流化床对喷式研磨机和运行流化床对喷式研磨机的方法与流程
1.本发明涉及构成为筛分研磨机的流化床对喷式研磨机并且涉及按照独立权利要求的前序部分的流化床对喷式研磨机的结构设计和所属的方法。
背景技术:
2.流化床对喷式研磨机包括具有竖直中轴线的壳体。在下方区域中存在研磨区,在该研磨区中,待研磨的物料构成流化床。在该区域中,研磨机具有多个环周均匀分布的、被加载以压缩空气的研磨喷嘴。各研磨喷嘴这样相互指向,使得处于研磨容器中的待研磨物料被吸入射流中并且被该射流加速,其中,基于在待研磨物料颗粒之间由于冲撞的相互碰撞而出现粉碎。在研磨区上方连接有分级装置。分级装置通常作为离心力筛分器构成,其中,比分离粒度更精细的颗粒向内被运输到筛分器的旋转的筛分轮中并且被分离,而比分离粒度更粗的颗粒从旋转的筛分轮被离心分离并且保留在研磨容器中。待研磨物料优选以从上面到研磨区中的方式被输送至流化床对喷式研磨机。
3.在de 31 40 294 a1中说明一种流化床对喷式研磨机。给料通过计量蜗杆被计量到研磨机的槽中。de 197 28 382 c2公开一种流化床对喷式研磨机,其中研磨气体射流与一部分待研磨物料一起被加速并且然后被引入在流化床对喷式研磨机中的流化的研磨物料床中。在de 10 2006 048 850 a1主要说明一种用于产生无定形颗粒的方法,对于所述方法使用流化床对喷式研磨机。所使用的流化床对喷式研磨机在ep 0139279中说明。如在ep 0139279中公开的,常规的流化床对喷式研磨机在研磨室上方具有产品供给部,从而待研磨物料从上面被引导到研磨区中。
4.在流化床对喷式研磨机上处理非常不同的产品。为了取得优化的研磨,不仅研磨方法、而且研磨机本身也与材料相协调。在具有第堆积密度的材料亦或其粉碎产品具有低堆积密度的材料中存在如下问题,即,颗粒主要会跟随气流并且几乎不沉淀。在研磨区上方的给料中,材料与此对应地仅不充分地下沉到研磨区中并且反而以未粉碎或未分散的状态被提供给筛分轮以便筛分。被筛分轮排斥的粗物料对筛分器加载并且不能与向上流动相反地往回到达研磨区中。在研磨期间出现产品的强烈的体积增加,因此在筛分器上的压力损耗强烈增加并且生产能力下降。产品堆积密度越小,则该效果表现得越强。该问题例如在研磨具有小于500g/cm3的堆积密度的材料、如硅石时出现,但也在研磨珠光体或沸石时出现。
技术实现要素:
5.本发明的任务是,提供一种流化床对喷式研磨机和一种用于运行流化床对喷式研磨机的方法,以便优化从低堆积密度的给料产生精细颗粒。这在考虑在稳定运行过程中提高生产能力的情况下以及在考虑尽可能高能效的过程的情况下实现。
6.在开头所述类型的流化床对喷式研磨机和与此有关的方法中,所述任务按照本发明通过独立权利要求的特征解决。
7.在按照本发明的流化床对喷式研磨机中,给料作为气体颗粒混合物从下面被计量
到研磨机的槽中,在给料供给部上方和研磨喷嘴平面下方设置偏转罩,并且研磨气体喷嘴构造为与壁齐平(wandb
ü
ndig)。
8.按照本发明的与此有关的用于运行流化床对喷式研磨机的方法规定,将给料作为气体颗粒混合物在研磨区下方计量到流化床对喷式研磨机的槽中并且通过设置在给料供给部上方的偏转罩换向到研磨区中。
9.通过在装置中以及在方法中的特征组合,相对于现有技术,在存在良好能效的同时在生产能力和过程稳定性的方面能够显著优化在流化床对喷式研磨机中从低堆积密度的给料中产生精细颗粒。
10.在实验中,发明人意外发现,通过从下面将给料计量到流化床对喷式研磨机的槽中,相比于在研磨喷嘴上方到研磨区中的侧面给料的情况下能实现显著更高的生产能力。通过加入到槽中,给料必须强制通过研磨区并且在经过研磨区之后已经被粉碎到目标粒度并且可以经过筛分轮,而没有对筛分轮加载。流化床对喷式研磨机通过该运行方式尽可能直线地并且没有大的干扰地从下向上沿研磨机的竖直中轴线的方向、即沿气体体积流的方向被流过。
