后随着链板机的继续运转,利用离心机和排气系统实现对花键毂的均匀化冷却降温过程,当花键毂均匀化冷却降温后在花键毂的表面和内孔中形成胶涂覆层,然后利用出料机械手将花键毂抓取放置在蘸尼龙粉台中,将尼龙粉均匀地涂覆在花键毂的表面和内孔中,最后形成尼龙涂覆层。
5.本发明所采用的技术方案是:一种花键毂尼龙层的自动涂覆生产线,包括输料台、左输料台和右输料台;输料台分为左输料台和右输料台,所述左输料台固定设置在进料机械手的左侧位置,所述右输料台固定设置在出料机械手的右侧位置;蘸胶台固定设置在链条输送机的左侧位置,所述蘸胶台为上部开口状,蘸胶台用于将花键毂涂裹一层胶;擦拭台固定设置在所述蘸胶台的后侧一侧位置;链条输送机固定设置在所述蘸胶台的右侧位置,花键毂固定装置纵向均匀设置在链条输送机上;花键毂固定装置包括连接板,连接板均匀固定设置所述链条输送机上,固定筒纵向等距设置在所述连接板上,所述固定筒为上下开口的圆筒形,花键毂放置在所述固定筒中;加热炉固定设置在链条输送机的左端上部前后两侧位置,所述加热炉用于对蘸过胶的花键毂进行加热,加热炉设置有热电偶;均匀冷却装置设置在所述加热炉的右侧位置,均匀冷却装置与链条输送机的前后两侧固定连接;热电
偶均匀设置在均匀冷却装置的上部位置;光电接近开关一固定设置在所述左输料台的左端后侧位置,光电接近开关二固定设置在所述链条输送机的左端中间位置,光电接近开关三固定设置在所述链条输送机右端的中间位置,光电接近开光固定设置在所述右输料台的左端中间位置;蘸尼龙粉台固定设置在所述链条输送机的右端位置,蘸尼龙粉台为四周封闭上部开口的箱体;出料机械手固定设置在所述蘸尼龙粉台的右侧位置;plc控制程序固定设置在所述蘸尼龙粉台的后侧位置,所述plc控制程序通过光电接近开关一、光电接近开关二、光电接近开关三和光电接近开关四用于自动控制左输料台、右输料台、进料机械手、加热炉、均匀冷却装置和出料机械手之间的自动配合动作。
6.所述输料台包括支架,支架固定设置在所述链条的底部位置,驱动电机固定设置在支架的后侧右端位置,驱动轴固定设置在支架的右侧位置,驱动轴与驱动电机的动力输出轴水平前后对应,从动轴固定设置在支架的左侧位置,链条驱动齿轮分别固定设置在驱动轴的两端位置,驱动轴的后端与驱动电机的动力输出轴固定连接,链条从动齿轮固定设置在从动轴的前后两端位置;链条前后平行设置有两根,链条套装在链条驱动齿轮和链条从动齿轮上;所述花键毂固定装置均匀设置纵向设置在前后链条上。
7.所述擦拭台包括箱体,箱体与蘸胶台的后侧中间上部固定连接,箱体为上部开口四周封闭的方形结构,海绵块放置在箱体中,海绵块的体积小于箱体的体积,海绵块用于擦拭花键毂下部的液滴状胶。
8.所述链条输送机包括支撑架,支撑架固定设置在地平面上,步进电机固定设置在支撑架的右端后侧位置,主驱动轴纵向固定设置在支撑架的右端,主驱动轴与步进电机的动力输出轴呈前后水平设置,主驱动轴的后端与步进电机的动力输出轴固定连接;从动轴纵向固定设置在支撑架的左端位置,主驱动轴和从动轴的前后两端对称设置与两个齿轮,输送链条前后平行设置有两根,并分别套装在主驱动轴和从动轴左右两个齿轮上。
9.所述加热炉包括炉体,炉体为中空的方形体,炉门对称设置在炉体的左右两侧位置,炉门套装在炉体侧面的滑槽中,升降气缸的上端固定设置在炉体的侧面上部中间位置,升降气缸的伸缩杆与固定座固定连接,固定座固定设置在炉门的上部中间位置。
