一种预涂膜的制作方法
1.本发明涉及一种多层梯度结构的预涂膜,具体涉及一种应用于制作微滤、超滤净水材料的预涂膜,属于新型功能材料领域。
背景技术:
2.目前,陶瓷超滤膜已在水处理、食品加工、生物化工等行业的液体过滤、浓缩、固液分离方面有所应用。先有的陶瓷膜生产工艺中由于粉体的堆叠烧结工艺限制,过滤孔分布不均匀,孔径差异范围大,最小孔径和最大孔径差异几十倍。这种情况对于陶瓷超滤膜片在实际应用中的性能影响严重,其问题表现在过滤精度和通量之间的矛盾。孔径偏小对保障过滤精度有利,但会带来容易堵塞使通量快速衰减,而孔径偏大虽然有利于通量的维持,但过滤精度会下降,当孔径范围跨度太大时,其过滤精度和通量衰减时间两者的矛盾难以调和。
3.影响超滤膜过滤精度和通量有多方面的因素,其中包括形成滤膜层的结构特征,而更重要的是膜层的厚度,同等结构但其厚度不一时会因微细滤道阻力的差异造成影响。高精度滤膜的滤层厚度在1微米以下,以传统工艺要保证其滤层厚度控制在其膜层厚度相对应精度范围内有很大的难度。
4.传统陶瓷超滤膜片是在多梯度透水性的陶瓷基板表面设置高精度滤层,其方法是把制作滤层的浆料通过自然流平或刮平的方式在陶瓷基板上形成一层平薄的浆料层,然后进入烘干和烧制环节。然而,从表面上看通过自然流平或刮平的浆料层其表面非常平整,但如果基板表面存在凹凸不平时会造成浆料层的厚度不一,基板凹陷部分会填入更多的浆料使浆料层厚度增加,而基板凸出部分浆料层变薄,由于部分超滤膜层厚度只有0.1微米,而通过机械手段形成的基板表面其平整精度与膜层厚度不在一个数量级水平,采用浆料自然流平或刮平的工艺最终所形成的膜层厚度相对于0.1微米这个参照数值,其厚度误差比例会非常大。
5.传统技术出现陶瓷超滤膜片既存在过滤精度和通量的矛盾,也存在超滤层过厚而形成过长的滤道,使水中的杂物更容易堵死滤道造成反冲清洗无效,上述问题都是滤膜制造环节中其滤膜层的厚度及均匀度欠佳所导致。
技术实现要素:
6.本发明需要解决的技术问题是提供一种预涂膜,该种预涂膜完全改变原有超滤膜的制造技术和工艺,该预涂膜可实现更薄更均匀的超滤层,可大幅提升陶瓷超滤膜片产品的质量和技术性能。
7.本发明可以采取如下技术方案:
8.一种预涂膜,包括含有基膜、超滤层、透水支撑层,所述的基膜、超滤层和透水支撑层依次层叠;所述的基膜为塑料薄膜;透水支撑层其厚度比超滤层其厚度厚;
9.所述的超滤层由树脂涂层构成,该树脂涂层中均匀分布有无机质纳米颗粒;所述
的透水支撑层由树脂涂层构成,该树脂涂层中均匀分布有无机质颗粒;所述透水支撑层中的无机质颗粒的粒径比超滤层中的无机质纳米颗粒的粒径大。
10.本发明解决问题还可以进一步采取以下改进措施:
11.一个改进为:所述透水支撑层的层数为至少两层,各层按到超滤层的距离由近至远依序排列层叠;相邻两层透水支撑层中,离超滤层的距离越远的透水支撑层其厚度较厚;离超滤层的距离越远的透水支撑层其无机质颗粒的粒径较大;最外层的透水支撑层其表面具有黏性或热塑性。
12.一个改进为:所述的基膜与超滤层相邻一面为中离型力离型层,另一面为轻离型力离型层;最外层的透水支撑层其外表面涂有不干胶层,或者最外层透水支撑层其树脂涂层直接采用不干胶树脂制成。
