一种汽车内饰盒自动补绒装置及方法与流程
1.本发明涉及汽车内饰生产技术领域,特别是涉及一种汽车内饰盒自动补绒装置及方法。
背景技术:
2.植绒是将0.03-0.5cm的短纤维垂直固定于涂有粘合剂的基材上的方法,在汽车的内饰中,通常会在汽车中央扶手箱或者车门扶手下方设置放置物品的置物盒,置物盒的顶端敞开,在置物盒内部植绒能够让置物盒立体感强、颜色鲜艳并且手感柔和,所以植绒工艺多用在汽车内饰上,来提高汽车的舒适度和质感。
3.目前在对汽车的置物盒进行植绒的工序均为人工操作,主要包括的工艺过程有:喷偶联剂
→
喷涂面胶
→
静电喷绒
→
补绒
→
烘烤
→
去绒等,在补绒个过程中,现有技术中是手持汽车内饰盒置于抖动台上,通过抖动让余绒动起来后再通过翻转内饰盒让余绒进入缺绒区域并粘接,从而完成补绒的目的,由于汽车内饰盒多为矩形状,需要对四个方向分别进行翻转,人工劳动强度大,同时由于植绒的对象是0.03-0.5cm的短纤维绒,在植绒过程中,绒会四处漂浮在空气中,飞散的绒毛若是不慎吸入人体会对呼吸系统造成较大的伤害,使操作人员的身体健康无法得到保障,容易引起职业病,也不利于保证产品的生产效率和生产周期,不能大批量生产。
技术实现要素:
4.针对现有技术中的上述问题,本发明提供了一种汽车内饰盒自动补绒装置及方法,解决了现有技术中人工植绒效率低、伤害操作者呼吸系统的问题。
5.为了达到上述发明目的,本发明采用的技术方案如下:
6.提供一种汽车内饰盒自动补绒装置,其包括连接于滑移驱动机构上的滑动架,滑动架上通过减振机构支撑有安装架,安装架上设置有振动机构,安装架的内侧设置有活动架,活动架相互垂直的两边分别通过前后翻转机构和左右翻转机构连接于安装架上,前后翻转机构和左右翻转机构的一侧均设置有活动架定位机构。活动架的中部固定支撑有补绒箱,补绒箱内设置有产品放置架,补绒箱的顶端安装有自动开合盖板,自动开合盖板与产品放置架之间设置有喷绒窗口。
7.进一步地,滑移驱动机构包括输出端固定于滑动架上的第一伸缩机构以及对称设置于滑动架两侧的滑轨,滑动架通过滑块滑动连接于滑轨上,滑块外包裹有与滑动架固定连接的滑块罩,滑轨的两端设置有滑轨罩,滑轨罩滑动罩接于滑块罩外且长度不小于滑动架的滑动行程。
8.进一步地,振动机构包括振动电机和将振动电机连接于安装架上的延伸架,延伸架横跨固定于安装架的中部并向其下方延伸。
9.进一步地,延伸架的竖杆与安装架的水平杆垂直连接,竖杆与水平杆连接的外侧固定连接有第三连接板,沿第三连接板内侧的边缘固定有三边框,三边框的底端与水平杆
固定连接,前后翻转机构安装于第三连接板并穿过三边框后与活动架固定连接。
10.进一步地,活动架定位机构包括平行固定于活动架上的耐磨块以及安装于安装架上的第二伸缩机构,第二伸缩机构上设置有能够延伸至耐磨块上方且底面能够与耐磨块的顶面抵接的伸缩轴。
11.进一步地,自动开合盖板包括盖板,盖板的一端固定于转轴上,转轴与连杆的一端固定连接,连杆的另一端转动连接于枢轴上,连杆上设置有供枢轴移动的滑槽,枢轴固定于移动块上,移动块,移动块连接于第三伸缩机构上。
12.进一步地,补绒箱上相对设置有两组自动开合盖板,两个盖板拼接,两个连杆转动连接于同一块移动块的两端。
13.进一步地,盖板的底面上固定有缓冲垫板。
14.进一步地,转轴转动安装于补绒箱的边柱上,边柱和移动块上均设置有供连杆两端间隙插入的限位槽。
15.一种汽车内饰盒自动补绒方法,其使用上述的汽车内饰盒自动补绒装置,具体为:
16.打开自动开合盖板,将汽车内饰盒放置到补绒箱中并通过产品放置架支撑,向汽车内饰盒中加绒;
17.关闭自动开合盖板,启动振动机构9按照预设的时间对内饰盒进行振动,控制滑移驱动机构推动滑动架向前、后方向反复滑动,在滑动的过程中分别通过前后翻转机构和左右翻转机构依次将内饰盒向前、向后、向左和向右翻转。