10.所述均匀冷却装置包括封闭箱体,封闭箱体为中空的长方体,封闭箱体的左右两侧设置有箱门,箱门套装在封闭箱体左右两侧的滑动槽中;离心风机固定设置在均匀设置在封闭箱体上部,排气管在封闭箱体上等距设置有两个,排气电动蝶阀固定设置在排气管的中间位置,排气电动蝶阀位于封闭箱体的外侧上部,排气电动蝶阀用于控制排气管的启闭;箱门升降装置分别固定设置在左右箱门的侧面中间位置,箱门升降装置包括伸缩气缸,伸缩气缸的上端固定设置在封闭箱体的侧面上部中间位置,固定体固定设置在箱门侧面的上部中间位置,伸缩气缸的伸缩杆与固定体固定连接。
11.所述热电偶均匀固定设置在封闭箱体上部,热电偶延伸至封闭箱体的内部,热电偶用于测量封闭箱体中的实时温度;热电偶固定设置在炉体的左右两侧的上部位置,热电偶延伸至炉体的内部。
12.所述plc控制程序通过连接线与左输料台的光电接近开关一固定连接,同时光电接近开关一与左输料台的驱动电机固定连接;plc控制程序通过连接线与右输料台的光电接近开关四固定连接,同时光电接近开关四与右输料台的驱动电机固定连接。
13.所述plc控制程序通过连接线与进料机械手和出料机械手固定连接;plc控制程序
通过连接线分别与光电接近开关二和光电接近开关三固定连接,光电接近开关二和光电接近开关三同时与步进电机固定连接。
14.所述plc控制程序通过连接线与升降气缸供气源的电磁阀固定连接;plc控制程序通过连接线与箱门升降装置的伸缩气缸供气源的电磁阀固定连接;plc控制程序通过连接线与离心风机的电机固定连接,同时与排气电动蝶阀固定连接;plc控制程序通过连接线与热电偶固定连接。
15.这种花键毂尼龙层的自动涂覆生产线的工作过程为:首先plc控制程序自动控制进料机械手移动到光电接近开关一的位置时,光电接近开关一感应到进料机械手信号,并同时将信号传输给plc控制程序,plc控制程序将控制指令传输给左输料台的驱动电机使其停止动作,此时进料机械手将经过吹气清洗过的花键毂从左输料台的花键毂固定装置上取下,转移到蘸胶台中,蘸取液体的胶,蘸胶动作完成后,由plc控制程序控制进料机械手提起花键毂在空中停留一定时间,使包裹在花键毂表面的胶通过其自身的重力,向下积聚形成液滴状,然后进料机械手将花键毂转移到擦拭台的位置,将花键毂底部的液滴状胶擦拭到海绵块上,使花键的表面形成一层厚薄均匀的胶层。然后进料机械手将花键毂移动到链条输送机的左端位置,当光电接近开关二感应到进料机械手时,光电接近开关二将感应的信号传输给plc控制程序,plc控制程序控制正在运转的链条输送机的步进电机停止转动,此时进料机械手将花键毂逐一放置在链条输送机上的花键毂固定装置上,与此同时plc控制程序向加热炉左侧炉门的升降气缸发送控制指令,使左侧炉门在升降气缸伸缩杆的缩回动作下,将左侧炉门打开,当进料机械手将花键毂放置好,离开光电接近开关二时,plc控制程序控制左侧炉门关闭,同时链条输送机匀速缓慢带动花键毂固定装置向右侧移动,当花键毂移动到加热炉的右侧炉门位置时,利用plc控制程序预先设定的加热时间,自动向右侧炉门发送开启的控制指令,右侧炉门打开,随着链条输送机的继续向右转动,花键毂通过右侧炉门后,根据plc控制程序预先设定链条输送机的运行时间,自动控制均匀冷却装置中的左侧箱门开启,此时花键毂继续向右侧移动进入到均匀冷却装置的封闭箱体中,此时离心风机处于开启状态,利用离心风机、排气电动蝶阀和排气管的在plc控制程序的自动控制配合作用下,将花键毂冷却过程中所散发的热量进行均匀混合,可以提高花键毂胶涂覆层的成型均匀性。