13.一个改进为:所述的基膜与超滤层相邻一面为中离型力离型层,最外层的透水支撑层其外表面涂有热熔胶层,或者最外层的透水支撑层其树脂涂层直接采用热熔胶树脂制成。
14.一个改进为:所述的树脂涂层是聚氨酯树脂层,所述的基膜是双向拉伸聚酯薄膜。
15.一个改进为:所述的无机质颗粒是由多孔穴疏松骨架结构的陶瓷材料磨制而成。
16.一个改进为:所述的无机质纳米颗粒,其粒径在2-1000纳米之间。
17.一个改进为:所述的透水支撑层的层数是一层,透水支撑层其表面具有黏性或热塑性;
18.所述的基膜与超滤层相邻一面为中离型力离型层,另一面为轻离型力离型层;透水支撑层其外表面涂有不干胶层,或者透水支撑层其树脂涂层为不干胶树脂。
19.一个改进为:所述的透水支撑层的层数是一层,透水支撑层其表面具有黏性或热塑性;
20.所述的基膜与超滤层相邻一面为中离型力离型层,透水支撑层其外表面涂有热熔胶层,或者透水支撑层其树脂涂层所采用的树脂为热熔胶树脂。
21.一个改进为:所述的透水支撑层所采用的无机质颗粒,其粒径是其前一层中无机质颗粒粒径的3-15倍。
22.上述技术方案具有这样的技术效果:
23.1、本发明在塑料薄膜表面采用机械涂布工艺,可获得比直接在陶瓷基板上通过自流平或刮涂的方式实现厚度更薄和更均匀的涂层,尤其对于超滤层,使用本发明可以制作0.1微米以下的纳米滤水层,厚度偏差范围可控制在
±
10%以内的精度,其超薄程度和厚度精度远远超过传统技术。
24.2、利用本发明制作得出的净水产品其超滤层和透水支撑层的厚度变薄后,缩短了滤道(滤水路径),可大幅减少水中的杂物被堵塞在滤道内的几率,反冲清洗可以用更短的时间,更低的反冲水压并产生更少的反冲污水,而且更重要的是,杂物在滤道被卡死无法被反冲清除的机会大幅降低,这样将大大提高陶瓷滤膜片的使用寿命。
25.3、利用本发明制作得出的净水产品其薄与均匀的超滤层可实现超滤层所有区域的微孔通径比较接近,从跟本上解决了过滤精度和通量方面的矛盾,可用更高的标准更高的效率完成水体净化达标。
26.4、本发明的预涂膜已包含了超滤层和多层透水支撑层,施工时直接贴在透水陶瓷
基板上将基膜撕去就可以直接烧制,而且对基板的结构要求和精度要求也放宽,整个生产过程比传统工艺更方便快捷,正品率大幅提高,有效提升产品性能和提高产品质量以及降低制造成本。
27.5、本发明适用于对陶瓷透水基板的呈瓦楞状表面的贴膜,可制成表面面值更大,通量更大的陶瓷超滤膜片。
附图说明
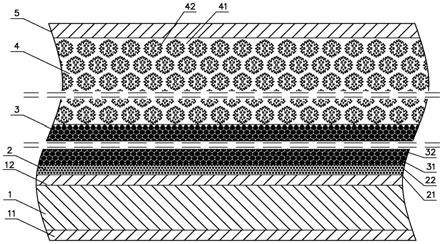
28.图1是本发明实施例1的结构示意图。
29.图2是本发明实施例2的结构示意图。
具体实施方式
30.下面结合具体实施例对本发明进行具体描述。
