用于5G基站元件的加工方法与流程
用于5g基站元件的加工方法
技术领域
1.本发明涉及在点胶设备领域,尤其涉及一种用于5g基站元件的加工方法。
背景技术:
2.随着通信技术的发展,5g通讯越来越普遍化,基于5g通讯技术的设备也随之大规模发展,5g设备的生产过程中涉及多道点胶工序。点胶机是一种通过点胶阀对流体进行控制,并将流体点滴、涂覆于产品表面或产品内部的自动化机器,点胶阀是点胶机上最重要的工作执行部件。
技术实现要素:
3.本发明的目的是提供一种用于5g基站元件的加工方法,该用于5g基站元件的加工方法解决了长期使用中高粘度胶水过程中易对点胶阀造成的磨损的问题。
4.为达到上述目的,本发明采用的技术方案是:一种用于5g基站元件的加工方法,采用中高粘度胶水,所述中高粘度胶水中具有金属颗粒和硅油,基于一点胶阀,所述点胶阀包括:压块、用于存储a胶的a胶缸套、用于存储b胶的b胶缸套、胶腔本体、中间载板、盖板和点胶头,安装于基板上的所述胶腔本体上开有a胶进胶凹腔、b胶进胶凹腔、a胶出胶凹腔和b胶出胶凹腔,所述胶腔本体内分别开有2个第一进胶通道、2个第一出胶通道、2个第二进胶通道、2个第二出胶通道;所述a胶缸套、b胶缸套设置于胶腔本体上端面上,4个中间具有流道通孔的转接塞分别安装于a胶进胶凹腔、b胶进胶凹腔、a胶出胶凹腔和b胶出胶凹腔内;所述2个第一进胶通道分别连通a胶进胶凹腔、b胶进胶凹腔与a胶进胶管、b胶进胶管,所述2个第一出胶通道分别连通a胶进胶凹腔、b胶进胶凹腔各自的转接塞的流道通孔与a胶缸套、b胶缸套,所述2个第二进胶通道分别连通a胶缸套、b胶缸套与a胶出胶凹腔、b胶出胶凹腔各自的转接塞的流道通孔,所述2个第二出胶通道分别连通a胶出胶凹腔、b胶出胶凹腔与点胶头内中2个第三出胶通道;所述a胶缸套、b胶缸套上分别安装有第一活塞杆和第二活塞杆,连接到一z轴驱动机构的所述压块位于第一活塞杆和第二活塞杆上方且压块与第一活塞杆和第二活塞杆相向表面设置有一接触感应器;所述胶腔本体与中间载板之间设置有第一膜片,所述中间载板与盖板之间设置有第二膜片,所述中间载板上开有与a胶进胶凹腔对应的第一a胶通孔、与b胶进胶凹腔对应的第一b胶通孔、与a胶出胶凹腔对应的第二a胶通孔和与b胶出胶凹腔对应的第二b胶通孔,4个气动堵头分别安装于第一a胶通孔、第一b胶通孔、第二a胶通孔和第二b胶通孔内并位于第一膜片和第二膜片之间,分别套装于4个气动堵头上四个弹簧分别位于第一a胶通孔、第一b胶通孔、第二a胶通孔和第二b胶通孔各自下部与相应的气动堵头之间,中间载板的第一a胶通孔、第一b胶通孔、第二a胶通孔和第二b胶通孔的侧壁上均开有一排气孔;四个气嘴安装于盖板与胶腔本体相背的表面并通过通孔与第二膜片连通;
所述用于5g基站元件的加工方法包括以下步骤:步骤一、通过弹簧推动位于第一a胶通孔、第一b胶通孔中各自的气动堵头,将a胶进胶凹腔、b胶进胶凹腔内相应的转接塞的流道通孔置于打开状态;同时,通过对应的气嘴注气,推动位于第二a胶通孔、第二b胶通孔中各自的气动堵头,使得气动堵头推动第一膜片与a胶出胶凹腔、b胶出胶凹腔相应的转接塞接触,将a胶出胶凹腔、b胶出胶凹腔置于关闭状态;步骤二、通过注胶机构分别向a胶进胶管、b胶进胶管内注入a胶、b胶,a胶和b胶分别经过2个第一进胶通道进入a胶进胶凹腔、b胶进胶凹腔,再经过相应的转接塞通过2个第一出胶通道进入a胶缸套、b胶缸套,从而推动第一活塞杆和第二活塞杆移动;步骤三、当第一活塞杆和第二活塞杆与压块的接触感应器接触时,产生触发信号,注胶机构接收到触发信号,停止注胶;步骤四、通过对应的气嘴注气,推