当花键毂移动到封闭箱体的右侧箱门位置时,由plc控制程序预先设定的控制时间,自动控制右侧箱门打开,此时花键毂移动到链条输送机的右端位置,同时plc控制程序向出料机械手发送控制信号,使出料机械手向链条输送机的右端位置移动,当光电接近开关三感应到出料机械手的信号时,利用光电接近开关三向plc控制程序发送信号,plc控制程序同时向链条输送机的步进电机发送停止动作的控制信号,使步进电机停止动作,此时出料机械手将花键毂固定装置上的花键毂抓取转移到蘸尼龙粉台中,使尼龙粉粘附在花键毂表面和内孔的胶涂覆层上,形成尼龙涂覆层,同时出料机械手将花键毂转移到右输料台上,当出料机械手移动到光电接近开关四的位置时,由光电接近开关四将感应的信号传输给plc控制程序,plc控制程序向右输料台的驱动电机发送停止转动的控制信号,此时右输料台处于停止状态,当出料机械手将花键毂放置到右输料台的花键毂固定装置上后,离开右输料台此时光电接近开关四向plc控制程序发送感应离开的控制信号,plc控制程序向右输料台的驱动电机发送开启的控制信号,右输料台开始运转。当加热炉和均匀冷却装置正常工作时,热电偶将所监测的实时温度信号,传输给plc控制程序,plc控制程序可以根据预
先设定的工艺温度,控制加热炉的加热温度。
16.所述蘸胶台固定设置在链条输送机的左侧位置,所述蘸胶台为上部开口状,蘸胶台用于将花键毂涂裹一层胶;这样设置的主要目的是:将花键毂的表面和内孔中涂覆上一层用于粘附尼龙粉的均匀胶层。
17.所述擦拭台固定设置在所述蘸胶台的后侧一侧位置;擦拭台包括箱体,箱体与蘸胶台的后侧中间上部固定连接,箱体为上部开口四周封闭的方形结构,海绵块放置在箱体中,海绵块的体积小于箱体的体积,海绵块用于擦拭花键毂下部的液滴状胶。这样设置的主要目的是:一方面将花键毂底部由于胶自身重力所形成的液滴状胶擦拭掉,有利于形成均匀地胶涂覆层,另一方面,可以提高花键毂底部胶涂覆层的均匀性。
18.所述链条输送机固定设置在所述蘸胶台的右侧位置,花键毂固定装置纵向均匀设置在链条输送机上;这样设置的主要目的是:利用花键毂固定装置的设置,可以将花键毂稳定地放置在上面,同时利用链条输送机使花键毂从左到右移动,为花键毂胶涂覆层的在加热炉中的加热和均匀冷却装置中的均匀冷却提供了匀速移动的时间。
19.所述加热炉固定设置在链条输送机的左端上部前后两侧位置,所述加热炉用于对蘸过胶的花键毂进行加热;加热炉包括炉体,炉体为中空的方形体,炉门对称设置在炉体的左右两侧位置,炉门套装在炉体侧面的滑槽中,升降气缸的上端固定设置在炉体的侧面上部中间位置,升降气缸的伸缩杆与固定座固定连接,固定座固定设置在炉门的上部中间位置。这样设置的主要目的是:一方面,利用加热炉和热电偶的配合,为花键毂胶涂覆层提供了温度自动可控的加热环境,提高了花键毂胶涂覆层的成型质量,同时提高了花键毂胶涂覆层的成型均匀性。另一方面,利用加热炉左炉门和右炉门的设置,保障了加热炉的温度不会散,起到了保温的作用;同时保证了花键毂和链条输送机的配合下,在加热炉中的通过性。
