一种手机电池点胶装置及使用方法
1.本发明属于手机加工设备技术领域,具体涉及一种手机电池点胶装置及使用方法。
背景技术:
2.目前在制作手机电池时,需要对电池进行点胶,以固定电池上的部件。点胶笔内的胶水在压力罐的作用下出胶。
3.公开号为cn210058801u的实用新型公开了一种双z轴手机电池点胶装置包括底板、设置于所述底板上的若干支撑件、若干y轴移动模组、设置与所述y轴移动模组上的物料盘、设置于所述支撑件上的x轴移动模组、设置于所述x轴移动模组上的第一驱动装置、相机、设置于所述第一驱动装置上的第二驱动装置、设置于所述第二驱动装置上的点胶头、设置于所述底板上的感应器。本实用新型设置有两个驱动装置,相机与第一驱动装置连接,点胶头通过丝杆与第二驱动装置连接,使其能兼顾相机飞拍的功能与点胶的精度;而且设置有加热器,使其可以对胶水进行加热,一方面可以防止胶水堵塞输胶管,另一方面可以保证胶水处于最适宜温度;同时胶筒与本体通过螺钉连接,使其可以较为方便的更换本体。
4.现有的点胶装置对电池进行点胶后,出胶口处的胶水还有部分残留,容易滴落在机架上,后续清理较困难。
技术实现要素:
5.本发明的目的在于提供一种手机电池点胶装置及使用方法,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种手机电池点胶装置及使用方法,包括:机架、y轴滑台、加工板、x轴滑块、接胶装置、z轴滑块以及微调装置。
8.其中,所述机架包括控制台以及垂直安装在控制台上的门型架,在控制台远离门型架的一侧安装有控制面板和操作按钮,用于控制y轴滑台x轴滑块接胶装置、z轴滑块以及微调装置的启动工作。
9.其中,所述y轴滑台安装在控制台上表面,且y轴滑台上滑动连接有加工板,在加工板上等距开有用于连接固定夹的安装孔。
10.其中,所述x轴滑块滑动连接在门型架的水平段上,从而实现对手机电池横向的点胶移动。
11.其中,为了防止在一轮点胶后,胶水溢出滴落在控制台上,在x轴滑块上设置有接胶装置,所述接胶装置包括安装在x轴滑块上的一对相对设置的滑轨,一对所述滑轨之间滑动连接有z轴滑块,设置的z轴滑块实现对手机电池竖向的点胶移动。
12.其中,由于一些手机电池需要点胶的位置并非横平竖直,而是弧形形状或者有角度变化,从而在z轴滑块上安装了微调装置,所述微调装置包括固定板,所述固定板与z轴滑
块下表面固定安装在一起。
13.作为本发明一种优选的,所述门型架的水平段内部为空腔结构,且空腔的内部安装有x伺服,所述x轴滑块通过x伺服在门型架上滑动,所述y轴滑台的内部安装有y伺服,所述加工板通过y伺服在y轴滑台上进行直线移动。
14.作为本发明一种优选的,一对所述滑轨远离x轴滑块的一侧均安装有第一转动座,一对所述第一转动座的相对面均通过销轴转动连接有第一衔接臂,所述z轴滑块的下端固定安装有一对第二转动座,一对所述第二转动座的相对面上均通过销轴转动连接有第二衔接臂,所述第二衔接臂远离第二转动座的一端均与第一衔接臂转动连接在一起,一对所述第一衔接臂的下端之间转动连接有接胶盒。
15.作为本发明一种优选的,所述x轴滑块上通过螺栓安装有气缸座,所述气缸座上安装有第一气缸,所述第一气缸的活动端与x轴滑块的上端固定安装在一起。
16.作为本发明一种优选的,所述固定板远离z轴滑块的一面沿圆周等距安装有支撑腿,所述支撑腿之间固定安装有衔接盒,所述衔接盒内转动连接有主轴,所述主轴的一端贯穿出衔接盒,且贯穿出的一端焊接有套筒,所述套筒内同轴转动有水平轴,所述水平轴的一端安装有固定架,所述固定架上安装有点胶笔,所述水平轴的另一端安装有轨迹辊。
17.作为本发明一种优选的,所述衔接盒外滑动连接有滑动框,所述滑动框沿周向一体成型式等距设置有支脚,所述支脚下表面之间一体成型安装有轨迹圈槽,所述轨迹辊转动连接在轨迹圈槽内,所述轨迹圈槽与固定板之间设置有一对第二气缸。
18.作为本发明一种优选的,位于支撑腿之间的固定板上安装有电机,所述电机的输出端贯穿至衔接盒内并通过联轴器与主轴连接在一起。
19.作为本发明一种优选的,所述门型架的垂直段上安装有托架,所述托架内放置有加热式胶桶,所述加热式胶桶与点胶笔之间通过导管连通。
20.作为本发明一种优选的,一种基于上述的手机电池点胶装置的方法,包括如下步骤:
21.s1:将待点胶的手机电池通过固定夹放置在加工板上,将加热式胶桶加入胶水,胶水通过导管输送至点胶笔内;