11.低堆积密度的给料、例如硅石非常多变并且因此难以通过蜗杆计量。该问题的解决方案在于计量以气体颗粒混合物(混合物)形式的流化给料。为此例如使用粉末隔膜泵,利用所述粉末隔膜泵,给料例如从筒仓中被提取出并且被直接输送给研磨机。这样无尘地实现计量。
12.给料以从下面到槽中的形式优选在研磨机的最深点上作为气体颗粒混合物被输送给流化床对喷式研磨机。存在如下风险,即,给料颗粒没有负荷地经过研磨区。由此也可能在成品中出现飞溅颗粒,即,过大的并且未被分散的颗粒经过筛分轮,而不是被筛分轮排斥。为了避免未加负荷地经过研磨区和飞溅颗粒问题,正好在给料供给部上方到槽中并且显著在研磨喷嘴下方设置偏转罩。偏转罩阻止给料穿过研磨区并且给料被引导到研磨区中,在所述研磨区中,给料由于研磨射流并且由于颗粒彼此间的碰撞而被加负荷。偏转罩在最简单的情况下是具有合适直径的圆形盘,该圆形盘垂直于通过粉末隔膜泵输入的气体颗粒混合物的流动方向在研磨机槽中在研磨区显著下方通过装置固定并且使气体颗粒混合物制动或转向。
13.偏转罩也可以与在流化床对喷式研磨机中的其他配件组合。
14.在实验中,发明人意外发现,为了在研磨区中对给料加负荷,在低堆积密度的材料中,研磨喷嘴的与壁齐平的定位特别有效。在研磨区中通过研磨射流对给料加负荷以产生超细颗粒时,可以涉及粉碎,但也可以涉及解聚或分散。当在本专利申请的范畴内说到粉碎或研磨时,也总是因此指解聚或分散。
15.在研磨区中对低堆积密度的给料、如硅石加负荷时,涉及物料的分散,所述分散能够特别高能效地以低研磨气体压力实施。为此使用简单的柱形研磨喷嘴。按照待处理给料和所需研磨压力也使用不同构造的拉伐尔喷嘴。研磨射流也可以脉冲式地实施。
16.为了优化过程,在需要时可以将水或其他添加剂在分离区下方注入研磨机中。水理想地直接在包括双材料喷嘴的研磨区之后与空气或其他用于研磨使用的研磨气体一起在中央或与壁齐平地被注入研磨机容器中。
17.通过将水注入研磨室中,使气体颗粒混合物的温度降低。这一方面有利于保护过
滤器织物并且另一方面可以使用较小的过滤器,因为基于空气的密度变化而出现了空气体积流量的减少。此外实现颗粒重量的针对性提高。水注入也实现取得材料的静电电荷的减少,由此该材料能够更好地从机器或过滤器中排出。
18.流化床对喷式研磨机的研磨容器优选柱形地构成,但直径也可以在高度上变化。
19.给料具有小于500g/cm3、优选小于250g/cm3的堆积密度。成品具有小于300g/cm3、优选小于150g/cm3、特别优选小于75g/cm3的堆积密度。低堆积密度的下列给料和产生低堆积密度产品的给料尤其是可以利用按照本发明的研磨机来处理:硅石、膨胀石墨、稻壳灰、珠光体、沸石等。
20.在流化床对喷式研磨机中被加负荷的给料、如硅石基于所产生的低堆积密度而产生大的产品体积流量。在具有与研磨机容器相比更小的排出开口或具有自由横截面的筛分轮上,该效果由于强烈的压力损耗而变得明显,因为在这里-与功能相关地-存在狭窄部位。此外围绕筛分轮形成一起旋转的颗粒云,其还未研磨到目标细度。
21.为了减轻该效果,使用具有特别大的表面、即自由横截面的筛分轮。筛分轮具有大于1、优选大于1.2至1.3的l/d比例,其中d是筛分轮的直径并且l是流动通道的与筛分相关的高度(沿筛分轮中轴线的方向),所述流动通道通过筛分轮叶片以及筛分轮的下盖板和上盖板限定。
22.此外使用如在de 198 40 344 a1中说明的筛分轮。这些筛分轮可以在低的筛分轮转速时使用。两种效果(筛分轮的大的自由横截面和低转速)一起减少所产生的压力损耗,由此能实现更高的生产能力。
23.在处理低堆积密度的给料或产生低堆积密度的产品的给料、例如硅石时,由于产品云尤其是在筛分轮上产生强烈的压力损耗。借助具有高压力级的鼓风机,该压力损耗被克服并且生产能力升高。单级鼓风机的选择实现在经济上还合理的花费。
24.通过在按照本发明的流化床对喷式研磨机方面的以上所述的结构措施,生产能力在机器尺寸相同的情况下相对于现有技术能够显著提高。
25.对于按照本发明的用于运行所述流化床对喷式研磨机的方法,将给料作为气体颗粒混合物在研磨区下方计量到流化床对喷式研磨机的槽中并且通过设置在给料供给部上方的偏转罩(3)换向到研磨区中。