20.所述均匀冷却装置设置在所述加热炉的右侧位置,均匀冷却装置与链条输送机的前后两侧固定连接;均匀冷却装置包括封闭箱体,封闭箱体为中空的长方体,封闭箱体的左右两侧设置有箱门,箱门套装在封闭箱体左右两侧的滑动槽中;离心风机固定设置在均匀设置在封闭箱体上部,排气管在封闭箱体上等距设置有两个,排气电动蝶阀固定设置在排气管的中间位置,排气电动蝶阀位于封闭箱体的外侧上部,排气电动蝶阀用于控制排气管的启闭;箱门升降装置分别固定设置在左右箱门的侧面中间位置,箱门升降装置包括伸缩气缸,伸缩气缸的上端固定设置在封闭箱体的侧面上部中间位置,固定体固定设置在箱门侧面的上部中间位置,伸缩气缸的伸缩杆与固定体固定连接。这样设置的主要目的是:一方面,利用左右箱门的设置起到了保持均匀冷却装置中冷却温度的稳定性,同时可以保证花键毂与链条输送机的配合,在均匀冷却装置中的通过性。另一方面,利用离心风机、排气电动蝶阀和排气管的配合作用,在均匀冷却装置中形成冷区温度的循环,起到了混合均匀冷却温度作用,与此同时还保证了均匀冷却装置中温度的稳定性。再一方面,利用在均匀冷却装置中设置热电偶与plc控制程序的自动配合,可以实时监测均匀冷却装置中的冷却温度,保证了花键毂胶涂覆层的工艺冷却温度,提高了花键毂胶涂覆层冷却成型质量和胶涂覆层成型的均匀性。
21.所述plc控制程序通过连接线与左输料台的光电接近开关一固定连接,同时光电接近开关一与左输料台的驱动电机固定连接;plc控制程序通过连接线与右输料台的光电
接近开关四固定连接,同时光电接近开关四与右输料台的驱动电机固定连接。plc控制程序通过连接线与进料机械手和出料机械手固定连接;plc控制程序通过连接线分别与光电接近开关二和光电接近开关三固定连接,光电接近开关二和光电接近开关三同时与步进电机固定连接。plc控制程序通过连接线与升降气缸供气源的电磁阀固定连接;plc控制程序通过连接线与箱门升降装置的伸缩气缸供气源的电磁阀固定连接;plc控制程序通过连接线与离心风机的电机固定连接,同时与排气电动蝶阀固定连接;plc控制程序通过连接线与热电偶固定连接。这样设置的主要目的是:利用plc控制程序、光电接近开关一、光电接近开关二、光电接近开关三、光电接近开关四、升降气缸供气源的电磁阀、伸缩气缸供气源的电磁阀和热电偶的连接,实现了左输料台、右输料台、进料机械手、链条输送机、加热炉、均匀冷却装置和出料机械手之间的自动化智能化的配合。
22.本发明的有益效果:本发明提供一种花键毂尼龙层的自动涂覆生产线,该发明结构简单、科学合理、自动化程度高、实现了花键毂尼龙层的自动化、智能化一次性涂覆;提高了花键毂的尼龙层的涂覆效率,实现对花键毂胶涂覆层的智能化温度控制,提高了加热的均匀性;实现了花键毂胶涂覆层的温控式、均匀化冷却,提高了花键毂胶涂覆层的成型质量。
附图说明
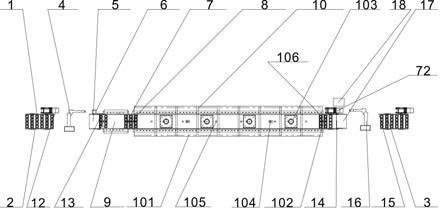
23.图1为本发明的的俯视图;图2为本发明加热炉、链板输送机和均匀冷却装置的正视图;图3为本发明输料台的俯视图;图4为本发明蘸胶台的局部放大图;图5为本发明加热炉的局部放大图;图6为本发明加热炉炉门的侧视图;图7为本发明均匀冷却装置箱门的侧视图;图8为本发明花键毂固定装置的正视图;图9为本发明花键毂固定装置的俯视图;图中标记:1、输料台,1.1、支架,1.2、驱动电机,1.3、链条,1.4、链条驱动齿轮,1.5、链条从动齿轮,1.6、驱动轴,1.7、从动轴,2、左输料台,3、右输料台,4、进料机械手,5、蘸胶台,6、擦拭台,61、箱体,62、海绵块,7、链条输送机,71、支撑架,72、步进电机,73、主驱动轴,74、从动轴,75