一种除尘器袋笼喷涂工艺
1.本发明涉及除尘器袋笼喷涂工艺技术领域,具体为一种除尘器袋笼喷涂工艺。
背景技术:
2.除尘器袋笼是采用专用设备一次焊接成型,其特点是焊接牢固,外表光洁挺直,垂直度好,使用方便,可自由拆卸、组合。
3.除尘器袋笼是布袋的肋骨,它应轻盈,便于安装和维护,框架的质量直接影响滤袋的过滤状态和使用寿命。整体结构光滑平整.有耐侵蚀,耐磨损,耐高温的特性。
4.目前,除尘器袋笼的表面均需要进行防锈喷涂,目前的除尘器袋笼喷涂在长时间后容易出现剥离。
技术实现要素:
5.本发明的目的在于提供一种凝固速度快,凝固效率高,使除尘器袋笼表面的喷漆均匀,喷漆的厚度薄,多层喷漆最终融合凝固在一起的除尘器袋笼喷涂工艺,以解决上述背景技术中提出的问题。
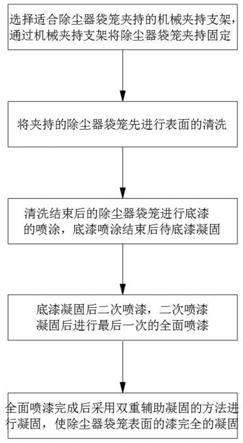
6.为实现上述目的,本发明提供如下技术方案:一种除尘器袋笼喷涂工艺,包括以下步骤:步骤一、选择适合除尘器袋笼夹持的机械夹持支架,通过机械夹持支架将除尘器袋笼夹持固定;步骤二、将夹持的除尘器袋笼先进行表面的清洗;步骤三、清洗结束后的除尘器袋笼进行底漆的喷涂,底漆喷涂结束后待底漆凝固;步骤四、底漆凝固后二次喷漆,二次喷漆凝固后进行最后一次的全面喷漆;步骤五、全面喷漆完成后采用双重辅助凝固的方法进行凝固,使除尘器袋笼表面的漆完全的凝固。
7.优选的,所述根据步骤一a、采用内部撑开式机械爪将除尘器袋笼从内部进行固定,b、内部撑开式机械爪的撑开夹爪与除尘器袋笼接触的宽度范围为0
‑
0.2mm,撑开夹爪为硬度高的耐高温、耐酸碱的绝缘材料制成,撑开夹爪的表面设有防滑花纹。
8.优选的,所述根据步骤二通过激光除锈器对除尘器袋笼表面进行激光除锈,激光除锈后将除尘器袋笼置于10%的硫酸溶液中冲洗20
‑
30s后取出甩干,再采用清水冲洗干净后甩干,干燥处理后的除尘器袋笼进行表面烤蓝处理。
9.优选的,所述根据步骤三a、采用两个机械夹持支架将从除尘器袋笼的两端将除尘器袋笼夹持住,两个机械夹持支架内部的接通头将除尘器的两端接入电路;b、在除尘器袋笼的内外表面喷涂底漆,底漆的厚度控制在10
‑
15μm,喷涂过底漆的除尘器袋笼通电后发热10
‑
15s再断电。
10.优选的,所述根据步骤四a、超声波加热器对喷涂底漆后的除尘器袋笼表面进行加热,除尘器袋笼表面的底漆加热至熔融状态后超声波加热器立即停止加热;b、对熔融状态的底漆表面立即对除尘器袋笼表面的底漆外表面进行二次喷漆,二次喷漆后的防锈层厚度范围为5
‑
10μm,二次喷涂完成后采用红外照射烤干;c、二次喷漆结束后将除尘器袋笼置于喷漆室内,喷漆室内的空气全部抽干,喷漆装置将喷涂的油漆进行彻底的雾化后喷淋在除尘器袋笼的最外层,待喷漆室内的漆雾淋在除尘器袋笼的外表面后将喷漆室内部多余的漆雾排出;d、喷漆室内的漆雾排除干净后采用红外加热对最外层的油漆进行烘干,待除尘器袋笼表面干燥后至常温。
11.优选的,所述根据步骤五a、对完成喷漆后的除尘器袋笼采用通电加热的方式进行加热,通电的电流匀速增大进行加热,待除尘器袋笼表面的漆全部处于熔融状态后停止增大电流,采用该电流温度维持在20
‑
25s;b、停止通电加热,使除尘器袋笼表面的漆逐渐干燥凝固。
12.与现有技术相比,本发明的有益效果是:(1)内部撑开式机械爪的撑开夹爪与除尘器袋笼接触的宽度范围为0
‑
0.2mm,降低撑开式机械爪与除尘器袋笼之间的接触面积,使后期对除尘器袋笼的喷涂能够尽可能的将除尘器袋笼表面完全喷涂到位;(2)通过激光除锈器对除尘器袋笼表面进行激光除锈,激光除锈对材料表面材料消耗最小,除锈速度快;(3)除尘器袋笼的内外表面喷涂底漆,底漆的厚度控制在10
‑
15μm,喷涂过底漆的除尘器袋笼通电后发热10
‑