31.实施例1:如图1所示,一种预涂膜,包括有基膜1、超滤层2、第一透水支撑层3和第二透水支撑层4,所述的基膜1、超滤层2、第一透水支撑层3和第二透水支撑层4依序层叠,所述的基膜1为塑料薄膜;所述的超滤层2由树脂涂层构成,该树脂涂层21中均匀分布有无机质纳米颗粒22,所述的第一透水支撑层3由树脂涂层31构成,该树脂涂层31中均匀分布有无机质颗粒32;,所述的第二透水支撑层4由树脂涂层41构成,树脂涂层41中均匀分布有无机质颗粒42。所述的超滤层2、第一透水支撑层3和第二透水支撑层4其厚度各层按次序递增,即是透水支撑层其厚度比超滤层其厚度厚,第二透水支撑层其厚度比第一透水支撑层其厚度厚。所述的超滤层2中的无机质纳米颗粒的粒径、第一透水支撑层3和第二透水支撑层4其无机质颗粒的粒径各层按序递增,即所述透水支撑层中的无机质颗粒的粒径比超滤层中的无机质纳米颗粒的粒径大,第一透水支撑层3和第二透水支撑层4中,离超滤层的距离越远的透水支撑层其无机质颗粒的粒径较大;最外层的第二透水支撑层4其表面具有黏性。
32.本实施例还采用以下改进措施:
33.一个改进实施例为:所述的基膜1是双向拉伸聚酯(bopet)薄膜,其两面涂有离型层,与超滤层2相邻一面为中离型力离型层12,另一面为轻离型力离型层11。最外层的透水支撑层(第二透水支撑层4)其外表面涂有不干胶层,或者最外层透水支撑层其树脂涂层直接采用不干胶树脂制成。中离型力既能让基膜与超滤层之间不会轻易脱离,在应用于生产制作净水材料时,又能在预涂膜转移到陶瓷基板后将基膜撕走。
34.一个改进实施例为:所述的树脂涂层是聚氨酯树脂层。其余同实施例1及上述改进实施例。
35.一个改进实施例为:所述的无机质颗粒是由多孔穴疏松骨架结构的陶瓷材料磨制而成。其余同实施例1及上述改进实施例。
36.一个改进实施例为:所述的无机质纳米颗粒。其粒径为30纳米。其余同实施例1及上述改进实施例。
37.一个改进实施例为:所述的透水支撑层中的无机质颗粒,其颗粒粒径是其前一透水支撑层中无机质颗粒粒径的约5倍。其余同实施例1及上述改进实施例。
38.一个改进实施例为:所述的第二层透水支撑层4其表面具有黏性,其表面涂有不干胶层5。其余同实施例1及上述改进实施例。
39.一个改进实施例为:所述透水支撑层的层数为多层,各层按到超滤层的距离由近至远依序排列层叠;相邻两层透水支撑层中,离超滤层的距离越远的透水支撑层其厚度较厚。离超滤层的距离越远的透水支撑层其无机质颗粒的粒径较大。其余同实施例1及上述改进实施例。
40.一个改进实施例为:基膜其两面具有不同的表面张力。其余同实施例1及上述改进实施例。
41.一个改进实施例为:所述的基膜与超滤层相邻一面为中离型力离型层,最外层的透水支撑层(第二层透水支撑层4)其外表面涂有热熔胶层,或者最外层的透水支撑层其树脂涂层直接采用热熔胶树脂制成。
42.一个改进实施例为:透水支撑层中的无机质颗粒,其粒径是其前一层透水支撑层中无机质颗粒粒径的3-15倍。透水支撑层中的无机质颗粒,其粒径是其前一层超滤层中无机质纳米颗粒粒径的3-15倍。
43.工作原理:
44.应用时,实施例1的预涂膜制成品可以成卷筒状,使用时采用覆膜机将带粘性的一面贴在陶瓷基板上,然后把聚酯基膜撕走,这样,预涂膜的最粗无机质颗粒的那层透水支撑层与其下方的陶瓷基板透水基面相互贴合,超滤层则位于最表面。陶瓷基板其表面具有良好的透水性。完成贴膜后的陶瓷基板可以进行高温烧结,窑炉的高温将预涂膜留下的树脂等有机物全部分解,剩余的无机质颗粒留在基板上,并按原来的层叠关系顺序烧结于陶瓷基板的表面成为陶瓷超滤膜片产品。