22.s2:通过x伺服、y伺服以及第一气缸对加工板上的手机电池进行点胶,当第一气缸带动z轴滑块下降时,位于z轴滑块上的一对第二衔接臂在向下力的作用下推动一对第一衔接臂向外侧转动从而将原本遮挡住点胶笔的接胶盒向一侧移动,使点胶笔的点胶端露出;
23.s3:电机的输出端通过联轴器带动主轴转动,转动的主轴通过轨迹辊转动连接在轨迹圈槽内,使主轴带动点胶笔沿轨迹圈槽的环形轨迹转动,以满足不同方位的点胶位置。
24.本发明的有益效果:
25.1、本发明通过设置的接胶装置,当z轴滑块工作下压时,一对第二衔接臂推动一对第一衔接臂向一侧转动,转动的一对第一衔接臂拉动接胶盒离开点胶笔的出胶口,方便点胶笔点胶,当z轴滑块工作结束复位时,一对第二衔接臂拉动一对第一衔接臂,使接胶盒挡在点胶笔下方,接住余料,防止胶水污染机架。
26.2、本发明通过设置的微调装置,电机输出端通过联轴器带动主轴转动,转动的主轴带动套筒转动,由于水平轴的一端安装有固定架,固定架上安装有点胶笔,水平轴的另一端安装有轨迹辊,转动的套筒通过水平轴带动点胶笔与轨迹辊转动,启动一对第二气缸,一
对第二气缸的活动端收回时,轨迹辊在轨迹圈槽内转动,从而带动点胶笔的角度转动,以满足不同角度的需求。
附图说明
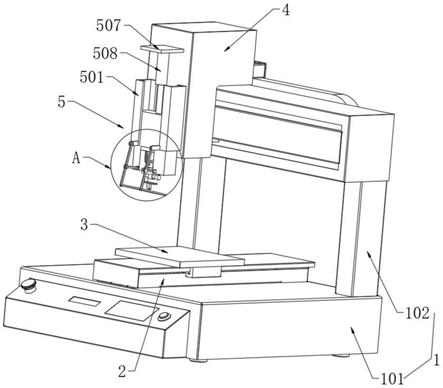
27.图1为本发明的结构示意图;
28.图2为本发明的图1中a处结构放大示意图;
29.图3为本发明的微调装置结构示意图;
30.图4为本发明的微调装置结构局部示意图;
31.图5为本发明的机架结构局部示意图。
32.图中:1、机架;101、控制台;102、门型架;2、y轴滑台;3、加工板;4、x轴滑块;5、接胶装置;501、滑轨;502、第一转动座;503、第一衔接臂;504、第二转动座;505、第二衔接臂;506、接胶盒;507、气缸座;508、第一气缸;6、z轴滑块;7、微调装置;701、固定板;702、支撑腿;703、衔接盒;704、主轴;705、套筒;706、水平轴;707、固定架;708、轨迹辊;709、电机;710、滑动框;711、支脚;712、轨迹圈槽;713、第二气缸;8、点胶笔;9、托架;10、加热式胶桶;11、导管。
具体实施方式
33.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
34.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
35.实施例
36.请参阅附图1
‑
2,一种手机电池点胶装置及使用方法,包括:机架1、y轴滑台2、加工板3、x轴滑块4、接胶装置5、z轴滑块6以及微调装置7。
37.其中,机架1包括控制台101以及垂直安装在控制台101上的门型架102,在控制台101远离门型架102的一侧安装有控制面板和操作按钮,用于控制y轴滑台2x轴滑块4接胶装置5、z轴滑块6以及微调装置7的启动工作。
38.其中,y轴滑台2安装在控制台101上表面,且y轴滑台2上滑动连接有加工板3,在加工板3上等距开有用于连接固定夹的安装孔。
39.其中,x轴滑块4滑动连接在门型架102的水平段上,从而实现对手机电池横向的点胶移动。
40.其中,为了防止在一轮点胶后,胶水溢出滴落在控制台101上,在x轴滑块4上设置有接胶装置5,接胶装置5包括安装在x轴滑块4上的一对相对设置的滑轨501,一对滑轨501
之间滑动连接有z轴滑块6,设置的z轴滑块6实现对手机电池竖向的点胶移动。
41.其中,由于一些手机电池需要点胶的位置并非横平竖直,而是弧形形状或者有角度变化,从而在z轴滑块6上安装了微调装置7,微调装置7包括固定板701,固定板701与z轴滑块6下表面固定安装在一起。
42.具体的,请参阅图1,门型架102的水平段内部为空腔结构,且空腔的内部安装有x伺服,x轴滑块4通过x伺服在门型架102上滑动,y轴滑台2的内部安装有y伺服,加工板3通过y伺服在y轴滑台2上进行直线移动,设置的x伺服与y伺服均包括提供移动轨迹的滑条、位于滑条上的移动块以及驱动移动块移动的伺服电机,其原理与型号已是现有技术,在此不多做赘述。
43.具体的,请参阅图1
‑
2,一对滑轨501远离x轴滑块4的一侧均安装有第一转动座502,一对第一转动座502的相对面均通过销轴转动连接有第一衔接臂503,z轴滑块6的下端固定安装有一对第二转动座504,设置的一对第二转动座504不妨碍z轴滑块6在一对滑轨501之间的移动,一对第二转动座504的相对面上均通过销轴转动连接有第二衔接臂505,设置的第二衔接臂505的长度小于第一衔接臂503,第二衔接臂505远离第二转动座504的一端均与第一衔接臂503转动连接在一起,一对第一衔接臂503的下端之间转动连接有接胶盒506。