、输送链条,76、齿轮,8、花键毂固定装置,81、连接板,82、固定筒,83、花键毂,9、加热炉,91、炉体,92、炉门,93、升降气缸,94、固定座,10、均匀冷却装置,101、封闭箱体,102、箱门,103、离心风机,104、排气电动蝶阀,105、排气管,106、箱门升降装置,1061、伸缩气缸,1062、固定体,11、热电偶,12、光电接近开关一,13、光电接近开关二,14、光电接近开关三,15、光电接近开关四,16、蘸尼龙粉台,17、出料机械手,18、plc控制程序。
具体实施方式
24.以下结合附图对本发明的具体实施方式做进一步的详细说明。
25.如图所示,本发明提供一种花键毂尼龙层的自动涂覆生产线,包括输料台1、左输料台2和右输料台3;输料台1分为左输料台2和右输料台3,所述左输料台2固定设置在进料
机械手4的左侧位置,所述右输料台3固定设置在出料机械手17的右侧位置;蘸胶台5固定设置在链条输送机7的左侧位置,所述蘸胶台5为上部开口状,蘸胶台5用于将花键毂83涂裹一层胶;擦拭台6固定设置在所述蘸胶台5的后侧一侧位置;链条输送机7固定设置在所述蘸胶台5的右侧位置,花键毂固定装置8纵向均匀设置在链条输送机7上;花键毂固定装置8包括连接板81,连接板81均匀固定设置所述链条输送机7上,固定筒82纵向等距设置在所述连接板81上,所述固定筒82为上下开口的圆筒形,花键毂83放置在所述固定筒82中;加热炉9固定设置在链条输送机7的左端上部前后两侧位置,所述加热炉9用于对蘸过胶的花键毂83进行加热,加热炉9中设置有热电偶11;均匀冷却装置10设置在所述加热炉9的右侧位置,均匀冷却装置10与链条输送机7的前后两侧固定连接;热电偶11均匀设置在均匀冷却装置10的上部位置;光电接近开关一12固定设置在所述左输料台2的左端后侧位置,光电接近开关二13固定设置在所述链条输送机7的左端中间位置,光电接近开关三14固定设置在所述链条输送机7右端的中间位置,光电接近开光15固定设置在所述右输料台3的左端中间位置;蘸尼龙粉台16固定设置在所述链条输送机7的右端位置,蘸尼龙粉台16为四周封闭上部开口的箱体;出料机械手17固定设置在所述蘸尼龙粉台16的右侧位置;plc控制程序18固定设置在所述蘸尼龙粉台16的后侧位置,所述plc控制程序18通过光电接近开关一12、光电接近开关二13、光电接近开关三14和光电接近开关四15用于自动控制左输料台2、右输料台3、进料机械手4、加热炉9、均匀冷却装置10和出料机械手17之间的自动配合动作。
26.所述输料台1包括支架1.1,支架1.1固定设置在所述链条1.3的底部位置,驱动电机1.2固定设置在支架1.1的后侧右端位置,驱动轴1.6固定设置在支架1.1的右侧位置,驱动轴106与驱动电机1.2的动力输出轴水平前后对应,从动轴1.7固定设置在支架1.1的左侧位置,链条驱动齿轮1.4分别固定设置在驱动轴1.6的两端位置,驱动轴1.6的后端与驱动电机1.2的动力输出轴固定连接,链条从动齿轮1.5固定设置在从动轴1.7的前后两端位置;链条1.3前后平行设置有两根,链条1.3套装在链条驱动齿轮1.4和链条从动齿轮1.5上;所述花键毂固定装置8均匀设置纵向设置在前后链条1.3上。
27.所述擦拭台6包括箱体61,箱体61与蘸胶台5的后侧中间上部固定连接,箱体61为上部开口四周封闭的方形结构,海绵块62放置在箱体61中,海绵块62的体积小于箱体61的体积,海绵块62用于擦拭花键毂83下部的液滴状胶。
