一种撞色喷涂的方法与流程
1.本技术具体涉及一种撞色喷涂的方法。
背景技术:
2.在对现有技术的研究和实践过程中,本技术的发明人发现,一般喷涂工艺的涂料为单个的颜色,譬如:粉色、蓝色、红色、白色等;单个颜色无变化,单调呆板。
技术实现要素:
3.本技术实施例提供一种撞色喷涂的方法,可以解决现有技术中喷涂不均匀以及喷涂效果单一的技术问题。
4.本技术实施例提供一种撞色喷涂的方法,包括以下步骤:
5.提供待喷涂产品,所述待喷涂产品具有待喷涂面;在所述待喷涂面上喷涂底漆形成第一漆面;在所述第一漆面上依次进行至少一次喷涂洒点漆以形成至少一种洒点图案;其中,在每次喷涂洒点漆之后、下次喷涂洒点漆之前对当前洒点图案进行加热烘烤,烘烤温度为70~80℃,烘烤时间为20~30分钟。
6.可选的,在本技术的一些实施例中,在所述提供待喷涂产品之后、喷涂底漆之前,还包括以下步骤:
7.擦拭所述待喷涂面,直至所述待喷涂面达到预设油污洁净度;
8.对所述待喷涂面进行除尘,直至所述待喷涂面达到预设灰尘洁净度;
9.对所述待喷涂产品进行预热,预热温度为50~55℃,预热时间为2~4分钟。
10.可选的,在本技术的一些实施例中,通过洒点喷枪在所述第一漆面上进行喷涂洒点漆,所述洒点喷枪的枪口口径为1.5mm或2mm,枪泵气压为0.5~1mpa。
11.可选的,在本技术的一些实施例中,所述洒点喷枪的枪口与所述第一漆面的垂直距离为200~250mm。
12.可选的,在本技术的一些实施例中,所述洒点喷枪的气压为0.5~1圈,所述洒点喷枪的油量为1~1.5圈
13.可选的,在本技术的一些实施例中,所述底漆的粘度为80~120pa.s,所述洒点漆的粘度为120~160pa.s。
14.可选的,在本技术的一些实施例中,所述底漆和/或洒点漆包括以下组份:水性树脂40
‑
60%,填充料8
‑
30%,流平剂1
‑
2%,消泡剂0.5
‑
1%,助溶剂5
‑
25%,混合溶剂10
‑
20%。
15.可选的,在本技术的一些实施例中,在所述待喷涂面上喷涂底漆形成第一漆面的步骤之前,还包括喷漆的制备步骤,所述喷漆的制备步骤包括:提供初始样板,分析初始样板得到喷漆的各组分含量;提供水性树脂、填充料、助剂、助溶剂以及混合溶剂;在搅拌机内加入水性树脂,搅拌5~10分钟;在搅拌机内依次加入分散剂、填充料、助剂、助溶剂以及混合溶剂,搅拌5~20分钟;取下搅拌机内的溶液,在室温下冷却消泡后得到所述喷漆。
16.可选的,在本技术的一些实施例中,在取下搅拌机内的溶液的步骤之后,还包括以下步骤:
17.将所述喷漆喷涂至一空白样板的表面形成第二漆面,对所述第二漆面进行测试,并与所述初始样板进行比对,若与初始样板的误差小于一预设阈值,则将所述喷漆用于在所述待喷涂面喷涂;
18.若与初始样板的误差大于所述预设阈值,则重新调整各组分比例,并重新按照所述喷漆的制备方法制备喷漆,直至获得的第二漆面与所述初始样板上的漆面色差小于所述预设阈值。
19.本技术实施例采用本实施例的有益效果在于,本实施例提供了一种撞色喷涂的方法,通过在树脂中加入各类色粉、色浆调配形成具有各色颜料的漆材,从而喷涂在产品上形成各色膜层。通过进行洒点工艺参数不同对效果的影响实验,得到最佳参数,通过多次、多种颜色的喷洒工艺,成膜后在底漆表面呈现大小不同、颜色不同、疏密相间、不规则点状效果,提升了产品的视觉观感体验。
附图说明
20.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1是本技术实施例提供的待喷涂产品侧视图;
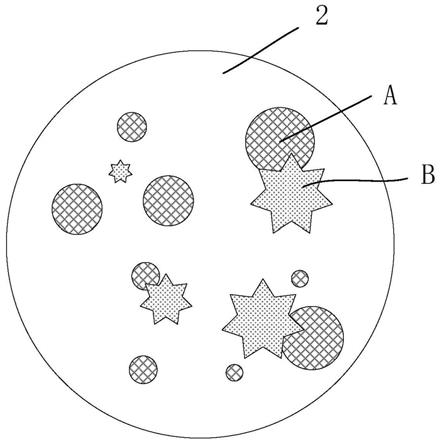
22.图2是本技术实施例提供的喷漆完成后的产品平面图;
23.图3是本技术实施例提供的撞色喷漆方法的流程图;
24.图4是本技术实施例提供的喷漆制备方法的流程图。
25.附图标记说明:
26.待喷涂产品1;待喷涂面11;第一漆面2。
具体实施方式