动位于第一a胶通孔、第一b胶通孔中各自的气动堵头,使得气动堵头推动第一膜片与a胶进胶凹腔、b胶进胶凹腔相应的转接塞接触,将a胶进胶凹腔、b胶进胶凹腔置于关闭状态;同时,通过弹簧推动位于第二a胶通孔、第二b胶通孔中各自的气动堵头,将a胶出胶凹腔、b胶出胶凹腔内相应的转接塞的流道通孔置于打开状态;步骤五、z轴驱动机构驱动压块从初始位置开始推动第一活塞杆和第二活塞杆移动,使得位于a胶缸套内的a胶和位于b胶缸套的b胶分别经过2个第二进胶通道进入a胶出胶凹腔、b胶出胶凹腔,再通过2个第二出胶通道进入点胶头;步骤六、当第一活塞杆和第二活塞杆移动到a胶缸套、b胶缸套的底部时,z轴驱动机构驱动压块返回到初始位置。
5.上述技术方案中进一步改进的方案如下:1. 上述方案中,所述a胶出胶凹腔位于a胶进胶凹腔下方,所述b胶出胶凹腔位于b胶进胶凹腔下方。
6.2. 上述方案中,所述a胶进胶管、b胶进胶管分别安装于胶腔本体左右两侧端。
7.3. 上述方案中,所述点胶头下方连接有一混胶管。
8.由于上述技术方案的运用,本发明与现有技术相比具有下列优点:1、本发明用于5g基站元件的加工方法,其避免了中高粘度胶水中的金属颗粒对点胶阀的磨损,从而提高了点胶阀的使用的可靠性和寿命,也避免由于压力突然增大导致的胶水里面的硅油压出、不同部位和时间段的胶水在点胶阀中停留时间的不一致的缺陷,保持了在补充胶水和点胶中压力的稳定性,有效防止了胶水的流动性变差、停留时间差异大和胶水性质变异的现象,使得胶水使用性能效果稳定和一致性好,从而提高了产品的品质;同时,也实现了对a胶和b胶使用量的精确计量和配比量、点胶量的精确控制。
9.2、本发明用于5g基站元件的加工方法,其4个中间具有流道通孔的转接塞分别安装于a胶进胶凹腔、b胶进胶凹腔、a胶出胶凹腔和b胶出胶凹腔内,胶腔本体与中间载板之间设置有第一膜片,中间载板与盖板之间设置有第二膜片,中间载板上开有相应的均设置有排气孔的第一a胶通孔、第一b胶通孔、第二a胶通孔和第二b胶通孔,4个气动堵头分别安装于第一a胶通孔、第一b胶通孔、第二a胶通孔和第二b胶通孔内并位于第一膜片和第二膜片之间,分别套装于4个气动堵头上四个弹簧分别位于第一a胶通孔、第一b胶通孔、第二a胶通
孔和第二b胶通孔各自下部与相应的气动堵头之间,气动堵头通过第二膜片与转接塞形成可自适应动态调整的面接触,避免了添加胶水和点胶时在管道中渗透,既大大缓冲并减少了气动堵头对点胶阀的其它部件和内部的胶水的震动,也能改善了气动堵头的密封性,以及长时间使用后密封性的稳定性,从而提高了胶水的用量计量精度、配比和点胶精度和一致性,也方便维护更护膜片。
附图说明
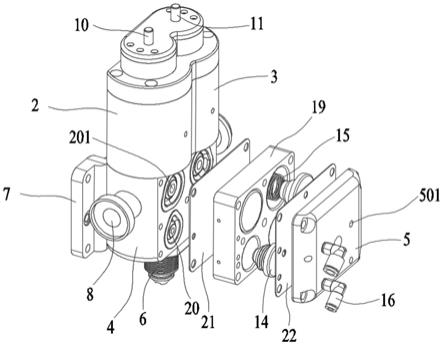
10.附图1为本发明基于的点胶阀的结构示意图;附图2为本发明基于的点胶阀的局部结构分解示意图;附图3为本发明基于的点胶阀中胶腔本体的结构示意图;附图4为本发明基于的点胶阀中中间载板的结构示意图。
11.以上附图中:1、压块;2、a胶缸套;3、b胶缸套;4、胶腔本体;401、a胶进胶凹腔;402、b胶进胶凹腔;403、a胶出胶凹腔;404、b胶出胶凹腔;405、第一进胶通道;406、第一出胶通道;407、第二进胶通道;408、第二出胶通道;5、盖板;501、通孔;6、点胶头;601、第三出胶通道;7、基板;8、a胶进胶管;9、b胶进胶管;10、第一活塞杆;11、第二活塞杆;12、z轴驱动机构;13、接触感应器;14、气动堵头;15、弹簧;16、气嘴;19、中间载板;191、第一a胶通孔;192、第一b胶通孔;193、第二a胶通孔;194、第二b胶通孔;20、转接塞;201、流道通孔;21、第一膜片;22、第二膜片;23、排气孔。