44.具体的,请参阅图1
‑
2,x轴滑块4上通过螺栓安装有气缸座507,气缸座507上安装有第一气缸508,通过设置的气缸座507用于固定第一气缸508,第一气缸508的活动端与x轴滑块4的上端固定安装在一起,从而带动x轴滑块4在z轴方向上的移动。
45.具体的,请参阅图1和图3,固定板701远离z轴滑块6的一面沿圆周等距安装有支撑腿702,作为优选的设置的支撑腿702的数量为四根,四根支撑腿702之间固定安装有衔接盒703,衔接盒703内部为空腔结构,衔接盒703内转动连接有主轴704,主轴704的一端贯穿出衔接盒703,且贯穿出的一端焊接有套筒705,套筒705内同轴转动有水平轴706,当主轴704与外接的动力源连通时,带动套筒705转动,由于水平轴706的一端安装有固定架707,固定架707上安装有点胶笔8,水平轴706的另一端安装有轨迹辊708,转动的套筒705带动点胶笔8与轨迹辊708转动,设置的轨迹辊708在点胶笔8转动的过程中起到限位的作用。
46.具体的,请参阅图3
‑
4,衔接盒703外滑动连接有滑动框710,滑动框710沿周向一体成型式等距设置有支脚711,支脚711下表面之间一体成型安装有轨迹圈槽712,轨迹圈槽712呈环形结构,轨迹辊708转动连接在轨迹圈槽712内,在点胶笔8转动的过程中起到限位的作用,轨迹圈槽712与固定板701之间设置有一对第二气缸713,第二气缸713的活动端带动轨迹圈槽712通过滑动框710在衔接盒703外滑动,通过启动一对第二气缸713,一对第二气缸713的活动端收回时,轨迹辊708在轨迹圈槽712内转动,从而带动点胶笔8的角度转动,以满足不同角度的需求。
47.具体的,请参阅图3,位于支撑腿702之间的固定板701上安装有电机709,电机709的输出端贯穿至衔接盒703内并通过联轴器与主轴704连接在一起,电机709作为点胶笔8转动点胶的动力源,通过启动电机709,电机709输出端通过联轴器带动主轴704转动,转动的主轴704带动套筒705转动,由于水平轴706的一端安装有固定架707,固定架707上安装有点胶笔8,水平轴706的另一端安装有轨迹辊708,转动的套筒705带动点胶笔8与轨迹辊708转动。
48.具体的,请参阅图5,门型架102的垂直段上安装有托架9,托架9内放置有加热式胶桶10,加热式胶桶10与点胶笔8之间通过导管11连通,通过设置的加热式胶桶10防止胶水凝固。
49.一种基于上述的手机电池点胶装置的方法,包括如下步骤:
50.s1:将待点胶的手机电池通过固定夹放置在加工板3上,将加热式胶桶10加入胶水,胶水通过导管11输送至点胶笔8内;
51.s2:通过x伺服、y伺服以及第一气缸508对加工板3上的手机电池进行点胶,当第一气缸508带动z轴滑块6下降时,位于z轴滑块6上的一对第二衔接臂505在向下力的作用下推动一对第一衔接臂503向外侧转动从而将原本遮挡住点胶笔8的接胶盒506向一侧移动,使点胶笔8的点胶端露出;
52.s3:电机709的输出端通过联轴器带动主轴704转动,转动的主轴704通过轨迹辊708转动连接在轨迹圈槽712内,使主轴704带动点胶笔8沿轨迹圈槽712的环形轨迹转动,以满足不同方位的点胶位置。
53.工作原理:
54.加工时,将手机电池放置在加工板3上并固定,通过控制面板和操作按钮,控制y轴滑台2x轴滑块4接胶装置5、z轴滑块6以及微调装置7的启动工作,通过启动电机709,电机709输出端通过联轴器带动主轴704转动,转动的主轴704带动套筒705转动,由于水平轴706的一端安装有固定架707,固定架707上安装有点胶笔8,水平轴706的另一端安装有轨迹辊708,转动的套筒705通过水平轴706带动点胶笔8与轨迹辊708转动,启动一对第二气缸713,一对第二气缸713的活动端收回时,轨迹辊708在轨迹圈槽712内转动,从而带动点胶笔8的角度转动,以满足不同角度的需求;
55.点胶结束后,通过控制面板和操作按钮,控制y轴滑台2x轴滑块4接胶装置5、z轴滑块6以及微调装置7的复位工作,z轴滑块6复位的同时,一对第二衔接臂505拉动一对第一衔接臂503,使接胶盒506挡在点胶笔8下方,接住余料。
56.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1