26.沿研磨气体流量从研磨喷嘴经由筛分轮至过滤器和鼓风机的压力损耗是用于在低堆积密度的给料和/或产品、例如硅石的流化床对喷式研磨机中产生精细颗粒的过程的关键大小,并且因此理想地作为用于稳定运行的计量功率的控制参数可供使用。按照研磨室中的材料重量对计量功率的调节在这些产品中基于低堆积密度而不可使用,借助电流消耗在变频器运行中对筛分轮的充分利用本来就不能有意义地实现。
27.按照压力损耗对计量功率的调节在此如下实现:为了确定压力损耗,相对于环境测量处理室中的相对压力并且借助鼓风机转速的调节将该相对压力保持在恒定的水平上。同时在至过滤器的输入管路中的或在原始气体侧在过滤器中进行第二相对压力测量。在第一和第二相对压力测量之间的压差关于计量率保持恒定。备选地可以使用压差测量仪器。
28.为了有效的研磨过程,研磨气体的有效产生也是重要的,取消的冷却或加热设备改善能效。所述过程因此在如下温度下运行,该温度在空气发生器上在压缩时产生。
29.作为研磨气体优选使用压缩空气,但也可以使用技术性气体,如氢气、稀有气体或
热蒸汽。
30.在从低堆积密度的给料产生超细颗粒时,在流化床对喷式研磨机中的加负荷尤其是涉及解聚或分散,给料结块能够以低的喷射功率被打破。出于这个原因,对于所述过程足够地并且同时较更效地产生低的研磨气体压力。此外可以放弃昂贵的螺旋式压缩机。在直至1巴的压力时可以使用旋转活塞鼓风机,在直至1.5巴的压力时可以使用旋转活塞压缩机。在1.5巴至3巴之间的研磨压力时使用单级的螺旋式压缩机。
31.研磨气体量也强烈影响在机器中、特别是在筛分轮上的压力损耗,并且因此要优化。过高的空气量导致过高的压力损耗,而过低的空气量限制生产能力。
32.在需要时可以将水注入研磨室中。由此能够实现下列目标:
[0033]-降低气体颗粒混合物的温度,这一方面有利于保护在连接于下游的过滤器中的过滤织器物并且另一方面基于空气的密度变化而有利于减少气体体积流量,
[0034]-提高材料的比重,
[0035]-减少材料的静电电荷,由此所述材料被更好地排出。
[0036]
为了精细物料分离,在流化床对喷式研磨机下游连接有过滤器。从下面的过滤器流入会显著妨碍粉碎的、非常轻的并且体积大的产品排出。因此设置从上面的过滤器流入。低堆积密度的产品跟随气流并且本身具有过小的重量以至于不沉淀,因此所述过程和机器这样设计,使得不需要相反于气流的沉积。因为在所产生的低堆积密度的超细颗粒中经常出现喷射颗粒,所以提高在筛分轮和精细物料出口之间的间隙上的扫气量。
[0037]
尽可能高的净化压力有效阻止在滤膜上的压力损耗上升并且实现从过滤器的较好排出。所述材料在预处理中获得体积。这样可能存在处于30-70g/cm3的范围内的堆积密度。出于这个原因可考虑,产品体积也可以通过双瓣阀(taktschleuse)排出。这通过增大双瓣阀或切合实际地在特定界限中通过选择快速的周期来实现。
[0038]
所述过程在负压下进行。为此,在过程链的末端上使用鼓风机,所述鼓风机负责在研磨容器中、在筛分器上和在过滤器中保持小的负压,所述负压也负责从研磨直到在过滤器中分离的产品运输。在负压下的运行方式中,相对于过压运行方式能够取得显著更高的生产能力。由于在鼓风机上的功率产生额外费用,但为此取得显著更高的生产能力,这使得特定能量下降。
[0039]
本发明的主题的其他细节、特征和优点由从属权利要求以及以下对所属附图的说明得出,在所述附图中示例性地示出本发明的优选实施例。
附图说明
[0040]
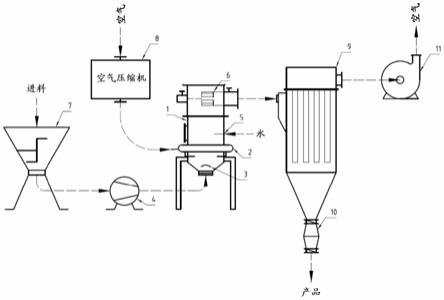
图1示出具有按照本发明的特征的流化床对喷式研磨机和按照本发明的方法。
具体实施方式
[0041]
流化床对喷式研磨机(1)具有竖直轴向的壳体。在下方区域中设置包括研磨区的研磨容器,并且在研磨区上方以限定的距离设置包括风力筛分器的分级区。研磨容器优选柱形地构成。在研磨容器的周边上设置研磨喷嘴(2),通过所述研磨喷嘴,流体射束被引导