具体实施方式
12.在本专利的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本专利的具体含义。
13.实施例1:一种用于5g基站元件的加工方法,采用中高粘度胶水,所述中高粘度胶水中具有金属颗粒和硅油,基于一点胶阀,所述点胶阀包括:压块1、用于存储a胶的a胶缸套2、用于存储b胶的b胶缸套3、胶腔本体4、中间载板19、盖板5和点胶头6,安装于基板7上的所述胶腔本体4上开有a胶进胶凹腔401、b胶进胶凹腔402、a胶出胶凹腔403和b胶出胶凹腔404,所述胶腔本体4内分别开有2个第一进胶通道405、2个第一出胶通道406、2个第二进胶通道407、2个第二出胶通道408;所述a胶缸套2、b胶缸套3设置于胶腔本体4上端面上,4个中间具有流道通孔201的转接塞20分别安装于a胶进胶凹腔401、b胶进胶凹腔402、a胶出胶凹腔403和b胶出胶凹腔404内;所述2个第一进胶通道405分别连通a胶进胶凹腔401、b胶进胶凹腔402与a胶进胶
管8、b胶进胶管9,所述2个第一出胶通道406分别连通a胶进胶凹腔401、b胶进胶凹腔402各自的转接塞20的流道通孔201与a胶缸套2、b胶缸套3,所述2个第二进胶通道407分别连通a胶缸套2、b胶缸套3与a胶出胶凹腔403、b胶出胶凹腔404各自的转接塞20的流道通孔201,所述2个第二出胶通道408分别连通a胶出胶凹腔403、b胶出胶凹腔404与点胶头6内中2个第三出胶通道601;所述a胶缸套2、b胶缸套3上分别安装有第一活塞杆10和第二活塞杆11,连接到一z轴驱动机构12的所述压块1位于第一活塞杆10和第二活塞杆11上方且压块1与第一活塞杆10和第二活塞杆11相向表面设置有一接触感应器13;所述胶腔本体4与中间载板19之间设置有第一膜片21,所述中间载板19与盖板5之间设置有第二膜片22,所述中间载板19上开有与a胶进胶凹腔401对应的第一a胶通孔191、与b胶进胶凹腔402对应的第一b胶通孔192、与a胶出胶凹腔403对应的第二a胶通孔193和与b胶出胶凹腔404对应的第二b胶通孔194,4个气动堵头14分别安装于第一a胶通孔191、第一b胶通孔192、第二a胶通孔193和第二b胶通孔194内并位于第一膜片21和第二膜片22之间,分别套装于4个气动堵头14上四个弹簧15分别位于第一a胶通孔191、第一b胶通孔192、第二a胶通孔193和第二b胶通孔194各自下部与相应的气动堵头14之间,中间载板19的第一a胶通孔191、第一b胶通孔192、第二a胶通孔193和第二b胶通孔194的侧壁上均开有一排气孔23;四个气嘴16安装于盖板5与胶腔本体4相背的表面并通过通孔501与第二膜片22连通;所述用于5g基站元件的加工方法包括以下步骤:步骤一、通过弹簧15推动位于第一a胶通孔191、第一b胶通孔192中各自的气动堵头14,将a胶进胶凹腔401、b胶进胶凹腔402内相应的转接塞20的流道通孔201置于打开状态;同时,通过对应的气嘴16注气,推动位于第二a胶通孔193、第二b胶通孔194中各自的气动堵头14,使得气动堵头14推动第一膜片21与a胶出胶凹腔403、b胶出胶凹腔404相应的转接塞20接触,将a胶出胶凹腔403、b胶出胶凹腔404置于关闭状态;步骤二、通过注胶机构分别向a胶进胶管8、b胶进胶管9内注入a胶、b胶,a胶和b胶分别经过2个第一进胶通道405进入a胶进胶凹腔401