15s再断电,短时间的通入大电流使除尘器袋笼金属材料发热,加速除尘器袋笼表面喷涂的底漆材料的干燥速度,缩短除尘器袋笼表面喷涂工艺的时间;(4)超声波加热器对喷涂底漆后的除尘器袋笼表面进行加热,除尘器袋笼表面的底漆加热至熔融状态后超声波加热器立即停止加热,使除尘器袋笼表面喷涂的底漆软化后更加容易与后续喷涂的漆材料结合,避免多层漆之间形成漆层;(5)对完成喷漆后的除尘器袋笼采用通电加热的方式进行加热,通电的电流匀速增大进行加热,待除尘器袋笼表面的漆全部处于熔融状态后停止增大电流,通过通电加热后使除尘器袋笼的本体发热,使除尘器袋笼表面的多层漆进行微软化融合,使多层防护漆之间相互渗透,形成更好的漆层衔接;(6)该除尘器袋笼喷涂工艺过程简单,凝固速度快,凝固效率高,使除尘器袋笼表面的喷漆均匀,喷漆的厚度薄,多层喷漆最终融合凝固在一起。
附图说明
13.图1为本发明除尘器袋笼喷涂工艺流程图。
具体实施方式
14.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
15.请参阅图1,本发明提供一种技术方案:一种除尘器袋笼喷涂工艺,其特征在于:包括以下过程:采用内部撑开式机械爪将除尘器袋笼从内部进行固定,内部撑开式机械爪的撑开夹爪与除尘器袋笼接触的宽度范围为0
‑
0.2mm,降低撑开式机械爪与除尘器袋笼之间的接触面积,使后期对除尘器袋笼的喷涂能够尽可能的将除尘器袋笼表面完全喷涂到位,撑开夹爪为硬度高的耐高温、耐酸碱的绝缘材料制成,撑开夹爪的表面设有防滑花纹,耐高温、耐酸碱的撑开夹爪能够保证对除尘器袋笼夹持固定的稳定。
16.通过激光除锈器对除尘器袋笼表面进行激光除锈,激光除锈对材料表面材料消耗最小,除锈速度快,激光除锈后将除尘器袋笼置于10%的硫酸溶液中冲洗20
‑
30s后取出甩干,请材料表面细小的金属碎屑或者金属锈蚀的部分彻底的清除,再采用清水冲洗干净后甩干,干燥处理后的除尘器袋笼进行表面烤蓝处理,从材料表面进行进行无外加材料的防锈加工处理。
17.采用两个机械夹持支架将从除尘器袋笼的两端将除尘器袋笼夹持住,两个机械夹持支架内部的接通头将除尘器的两端接入电路,使除尘器袋笼接入电路后形成一个回路,在除尘器袋笼的内外表面喷涂底漆,底漆的厚度控制在10
‑
15μm,喷涂过底漆的除尘器袋笼通电后发热10
‑
15s再断电,短时间的通入大电流使除尘器袋笼金属材料发热,加速除尘器袋笼表面喷涂的底漆材料的干燥速度,缩短除尘器袋笼表面喷涂工艺的时间。
18.超声波加热器对喷涂底漆后的除尘器袋笼表面进行加热,除尘器袋笼表面的底漆加热至熔融状态后超声波加热器立即停止加热,使除尘器袋笼表面喷涂的底漆软化后更加容易与后续喷涂的漆材料结合,避免多层漆之间形成漆层,对熔融状态的底漆表面立即对除尘器袋笼表面的底漆外表面进行二次喷漆,二次喷漆后的防锈层厚度范围为5
‑
10μm,二次喷涂完成后采用红外照射烤干,从外面的各个方位对除尘器袋笼表面进行快速的烘干。
19.二次喷漆结束后将除尘器袋笼置于喷漆室内,喷漆室内的空气全部抽干,喷漆装置将喷涂的油漆进行彻底的雾化后喷淋在除尘器袋笼的最外层,待喷漆室内的漆雾淋在除尘器袋笼的外表面后将喷漆室内部多余的漆雾排出,避免多余的漆雾长时间在喷漆室内滞留后会对除尘器袋笼表面的漆层造成喷涂不均, 喷漆室内的漆雾排除干净后采用红外加热对最外层的油漆进行烘干,待除尘器袋笼表面干燥后至常温。
20.对完成喷漆后的除尘器袋笼采用通电加热的方式进行加热,通电的电流匀速增大进行加热,待除尘器袋笼表面的漆全部处于熔融状态后停止增大电流,通过通电加热后使除尘器袋笼的本体发热,使除尘器袋笼表面的多层漆进行微软化融合,使多层防护漆之间相互渗透,形成更好的漆层衔接,采用该电流温度维持在20
‑
25s,停止通电加热,使除尘器袋笼表面的漆逐渐干燥凝固。
21.该除尘器袋笼喷涂工艺过程简单,凝固速度快,凝固效率高,使除尘器袋笼表面的喷漆均匀,喷漆的厚度薄,多层喷漆最终融合凝固在一起。
22.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1