18.本发明的有益效果为:通过本方案中的汽车内饰盒自动补绒装置能够在机器人喷绒后,通过让内饰盒在前后反复滑动过程中依次进行各个方向上的翻转,改变电场方向,以引导补绒箱中的余绒填补缺绒的地方并粘接,整个过程中均由电气设备自动运行,不需要人工参与,不会损害操作者的身体健康,同时能够从自动化生产和员工在职稳定等多重因素上大大提高加工效率。
附图说明
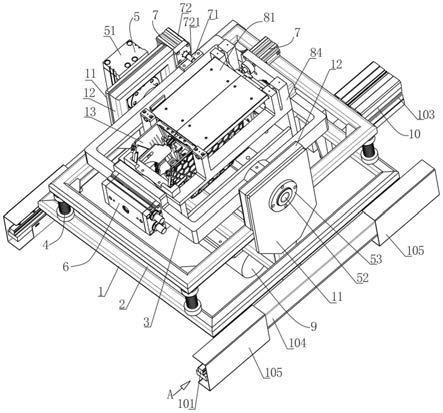
19.图1为汽车内饰盒自动补绒装置的立体图。
20.图2为图1中a方向正视图。
21.图3为图1中第一伸缩机构与滑动架的连接结构图。
22.图4为图1中振动机构和自动开合盖板的结构示意图。
23.其中,1、滑动架;2、安装架;3、活动架;4、减振机构;5、前后翻转机构;51、前后旋转气缸;52、穿线旋转轴;53、端套;6、左右翻转机构;7、活动架定位机构;71、耐磨块;72、第二伸缩机构;721、伸缩轴;8、补绒箱;81、自动开合盖板;811、盖板;812、转轴;813、连杆;814、枢轴;815、移动块;816、第三伸缩机构;817、滑槽;818、缓冲垫板;819、限位槽;82、产品放置架;83、喷绒窗口;84、边柱;9、振动机构;91、延伸架;911、横杆;912、竖杆;92、振动电机;93、第二连接板;10、滑移驱动机构;101、滑轨;102、滑块;103、第一伸缩机构;104、滑块罩;105、滑轨罩;106、第一连接板;107、条形孔;108、锁紧螺母;109、三角支撑板;11、第三连接板;12、三边框;13、汽车内饰盒。
具体实施方式
24.本发明实施例通过提供一种汽车内饰盒自动补绒装置及方法,解决了现有技术中人工植绒效率低、伤害操作者呼吸系统的问题。
25.本技术实施例中为解决上述技术问题总体思路如下:在现有静电植绒的基础上,借助静电植绒的电场和带电绒,不再使用喷枪盲目地反复喷所有的植绒面来保证植绒的充分性,而是借助已经喷在内饰盒中的带电绒,通过电气装置让补绒箱滑动、翻转并抖动,使带电绒去充分填充植绒后的空隙,没有空隙的地方,绒无法与胶面粘接,会依附在已经植好的绒面上,再通过抖动使绒动起来并漂浮,再依靠滑动以及向各个方向翻转汽车内饰盒,增加漂浮的绒毛与内饰盒壁面之间的碰撞机会,提高补绒效果,整个过程由电气设备按照预设的参数运行,自动化程度高,可以远程操作和控制。
26.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
27.如图1所示,该汽车内饰盒自动补绒装置包括连接于滑移驱动机构10上的滑动架1,滑动架1上通过减振机构4支撑有安装架2,安装架2上设置有振动机构9,安装架2的内侧设置有活动架3,活动架3相互垂直的两边分别通过前后翻转机构5和左右翻转机构6连接于安装架2上,前后翻转机构5和左右翻转机构6的一侧均设置有活动架定位机构7。活动架3的中部固定支撑有补绒箱8,补绒箱8内设置有产品放置架82,补绒箱8的顶端安装有自动开合盖板81,自动开合盖板81与产品放置架82之间设置有喷绒窗口83。
28.滑移驱动机构10能够通过自动化控制来推动滑动架1沿着前后方向平行往复移动,滑动架1能够带动补绒箱8中的汽车内饰盒13移动,以增加漂浮的绒毛与内饰盒内壁面的碰撞机会,提高粘附的充分性,提高补绒效果。
29.如图1~图3所示,滑移驱动机构10包括输出端固定于滑动架1上的第一伸缩机构103以及对称设置于滑动架1两侧的滑轨101,滑动架1通过滑块102滑动连接于滑轨101上,滑块102外包裹有与滑动架1固定连接的滑块罩104,滑轨101的两端设置有滑轨罩105,滑轨罩105滑动罩接于滑块罩104外且长度不小于滑动架1的滑动行程。
30.第一伸缩机构103为气缸,第一伸缩机构103的第一活塞杆可拆卸连接于滑动架1上。具体地,如图3所示,滑动架1上垂直固定有第一连接板106,第一连接板106向滑动架1的下方延伸,滑动架1的下端加工有下端开口的条形孔107,条形孔107沿第一连接板106的厚度方向贯穿。第一活塞杆的端部固定连接有螺纹柱,螺纹柱穿过条形孔后在条形孔的两侧通过锁紧螺母108锁紧,从而将第一活塞杆可拆卸连接于第一连接板106上,需要更换第一伸缩机构103时,只需拧松锁紧螺母108,将螺纹柱从下端移除条形孔即可。第一连接板106远离第一伸缩机构103的一侧对称固定连接有两块三角支撑板109,三角支撑板109的顶面与滑动架1的底面抵接,三角支撑块109的底面与第一连接板106的底面齐平。