、b胶进胶凹腔402,再经过相应的转接塞20通过2个第一出胶通道406进入a胶缸套2、b胶缸套3,从而推动第一活塞杆10和第二活塞杆11移动;步骤三、当第一活塞杆10和第二活塞杆11与压块1的接触感应器13接触时,产生触发信号,注胶机构接收到触发信号,停止注胶;步骤四、通过对应的气嘴16注气,推动位于第一a胶通孔191、第一b胶通孔192中各自的气动堵头14,使得气动堵头14推动第一膜片21与a胶进胶凹腔401、b胶进胶凹腔402相应的转接塞20接触,将a胶进胶凹腔401、b胶进胶凹腔402置于关闭状态;同时,通过弹簧15推动位于第二a胶通孔193、第二b胶通孔194中各自的气动堵头14,将a胶出胶凹腔403、b胶出胶凹腔404内相应的转接塞20的流道通孔201置于打开状态;步骤五、z轴驱动机构12驱动压块1从初始位置开始推动第一活塞杆10和第二活塞杆11移动,使得位于a胶缸套2内的a胶和位于b胶缸套3的b胶分别经过2个第二进胶通道407
进入a胶出胶凹腔403、b胶出胶凹腔404,再通过2个第二出胶通道408进入点胶头6;步骤六、当第一活塞杆10和第二活塞杆11移动到a胶缸套2、b胶缸套3的底部时,z轴驱动机构12驱动压块1返回到初始位置。
14.上述a胶出胶凹腔403位于a胶进胶凹腔401下方,上述b胶出胶凹腔404位于b胶进胶凹腔402下方。
15.实施例2:一种用于5g基站元件的加工方法,采用中高粘度胶水,所述中高粘度胶水中具有金属颗粒和硅油,基于一点胶阀,所述点胶阀包括:压块1、用于存储a胶的a胶缸套2、用于存储b胶的b胶缸套3、胶腔本体4、中间载板19、盖板5和点胶头6,安装于基板7上的所述胶腔本体4上开有a胶进胶凹腔401、b胶进胶凹腔402、a胶出胶凹腔403和b胶出胶凹腔404,所述胶腔本体4内分别开有2个第一进胶通道405、2个第一出胶通道406、2个第二进胶通道407、2个第二出胶通道408;所述a胶缸套2、b胶缸套3设置于胶腔本体4上端面上,4个中间具有流道通孔201的转接塞20分别安装于a胶进胶凹腔401、b胶进胶凹腔402、a胶出胶凹腔403和b胶出胶凹腔404内;所述2个第一进胶通道405分别连通a胶进胶凹腔401、b胶进胶凹腔402与a胶进胶管8、b胶进胶管9,所述2个第一出胶通道406分别连通a胶进胶凹腔401、b胶进胶凹腔402各自的转接塞20的流道通孔201与a胶缸套2、b胶缸套3,所述2个第二进胶通道407分别连通a胶缸套2、b胶缸套3与a胶出胶凹腔403、b胶出胶凹腔404各自的转接塞20的流道通孔201,所述2个第二出胶通道408分别连通a胶出胶凹腔403、b胶出胶凹腔404与点胶头6内中2个第三出胶通道601;所述a胶缸套2、b胶缸套3上分别安装有第一活塞杆10和第二活塞杆11,连接到一z轴驱动机构12的所述压块1位于第一活塞杆10和第二活塞杆11上方且压块1与第一活塞杆10和第二活塞杆11相向表面设置有一接触感应器13;所述胶腔本体4与中间载板19之间设置有第一膜片21,所述中间载板19与盖板5之间设置有第二膜片22,所述中间载板19上开有与a胶进胶凹腔401对应的第一a胶通孔191、与b胶进胶凹腔402对应的第一b胶通孔192、与a胶出胶凹腔403对应的第二a胶通孔193和与b胶出胶凹腔404对应的第二b胶通孔194,4个气动堵头14分别安装于第一a胶通孔191、第一b胶通孔192、第二a胶通孔193和第二b胶通孔194内并位于第一膜片21和第二膜片22之间,分别套装于4个气动堵头14上四个弹簧15分别位于第一a胶通孔191、第