28.所述链条输送机7包括支撑架71,支撑架71固定设置在地平面上,步进电机72固定设置在支撑架71的右端后侧位置,主驱动轴73纵向固定设置在支撑架71的右端,主驱动轴73与步进电机72的动力输出轴呈前后水平设置,主驱动轴73的后端与步进电机73的动力输出轴固定连接;从动轴74纵向固定设置在支撑架71的左端位置,主驱动轴73和从动轴74的前后两端对称设置与两个齿轮76,输送链条75前后平行设置有两根,并分别套装在主驱动轴73和从动轴74左右两个齿轮76上。
29.所述加热炉9包括炉体91,炉体91为中空的方形体,炉门92对称设置在炉体91的左右两侧位置,炉门92套装在炉体91侧面的滑槽中,升降气缸93的上端固定设置在炉体91的侧面上部中间位置,升降气缸93的伸缩杆与固定座94固定连接,固定座94固定设置在炉门的上部中间位置。
30.所述均匀冷却装置10包括封闭箱体101,封闭箱体101为中空的长方体,封闭箱体101的左右两侧设置有箱门102,箱门102套装在封闭箱体101左右两侧的滑动槽中;离心风
机103固定设置在均匀设置在封闭箱体101上部,排气管105在封闭箱体101上等距设置有两个,排气电动蝶阀104固定设置在排气管105的中间位置,排气电动蝶阀104位于封闭箱体101的外侧上部,排气电动蝶阀104用于控制排气管105的启闭;箱门升降装置106分别固定设置在左右箱门102的侧面中间位置,箱门升降装置106包括伸缩气缸1061,伸缩气缸1061的上端固定设置在封闭箱体101的侧面上部中间位置,固定体1062固定设置在箱门侧面的上部中间位置,伸缩气缸1061的伸缩杆与固定体1062固定连接。
31.所述热电偶11均匀固定设置在封闭箱体101上部,热电偶11延伸至封闭箱体101的内部,热电偶11用于测量封闭箱体101中的实时温度;热电偶11固定设置在炉体91的左右两侧的上部位置,热电偶11延伸至炉体的内部。
32.所述plc控制程序18通过连接线与左输料台2的光电接近开关一12固定连接,同时光电接近开关一12与左输料台2的驱动电机1.2固定连接;plc控制程序18通过连接线与右输料台3的光电接近开关四15固定连接,同时光电接近开关四15与右输料台3的驱动电机1.2固定连接。
33.所述plc控制程序18通过连接线与进料机械手4和出料机械手17固定连接;plc控制程序18通过连接线分别与光电接近开关二13和光电接近开关三14固定连接,光电接近开关二13和光电接近开关三14同时与步进电机72固定连接。
34.所述plc控制程序18通过连接线与升降气缸93供气源的电磁阀固定连接;plc控制程序18通过连接线与箱门升降装置106的伸缩气缸1061供气源的电磁阀固定连接;plc控制程序18通过连接线与离心风机103的电机固定连接,同时与排气电动蝶阀104固定连接;plc控制程序18通过连接线与热电偶11固定连接。
