一种木门加工用高效喷漆设备及表面喷漆工艺
1.本发明涉及木门喷漆设备领域,尤其涉及一种木门加工用高效喷漆设备及表面喷漆工艺。
背景技术:
2.工艺品、木材、金属、机械等行业的生产制造中,常常会对产品进行喷漆,大家都知道油漆是一种有害的物品,长期吸入是有害身体健康的。且现如今普通的木门喷漆设备及表面喷漆工艺都较为普通,普遍存在着缺乏自动化喷漆、自动送料和木门限位固定的问题,为此我们提出一种木门加工用高效喷漆设备及表面喷漆工艺。
技术实现要素:
3.本发明的目的在于提供一种木门加工用高效喷漆设备及表面喷漆工艺,以解决上述背景技术中提出的木门喷漆设备及表面喷漆工艺都较为普通,普遍存在着缺乏自动化喷漆、自动送料和木门限位固定的问题。
4.本发明的目的与功效,由以下具体技术手段所达成:
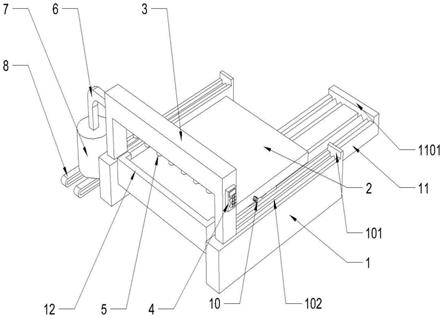
5.一种木门加工用高效喷漆设备及表面喷漆工艺,包括导轨座,导轨座上端设置有导轨挡板,导轨挡板中间设置有导轨,两导轨上方连接设置有喷漆架,喷漆架一侧设置有操作面板,操作面板前侧上方设置有液晶屏,液晶屏下方左侧设置有电源开关,电源开关右侧设置有设置按钮,喷漆架另一侧连接设置有输送管,输送管下方设置有加压漆桶,加压漆桶下方设置有滚动履带,喷漆架上端内侧下方设置有喷漆头,导轨座之间设置有支撑座,支撑座下方设置有支撑座滑块,支撑座滑块下方设置有支撑座导轨装置,支撑座导轨装置尽头设置有支撑座导轨挡板,支撑座上方设置有木门限位槽,木门限位槽中设置有木门,导轨座上端一侧设置有紧固装置。
6.进一步的,所述导轨座及上配套的导轨、导轨挡板均设置有两个,且左右对称水平设置,其高度形状材料均一致。
7.进一步的,所述喷漆头设置有七个,其形状为上窄下宽的圆台形状,且方向呈竖直设置,其与喷漆架为固定连接设置。
8.进一步的,所述紧固装置设置在导轨座内部的上端部位,其上端平面存在距离,且其水平设置,并应设置于支撑座上方一定高度以能全部压迫木门侧面为宜,其上设置有螺纹。
9.进一步的,所述滚动履带设置有两个,且均设置在加压漆桶的下方,且与加压漆桶为固定连接设置。
10.进一步的,所述木门限位槽形状与木门形状相贴合,其设计高度小于木门厚度,且其与支撑座固定连接设置为一体。
11.进一步的,所述支撑座导轨装置设置于支撑座与支撑座滑块下方,支撑座滑块亦与支撑座固定设置,且支撑座导轨装置设置长度较长,且位于支撑座的底部前侧。
12.与现有技术相比,本发明具有如下优点:
13.1.本发明中,通过设置的导轨座、导轨、导轨挡板和控制面板,可以设置程序操控滑动喷漆架沿着导轨进行移动式喷漆,通过这样的设计,达到自动喷漆的目的。
14.2.本发明中,通过设置的加压漆桶、输送管和喷漆头,经加压漆桶内部加压通过输送管输送至圆台形的喷漆头进行更加大范围均匀的喷漆作业,通过这样的设计,达到漆层次不一、难以全面的目的。
15.3.本发明中,通过设置在支撑座连接处的木门限位槽,在木门放置时可以成批次固定进行木门限位,放置其移动,通过这样的设计,解决了木门无法固定容易位移的问题。
16.4.本发明中,通过设置在支撑座下方的支撑座滑块、支撑座导轨装置等,将木门的放置后可以进行自动的移动送料,免去人力搬运,通过这样的设计,达到了木门送料自动化且稳定的目的
附图说明
17.图1为本发明的结构示意图;
18.图2为本发明的结构示意图;
19.图3为本发明的主视图;
20.图4为本发明的侧视图;
21.图5为本发明的俯视图;
22.图6为本发明的局部放大视图;
23.图1
‑
6中:1、导轨座;101、导轨挡板;102、导轨;2、木门;3、喷漆架;4、操作面板;401、液晶屏;402、电源开关;403、设置按钮;5、喷漆头;6、输送管;7、加压漆桶;8、滚动履带;9、支撑座;10、紧固装置; 11、支撑座导轨装纸;1101、支撑座导轨挡板;12、木门限位槽;13、支撑座滑块。
具体实施方式
24.应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