一b胶通孔192、第二a胶通孔193和第二b胶通孔194各自下部与相应的气动堵头14之间,中间载板19的第一a胶通孔191、第一b胶通孔192、第二a胶通孔193和第二b胶通孔194的侧壁上均开有一排气孔23;四个气嘴16安装于盖板5与胶腔本体4相背的表面并通过通孔501与第二膜片22连通;所述用于5g基站元件的加工方法包括以下步骤:步骤一、通过弹簧15推动位于第一a胶通孔191、第一b胶通孔192中各自的气动堵头14,将a胶进胶凹腔401、b胶进胶凹腔402内相应的转接塞20的流道通孔201置于打开状态;同时,通过对应的气嘴16注气,推动位于第二a胶通孔193、第二b胶通孔194中各自
的气动堵头14,使得气动堵头14推动第一膜片21与a胶出胶凹腔403、b胶出胶凹腔404相应的转接塞20接触,将a胶出胶凹腔403、b胶出胶凹腔404置于关闭状态;步骤二、通过注胶机构分别向a胶进胶管8、b胶进胶管9内注入a胶、b胶,a胶和b胶分别经过2个第一进胶通道405进入a胶进胶凹腔401、b胶进胶凹腔402,再经过相应的转接塞20通过2个第一出胶通道406进入a胶缸套2、b胶缸套3,从而推动第一活塞杆10和第二活塞杆11移动;步骤三、当第一活塞杆10和第二活塞杆11与压块1的接触感应器13接触时,产生触发信号,注胶机构接收到触发信号,停止注胶;步骤四、通过对应的气嘴16注气,推动位于第一a胶通孔191、第一b胶通孔192中各自的气动堵头14,使得气动堵头14推动第一膜片21与a胶进胶凹腔401、b胶进胶凹腔402相应的转接塞20接触,将a胶进胶凹腔401、b胶进胶凹腔402置于关闭状态;同时,通过弹簧15推动位于第二a胶通孔193、第二b胶通孔194中各自的气动堵头14,将a胶出胶凹腔403、b胶出胶凹腔404内相应的转接塞20的流道通孔201置于打开状态;步骤五、z轴驱动机构12驱动压块1从初始位置开始推动第一活塞杆10和第二活塞杆11移动,使得位于a胶缸套2内的a胶和位于b胶缸套3的b胶分别经过2个第二进胶通道407进入a胶出胶凹腔403、b胶出胶凹腔404,再通过2个第二出胶通道408进入点胶头6;步骤六、当第一活塞杆10和第二活塞杆11移动到a胶缸套2、b胶缸套3的底部时,z轴驱动机构12驱动压块1返回到初始位置。
16.上述a胶进胶管8、b胶进胶管9分别安装于胶腔本体4左右两侧端;上述点胶头6下方连接有一混胶管。
17.采用了用于5g基站元件的加工方法时,其避免了中高粘度胶水中的金属颗粒对点胶阀的磨损,从而提高了点胶阀的使用的可靠性和寿命,也避免由于压力突然增大导致的胶水里面的硅油压出、不同部位和时间段的胶水在点胶阀中停留时间的不一致的缺陷,保持了在补充胶水和点胶中压力的稳定性,有效防止了胶水的流动性变差、停留时间差异大和胶水性质变异的现象,使得胶水使用性能效果稳定和一致性好,从而提高了产品的品质;同时,也实现了对a胶和b胶使用量的精确计量和配比量、点胶量的精确控制;另外,由于添加胶水和点胶是共用缸套、胶腔本体,来自气缸的高压气体通过第二膜片缓冲并形成均匀的面推力驱动气动堵头,气动堵头通过第二膜片与转接塞形成可自适应动态调整的面接触,避免了添加胶水和点胶时在管道中渗透,既大大缓冲并减少了气动堵头对点胶阀的其它部件和内部的胶水的震动,也能改善了气动堵头的密封性,以及长时间使用后密封性的稳定性,从而提高了胶水的用量计量精度、配比和点胶精度和一致性,也方便维护更护膜片。
18.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1