27.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。此外,应当理解的是,此处所描述的具体实施方式仅用于说明和解释本技术,并不用于限制本技术。在本技术中,在未作相反说明的情况下,使用的方位词如“上”和“下”通常是指装置实际使用或工作状态下的上和下,具体为附图中的图面方向;而“内”和“外”则是针对装置的轮廓而言的。
28.本技术实施例提供一种撞色喷涂的方法。以下分别进行详细说明。需说明的是,以下实施例的描述顺序不作为对实施例优选顺序的限定。
29.实施例一、
30.如图1至图3所示,本实施例中,本发明提供了一种撞色喷涂的方法,具体包括以下步骤:
31.s1)提供待喷涂产品1,待喷涂产品1具有待喷涂面11,本实施例中,待喷涂产品1为一灯具的外壳,在本发明的其他优选实施例中,待喷涂产品可以为任何物品。
32.s2)采用无尘布和除油剂擦拭所述待喷涂面11,直至所述待喷涂面11达到预设油污洁净度,所述除油剂为异丙醇溶液。
33.s3)采用静电枪对所述待喷涂面11进行除尘,直至所述待喷涂面11达到预设灰尘洁净度。
34.s4)对所述待喷涂产品1的待喷涂面11进行预热,预热温度为50~55℃,预热时间为2~4分钟,从而提升底漆在待喷涂面11上的吸附力。
35.s5)采用喷枪在所述待喷涂面11上均匀喷涂底漆形成第一漆面2,在喷涂时,所述喷枪的枪泵气压在0.3~0.6mpa之间,所述喷枪的枪口与待喷涂面11的垂直距离为250~300mm,所述喷枪的口径为1.5~2mm,气压为0.5~1圈,油量为50~100g/min。所述喷枪每喷出一层的厚度在10~15um之间。所述底漆粘度为80~120s.mpa(适用去离子水调配粘度),所述底漆的材料包括:40%~60%的丙烯酸树脂、8%~30%的炭黑、钛白粉、铝粉、铜粉、颜料、染料。1%~2%的流平剂、0.5%~1%的消泡剂、5%~25%的成膜助剂以及余量补充的蒸馏水。所述底漆的颜色可以随意调配,譬如:粉色、蓝色、红色、白色,本实施例中,第一漆面2为单一颜色,在本发明的其他优选实施例中,可以采用分区多次喷涂底漆的方式在待喷涂面11上形成具备拼色效果的第一漆面2。
36.s6)将待喷涂产品1进行加热烘烤,烘烤温度为70~80℃,烘烤时间为25~30分钟,直至第一漆面2固化。
37.s7)采用洒点喷枪在固化后第一漆面2上进行第一次喷涂洒点漆以形成一种洒点图案a,所述洒点喷枪的枪泵气压在0.5~1mpa之间,所述洒点喷枪的枪口与第一漆面2的垂直距离为200~250mm,所述洒点喷枪的口径为1.5~2mm,所述洒点喷枪的气压为0.5~1圈,油量为1~1.5圈。所述洒点漆的粘度为120~160s.mpa(适用去离子水调配粘度),所述洒点漆的材料包括:40%~60%的丙烯酸树脂、8%~30%的炭黑、钛白粉、铝粉、铜粉、颜料、染料。1%~2%的流平剂、0.5%~1%的消泡剂、5%~25%的成膜助剂以及余量补充的蒸馏水。所述洒点图案a均匀或不规则分布在第一漆面2上,且洒点图案a的颜色与第一漆面2的颜色不同,从而在视觉上呈现不规则点状效果,增加视觉效果。
38.s8)将待喷涂产品1进行加热烘烤,烘烤温度为70~80℃,烘烤时间为20~30分钟,直至洒点图案a固化,避免被后续喷洒的洒点图案影响,导致洒点图案a变形融化。
39.s9)在所述第一漆面2再次进行第二次喷涂洒点漆以形成洒点图案b,所述洒点图案b均匀或不规则分布在第一漆面2上,且洒点图案b的颜色与第一漆面2以及洒点图案a的颜色均不同,洒点图案b与洒点图案a间隔分布或部分重合,通过不同颜色的洒点图案a和洒点图案b可以在视觉上呈现彩色不规则点状效果,进一步增加视觉效果。
40.s10)将待喷涂产品1进行加热烘烤,烘烤温度为70~80℃,烘烤时间为20~30分钟,直至洒点图案b固化,避免被后续喷洒的洒点图案影响,导致洒点图案b变形融化。
41.本实施例中,只描述的二次洒点的工艺,可以理解的是,本发明可以进行一次或多次(大于两次)的洒点工艺,只需重复在步骤s10)之后重复进行s9)~s10)即可。
42.本实施例中,还对步骤s7)中的洒点工艺效果进行实验,实验参数如表1所示:
43.表1
‑
洒点工艺参数对效果的影响实验
44.45.[0046][0047]
通过上述实验验证,1