25.参见图1至图6,一种木门加工用高效喷漆设备及表面喷漆工艺,导轨座 1,导轨座1上端设置有导轨挡板101,导轨挡板101中间设置有导轨102,两导轨102上方连接设置有喷漆架3,喷漆架3一侧设置有操作面板4,操作面板4前侧上方设置有液晶屏401,液晶屏401下方左侧设置有电源开关402,电源开关402右侧设置有设置按钮403,喷漆架3另一侧连接设置有输送管6,输送管6下方设置有加压漆桶7,加压漆桶7下方设置有滚动履带8,喷漆架 3上端内侧下方设置有喷漆头5,导轨座1之间设置有支撑座9,支撑座9下方设置有支撑座滑块13,支撑座滑块13下方设置有支撑座导轨装置11,支撑座导轨装置11尽头设置有支撑座导轨挡板1101,支撑座9上方设置有木门限位槽12,木门限位槽12中设置有木门2,导轨座1上端一侧设置有紧固装置10。
26.在具体实施中,所述导轨座1及上配套的导轨102、导轨挡板101均设置有两个,且左右对称水平设置,其高度形状材料均一致。
27.在具体实施中,所述喷漆头5设置有七个,其形状为上窄下宽的圆台形状,且方向呈竖直设置,其与喷漆架3为固定连接设置。
28.在具体实施中,所述紧固装置10设置在导轨座1内部的上端部位,其上端平面存在距离,且其水平设置,并应设置于支撑座9上方一定高度以能全部压迫木门2侧面为宜,其上设置有螺纹。
29.在具体实施中,所述滚动履带8设置有两个,且均设置在加压漆桶7的下方,且与加压漆桶7为固定连接设置。
30.在具体实施中,所述木门限位槽12形状与木门2形状相贴合,其设计高度小于木门2厚度,且其与支撑座9固定连接设置为一体。
31.在具体实施中,所述支撑座导轨装置11设置于支撑座9与支撑座滑块13 下方,支撑座滑块13亦与支撑座9固定设置,且支撑座导轨装置11设置长度较长,且位于支撑座9的底部前侧。
32.本发明的表面喷漆工艺由以下步骤组成:
33.1.切割:首先需将木材进行拼合、紧固、切割成所需的木门底板大小及形状,以便后续进行加工、喷漆作业;
34.2.打磨:利用打磨设备将木门所有表面进行光滑打磨,使之达到能够喷漆的表面粗糙度;
35.3.喷底漆:将木门基材木板放置并进行固定后,使其自然完全干燥,再往其所有表面喷涂水性底漆3
‑
4遍;
36.4.烘干:将表面喷涂了水性底漆的木门基材运至烘干房进行烘干作业,其温度保持在35
‑
40度左右,并静置3
‑
5小时;
37.5.底漆打磨:将烘干后的木门基材运送至车间,在其上各个表面对已经进行喷涂底漆的凸末腻子粉,并在其静置干透后使用砂纸进行打磨;
38.6.喷面漆:将打磨后的木门基材运送至面漆车间,在这之中使用面漆材料对其进行喷涂,并使其喷涂2
‑
3遍,保证每个表面均喷涂完整;
39.7.修色:使用另一份面漆材料对其进行缺失区块进行补充喷涂,保证漆面完整、均匀;
40.8.静置:将喷涂面漆之后的木门进入静置区域进行静置,时间保持在3小时,并对其进行抽湿,将湿度抽湿至50%左右,接下来将其运动至二次抽湿车间,时间保持2小时,湿度抽至25%左右,通过多次抽湿,降低漆面内的水分; 9.包装:对完成喷漆操作的木门进行打包运送。
41.本发明一种木门加工用高效喷漆设备及表面喷漆工艺的使用方法和工作原理如下。
42.本发明安装好过后,首先检查本发明的安装固定以及安全防护,接通喷漆装置的电源,将需要进行喷漆的木门2水平放置于支撑座9上的木门限位槽12内,使其限位固定,然后通过支撑座9下方的支撑座导轨装置11及支撑座滑块13将支撑座9及木门2运送在指定位置,并且通过紧固装置10使其紧固,接着打开操作面板4的电源开关402,通过设置按钮403设置好喷漆程序,加压漆桶7将内部加压后油漆经输送管6输送至喷漆头5,并随着喷漆架3在导轨102上的移动同步将木门2进行喷漆作业,最后解决木门喷漆设备及表面喷漆工艺都较为普通,普遍存在着缺乏自动化喷漆、自动送料和木门限位固定的问题,本发明结构简单,使用安全方便。
43.综上,尽管参照前述对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1