35.这种花键毂尼龙层的自动涂覆生产线的工作过程为:首先plc控制程序18自动控制进料机械手4移动到光电接近开关一12的位置时,光电接近开关一12感应到进料机械手4信号,并同时将信号传输给plc控制程序18,plc控制程序18将控制指令传输给左输料台2的驱动电机1.2使其停止动作,此时进料机械手4将经过吹气清洗过的花键毂83从左输料台2的花键毂固定装置8上取下,转移到蘸胶台5中,蘸取液体的胶,蘸胶动作完成后,由plc控制程序18控制进料机械手提起花键毂83在空中停留一定时间,使包裹在花键毂83表面的胶通过其自身的重力,向下积聚形成液滴状,然后进料机械手4将花键毂83转移到擦拭台6的位置,将花键毂83底部的液滴状胶擦拭到海绵块62上,使花键83的表面形成一层厚薄均匀的胶层。然后进料机械手4将花键毂83移动到链条输送机7的左端位置,当光电接近开关二13感应到进料机械手4时,光电接近开关二13将感应的信号传输给plc控制程序18,plc控制程序18控制正在运转的链条输送机7的步进电机72停止转动,此时进料机械手4将花键毂83逐一放置在链条输送机7上的花键毂固定装置8上,与此同时plc控制程序18向加热炉9左侧炉门92的升降气缸93发送控制指令,使左侧炉门92在升降气缸92伸缩杆的缩回动作下,将左侧炉门92打开,当进料机械手4将花键毂83放置好,离开光电接近开关二13时,plc控制程序18控制左侧炉门92关闭,同时链条输送机7匀速缓慢带动花键毂固定装置8向右侧移动,当花键毂83移动到加热炉9的右侧炉门位置时,利用plc控制程序18预先设定的加热时间,自动向右侧炉门92发送开启的控制指令,右侧炉门92打开,随着链条输送机7的继续向右转动,花键毂83通过右侧炉门后,根据plc控制程序18预先设定链条输送机7的运行时间,自动控制均匀冷却装置10中的左侧箱门开启,此时花键毂83继续向右侧移动进入到均匀冷却装
置10的封闭箱体101中,此时离心风机103处于开启状态,利用离心风机103、排气电动蝶阀104和排气管105的在plc控制程序18的自动控制配合作用下,将花键毂83冷却过程中所散发的热量进行均匀混合,可以提高花键毂83胶涂覆层的成型均匀性。当花键毂83移动到封闭箱体101的右侧箱门102位置时,由plc控制程序18预先设定的控制时间,自动控制右侧箱门102打开,此时花键毂83移动到链条输送机7的右端位置,同时plc控制程序18向出料机械手17发送控制信号,使出料机械手17向链条输送机7的右端位置移动,当光电接近开关三14感应到出料机械手17的信号时,利用光电接近开关三14向plc控制程序18发送信号,plc控制程序18同时向链条输送机7的步进电机72发送停止动作的控制信号,使步进电机72停止动作,此时出料机械手17将花键毂固定装置8上的花键毂83抓取转移到蘸尼龙粉台16中,使尼龙粉粘附在花键毂83表面和内孔的胶涂覆层上,形成尼龙涂覆层,同时出料机械手17将花键毂83转移到右输料台3上,当出料机械手17移动到光电接近开关四15的位置时,由光电接近开关四15将感应的信号传输给plc控制程序18,plc控制程序18向右输料台3的驱动电机1.2发送停止转动的控制信号,此时右输料台3处于停止状态,当出料机械手17将花键毂83放置到右输料台3的花键毂固定装置8上后,离开右输料台3此时光电接近开关四15向plc控制程序18发送感应离开的控制信号,plc控制程序18向右输料台3的驱动电机1.2发送开启的控制信号,右输料台3开始运转。当加热炉9和均匀冷却装置10正常工作时,热电偶11将所监测的实时温度信号,传输给plc控制程序18,plc控制程序18可以根据预先设定的工艺温度,控制加热炉9的加热温度。
36.对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1