到研磨区中,以便对待研磨物料加负荷。在此,待研磨物料可以被粉碎、解聚和/或分散。在这里构成流化床。作为流体可以使用气体,尤其是使用空气,但也使用蒸汽。研磨喷嘴(2)以均匀地围绕研磨容器的周边分布的方式设置,从而研磨射流或其中轴线相交于一点。在一种优选的实施形式中,3个研磨喷嘴(2)均匀地在容器的周边上设置,这3个研磨喷嘴的射流相交于一点。为了研磨材料、即研磨低堆积密度的给料,研磨喷嘴(2)这样在研磨容器中安装,使得各研磨喷嘴与壁齐平地结束。研磨喷嘴(2)是在低研磨压力下运行的柱形研磨喷嘴(2)。给料从下方导入流化床对喷式研磨机(1)的槽中。这在研磨容器的最深点上发生。给料作为气体颗粒混合物被计量到流化床对喷式研磨机中。为此优选使用粉末隔膜泵(4)。为了防止给料穿过研磨区直到在其上设置的筛分轮(6),在给料供给部上方并且在研磨喷嘴入口下方、亦即在研磨区下方装入偏转罩(3)。该偏转罩在一种优选的实施形式中构造为圆形盘并且固定在研磨区下方。偏转罩垂直于在槽中引入的气体颗粒流的流动方向设置并且使所述气体颗粒流转向或制动,从而给料在侧面转向到研磨区中。
[0042]
在需要时可以将水注入研磨区中,为此在研磨区和分离区之间设置喷水嘴(5)。在这里涉及双材料喷嘴(5),利用所述双材料喷嘴将水连同空气注入研磨区中,以便对研磨空气和材料在研磨区中进行空气调节。在一种优选的实施形式中,双材料喷嘴在径向上看处于研磨容器在研磨区上方的中心并且朝研磨区的方向喷射。
[0043]
在研磨区上方与其成距离设置的风力筛分器具有离心力筛分轮(6),所述离心力筛分轮具有竖直轴线。筛分轮(6)在由筛分轮叶片限定的流动通道中具有配件,如在de 198 40 344 a1中说明的那样。筛分轮(6)具有大的表面,所述表面具有大于1的l/d比例。为了压力损耗减小,筛分轮具有横截面大的精细物料出口。
[0044]
如由图1得出的,流化床对喷式研磨机(1)通过粉末隔膜泵(4)从样品容器(7)中将给料供给到研磨机槽中。计量按照压力损耗进行。研磨喷嘴(3)被供给以压缩的研磨气体、优选来自压缩机(8)的压缩空气。研磨在如下温度下进行,所述温度对应于在产生气体的压缩机上的气体的起始温度。
[0045]
在这些低堆积密度的给料中优选进行低压研磨。研磨压力小于等于3巴在直至1巴的压力下,则可以使用旋转活塞鼓风机,并且在直至1.5巴的压力下使用旋转活塞压缩机。此外使用单级的螺旋式压缩机。
[0046]
为了优化研磨,优化在设备中的并且特别是在流化床对喷式研磨机(1)中的压力损耗。这可以通过设定减少的研磨气体量实现。为了同时也减少飞溅颗粒,提高在筛分轮和精细物料排出之间的筛分轮间隙上的扫气量。
[0047]
在流化床对喷式研磨机(1)中加负荷之后,产品在过滤器(9)中与空气体积流分离。过滤器流入对于轻的并且体积大的产品从上向下进行,因为从下面来的过滤器流入阻碍粉碎的产品的排出。尽可能高的净化压力有效防止在滤膜上的压力损耗上升并且实现较好的从过滤器中的排出。体积非常大的产品通过大的双瓣阀(10)以高的节拍数排出。在过滤器下游连接有鼓风机(11),所述鼓风机所具有的任务在于,将体积大的产品和气体混合物输送通过包括按照本发明的流化床对喷式研磨机的设备以及将研磨机内压力保持恒定并且克服在筛分轮上由于产品产生的压力损耗。在这里涉及高压力级的单级鼓风机(11)。
[0048]
附图标记列表
[0049]
流化床对喷式研磨机(1)
[0050]
研磨喷嘴(2)
[0051]
偏转罩(3)
[0052]
粉末隔膜泵(4)
[0053]
喷水嘴(5)
[0054]
双材料喷嘴(5)
[0055]
离心力筛分轮(6)
[0056]
筛分轮(6)
[0057]
样品容器(7)
[0058]
压缩机(8)
[0059]
过滤器(9)
[0060]
双瓣阀(10)
[0061]
鼓风机(11)
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1