31.如图1和图2所示,滑轨101为直线滑轨,第一伸缩机构103的活塞杆伸缩来推动或拉动滑动架1沿着前后方向往复移动,滑轨101能够保证滑动的顺畅和稳定性。优选地,在滑动架1单侧的滑轨101上的前后端分别设置有滑块102,以提高滑动架1被支撑的稳定性。在滑块102上罩有滑块罩104,滑块罩104具有顶板和两侧的侧板,滑块罩104的顶板与滑动架1固定连接,滑块罩104的侧板的底端不高于滑轨101的底面。滑块罩104能够随着滑块102的移动而移动,从而保护滑块102,避免滑块102中进入绒毛,能够降低滑块102的故障几率,提
高滑块102的使用寿命。由于滑块罩104在随着滑块102移动的过程中能够同时保护滑轨101,但是在移动过程中滑轨101的两端会有一部分外漏于滑块罩104外,通过设置于滑轨101相对静止的滑轨罩105进行遮挡保护。滑轨罩105罩于滑块罩104外,以避免影响滑块罩104的移动,滑轨罩105包括位于远离滑动架1一侧的外侧板以及顶板和底板,滑轨罩105的底板通过沿前后方向设置的条形孔配合螺纹紧固件可调节连接于安装滑轨101的基座上。在滑动架1的整个滑动行程上,需保证滑块罩104的两端不会滑出两端的滑轨罩105所遮挡的区域,从而全面保护绒毛等杂质进入滑轨与滑块中。
32.如图1所示,减振机构4采用弹簧进行减振,安装架2为矩形架,在安装架2的四个直角处与滑动架之间在分别设置一个弹簧减振器,弹簧减振器沿竖直方向设置,通过弹簧减震器来避免滑动架1与安装架2一起振动,从而避免了对滑移驱动机构10的损坏。
33.如图4所示,振动机构9包括振动电机92和将振动电机92连接于安装架2上的延伸架91,延伸架91横跨固定于安装架2的中部并向其下方延伸。优选地,安装架2前后方向的中部垂直固定有向下延伸的延伸架91,延伸架91包括横杆911和垂直固定于横杆911两端的竖杆912,两根竖杆912的顶端分别与安装架2相对的两边固定连接,横杆911的中部的底面上固定有第二连接板93,第二连接板93上安装有振动电机92。
34.延伸架91的竖杆912与安装架2的水平杆垂直连接,竖杆912与水平杆连接的外侧固定连接有第三连接板11,沿第三连接板11内侧的边缘固定有三边框12,三边框12的底端与水平杆固定连接,前后翻转机构5安装于第三连接板11上并穿过三边框12后与活动架3固定连接。
35.优选地,如图1所示,前后翻转机构5安装于活动架3的左右侧,前后翻转机构5包括前后旋转气缸51,前后旋转气缸51的输出端与活动架3连接,通过前后旋转气缸51控制旋转角度来前后翻转活动架3。在活动架3上且位于前后旋转气缸51的对侧设置有穿线旋转轴52,穿线旋转轴52侧同样设置有第三连接板11和三边框12,穿线旋转轴52一端夹持固定于活动架3上且另一端穿过三边框12后与第三连接板11转动连接,穿线旋转轴52间隙插接于端套53中,端套53的外端通过法兰盘连接于第三连接板11上。穿线旋转轴52内加工有穿线孔,用于供电气线管通过。
36.左右翻转机构6优选结构与前后翻转机构5相同,仅安装位置位于活动架3的前后侧,通过旋转气缸的转动实现活动架3的左右翻转。
37.左右翻转机构6和前后翻转机构5通过控制旋转角度来达到翻转活动架3的目的,为了防止误操作或者旋转精度不够引起的活动架1无法精确回到零位,通过设置活动架定位机构7用于让活动架3回到零位,便于其他自动化装置,比如喷绒枪自动寻找汽车内饰盒13的位置。并且只有在活动架定位机构7有相应的动作后才能让活动架3翻转,从而保证整个装置的可靠性。