‑
48与1
‑
96两种参数配置效果最佳。再固化参数,验证喷涂距离的影响实验如表2:
[0048]
表2
‑
喷涂距离选择实验
[0049][0050][0051]
最终结论:洒点喷枪的枪口径1.5或2mm,洒点喷漆的粘度为120
‑
140s.mpa,洒点喷
枪的枪泵气压0.5
‑
1mpa,洒点距离200
‑
250mm,洒点喷枪的气压0.5
‑
1圈,洒点喷枪的油量1
‑
1.5圈时,洒点效果最佳。
[0052]
本实施例中喷涂底漆和洒点漆后的产品(灯具)满足各项测试,包括附着力要求(百格法,1mm*1mm,3m600胶纸垂直粘拉,5b为合格,参考国标gb9286
‑
98《百格测试标准》)、酒精耐磨测试(无尘布/纱布粘酒精,加载500gf来回擦拭50次不漏底合格)、铅笔硬度(中华牌铅笔(塑胶hb),500gf成45度角往前推动1
‑
2cm,换地方重复此动作5次以上,漆膜不破为合格。参考国标:gb/t6739
‑
2006《色漆和清漆铅笔法测定漆膜硬度》)、盐雾测试(温度35
±
2℃、湿度85%、ph值6.5
‑
7.2、nacl溶液5
±
1%条件下,塑胶24h无明显褪色、起泡、脱落。)、交变湿热测试(
‑
温湿度:55℃95%rh,25℃≥80%rh;
‑
实验程序:高低温状态分别存储11h30min,,温度切换时间60min。每天与25℃时通电1h。持续6个循环。测试结束,漆膜层无起泡、脱落等不良,色差
△
e≤1.5为合格。)、冷热冲击测试(
‑
室内不点亮,
‑
20℃/1h,80℃/1h,15个循环;
‑
室外不点亮,
‑
40℃/1h,80℃/1h,20个循环;
‑
塑包铝结构件,
‑
20℃/20min,120℃/20min,,50个循环。温度转化时间:<30min。测试结束,漆膜层无起泡、脱落等不良,色差
△
e≤2为合格。b/d/e/f项参考国标:gb/t33721
‑
2017led《灯具可靠性试验方法》)
[0053]
本实施例的有益效果在于,本实施例提供了一种撞色喷涂的方法,通过洒点工艺参数不同对效果的影响实验,得到最佳参数,通过多次、多种颜色的喷洒工艺,成膜后在底漆表面呈现大小不同、颜色不同、疏密相间、不规则点状效果,提升了产品的视觉效果。
[0054]
实施例二、
[0055]
如图4所示,本实施例中,本发明提供了实施例一种的底漆和洒点漆的制备方法,具体包括以下步骤:
[0056]
s01)提供初始样板,采用色谱分析仪分析初始样板得到样板表面喷漆的各组分含量。
[0057]
s02)提供水性树脂、填充料、流平剂、消泡剂、分散剂、混合溶剂等材料。
[0058]
s03)在搅拌机内加入水性树脂,以300转/分钟的速度搅拌5~10分钟。
[0059]
s04)在搅拌机内依次加入分散剂、填充料、助剂、助溶剂以及混合溶剂,并持续搅拌5分钟,提高转速至3000转/分钟,持续搅拌30分钟。
[0060]
s05)取下搅拌机内的溶液,在室温下冷却消泡后得到漆材。
[0061]
s06)将所述漆材填入喷枪中,对一空白板材进行喷涂得到对比板材,喷涂的膜厚为10~10um。
[0062]
s07)将所述对比板材与初始样板进行比对,并测试色差,色差范围
△
e在
±
1之间则合格,所述漆材可以作为最终底漆和洒点漆的材料。若色差范围
△
e超过
±
1,则重复进行步骤s01)~s06),直至获得对比板材与初始样板之间的色差范围
△
e不超过
±
1。
[0063]
s08)按照所述漆材的各组分比例进行大批量生产,并进行检验,测试的漆材粘度为120~150s.mpa。
[0064]
s09)通过200目过滤网过滤所述漆材,得到所需的底漆或洒点漆材料。
[0065]
本实施例的有益效果在于,本实施例提供了撞色喷涂的方法中所需喷漆的制备方法,通过在树脂中加入各类色粉、色浆调配形成具有各色颜料的漆材,从而喷涂在产品上形成各色膜层。
[0066]
以上对本技术实施例所提供的一种撞色喷涂的方法进行了详细介绍,本文中应用
了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1