38.如图1所示,活动架定位机构7包括平行固定于活动架3上的耐磨块71以及安装于安装架2上的第二伸缩机构72,第二伸缩机构72上设置有能够延伸至耐磨块71上方且底面能够与耐磨块71的顶面抵接的伸缩轴721。第二伸缩机构72优选为气缸,气缸的活塞杆为伸缩轴721,当伸缩轴721伸长时,与耐磨块71抵接,从而使得活动架3无法翻转,当伸缩轴721收回后,活动架3能够自由翻转。
39.补绒箱8用于静电植绒,静电植绒为现有技术,其工作原理是利用电荷同性相斥异
性相吸的物理特性,先使绒毛带上负电荷,把需要植绒的物体(汽车内饰盒13)放在零电位或接地条件下,绒毛受到异电位的被植物体的吸引,呈垂直状加速飞升到需要植绒的物体表面上,由于被植物体表面涂有胶粘剂,绒毛就被垂直粘在被植物体上。在给汽车内饰盒13植绒后,内表面的植绒面上会不可避免地出现缺绒区域,需要人工进行补绒。
40.补绒箱8内的产品放置架82根据汽车内饰盒13的具体结构设置,并使喷绒窗口83位于补绒箱8的前侧,便于喷绒枪伸入,并留有足够的操作空间。
41.如图3所示,自动开合盖板81包括盖板811,盖板811的一端固定于转轴812上,转轴812与连杆813的一端固定连接,连杆813的另一端转动连接于枢轴814上,连杆813上设置有供枢轴814移动的滑槽817,枢轴814固定于移动块815上,移动块815,移动块815连接于第三伸缩机构816上。
42.第三伸缩机构816优选为气缸,该气缸安装于补绒箱8上,气缸的活塞杆向上伸长,推动移动块815向上移动,带动枢轴814沿着滑槽817滑动的同时连杆813绕着枢轴814转动,使固定于连杆813另一端的转轴812也跟着转动,从而打开盖板811;关闭盖板811的过程为气缸的活塞杆向下收缩。
43.补绒箱8上相对设置有两组自动开合盖板81,两个盖板811拼接,两个连杆813转动连接于同一块移动块815的两端。使得通过第三伸缩机构816能够同时驱动两组自动开合盖板81打开和关闭,提高可控性。
44.盖板811的底面上固定有缓冲垫板818,缓冲垫板可以为橡胶垫,使得盖板811可以与汽车内饰盒13紧密接触,提高汽车内饰盒13在补绒箱8内的稳定性,同时能够缓冲挤压力,避免损坏汽车内饰盒13。
45.转轴812的两端分别通过轴承转动安装于补绒箱8的边柱84上,边柱84和移动块815上均设置有供连杆813两端间隙插入的限位槽819,限位槽819邻近连杆813的一端开口,使得连杆813能够绕着对应端的轴自由转动,同时又不会沿着轴向滑动,提高了装置的可靠性。
46.转轴812与连杆813连接端加工有两个对称的平面,连杆813上的轴孔形状与之对应,使得转轴812上既具有与轴承配合的圆周面,又使得与连杆813配合连接后通过对称的平面配合来对连杆的装配位置进行限位以及能够防止打滑,保证装配效率和准确性。
47.一种汽车内饰盒自动补绒方法,其使用上述的汽车内饰盒自动补绒装置,具体为:
48.打开自动开合盖板81,将汽车内饰盒13放置到补绒箱8中并通过产品放置架82支撑,通过喷绒机器人或者自动加绒装置向汽车内饰盒13中加绒,所加绒毛需漂浮于汽车内饰盒13内;
49.关闭自动开合盖板81,启动振动机构9按照预设的时间对内饰盒进行振动,控制滑移驱动机构10推动滑动架1向前、后方向反复滑动,在滑动的过程中分别通过前后翻转机构5和左右翻转机构6依次将内饰盒向前、向后、向左和向右翻转。抖动可以让绒毛动起来,前后滑动和对应方向上的翻转可以增加绒毛与汽车内饰盒13之间的相对运动,保证补绒的充分性,提高补绒效果。
50.本领域内的技术人员应明白,尽管已经描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性的概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围内的所有变更和修改。
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求机器等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1