45.如果陶瓷基板表面存在凹凸不平,超滤预涂膜在撕去聚酯基膜后具有非常好的柔软性,膜层也会跟随陶瓷基板面的起伏紧贴其表面,使整个陶瓷基板表面的透水支撑层和超滤层的厚度不受其表面平整度的影响而保持一致。
46.超滤预涂膜以采用精密涂布机实施涂层加工,目前一般的精密涂布机可实现1微米以下的涂层厚度及偏差在
±
10%以内的厚度精度,这是采用陶瓷基板表面自流平或在其表面刮涂无法实现的涂层精度,而采用双向拉伸的聚酯薄膜作为涂层基膜,其平整度更远远高于陶瓷基板,这样通过精密涂布机和光滑平整的聚酯薄膜双管齐下,可加工出高精度的超薄涂层。
47.而对于超高精度超滤膜层至0.1微米的超薄厚度,已超过涂布机的适应范围,但可以在涂布时通过调整无机质纳米颗粒、树脂合稀释剂的比例来实现这一超薄要求,当纳米颗粒物与树脂(含稀释剂)的体积比为1:10时,涂层厚度为1微米时,产品烧结过程中稀释剂和树脂分别被高温蒸发和热解后,只剩下10%厚度无机质纳米颗粒,这样可达到0.1微米的超薄滤层。
48.超滤层所选用的无机质纳米颗粒越细,其滤水精度越高,本实施例可应用于饮用水净化项目的陶瓷超滤膜片的加工生产。
49.实施例2:如图2所示,如图2,一种预涂膜,包括有基膜1、超滤层2、透水支撑层3,所述的基膜1、超滤层2和透水支撑层3依序层叠,所述的透水支撑层3可以是一层,所述的基膜1为塑料薄膜;所述的超滤层2由树脂涂层21构成,该树脂涂层21中均匀分布有无机质纳米颗粒22;所述的透水支撑层3由树脂涂层31构成,该树脂涂层31中均匀分布有无机质颗粒32。所述的超滤层2、透水支撑层3其厚度各层按序递增,即是透水支撑层其厚度比超滤层其
厚度厚;所述的超滤层2中的无机质纳米颗粒22的粒径、透水支撑层3其无机质颗粒的粒径各层按序递增,即所述透水支撑层中的无机质颗粒的粒径比超滤层中的无机质颗粒的粒径大;最外层的透水支撑层3其表面具有热塑性。
50.本实施例还采用以下改进措施:
51.一个改进实施例为:所述的基膜1是双向拉伸聚丙烯(b0pp)薄膜,与超滤层相邻一面为中离型力离型层或轻离型力离型层12。透水支撑层其外表面涂有不干胶层,或者透水支撑层其树脂涂层直接采用不干胶树脂制成。
52.一个改进实施例为:所述的超滤层中的树脂是聚乙烯醇树脂。
53.一个改进实施例为:所述的无机质颗粒是由多孔穴疏松骨架结构的陶质材料磨制而成。
54.一个改进实施例为:所述的超滤层2所采用的无机质纳米颗粒22,其粒径约为80纳米。
55.一个改进实施例为:所述的透水支撑层所采用的无机质颗粒32,其颗粒粒径是其前一层中无机质颗粒粒径的约8倍。
56.一个改进实施例为:所述的透水支撑层3其表面具有热塑性,所述的基膜与超滤层相邻一面为中离型力离型层,透水支撑层其外表面涂有热熔胶层,或者透水支撑层其树脂涂层直接采用热熔胶树脂制成。该层所用的树脂31是热熔胶树脂。
57.实施例2与实施例1的区别在于超滤层所采用的无机质纳米颗粒的粒径稍微加大,而且透水支撑层只有一层,这个设计可适用于比实施例1对水质净化要求稍低的场合,实施例2的预涂膜其制造成本也相对较低,可以应用于景观水或泳池水等非饮用水项目的净化。
58.实施例2预涂膜的透水支撑层具有热粘性,可采用热压合的方式将预涂膜与陶瓷基板热粘合在一起。当最外层的透水支撑层采用热熔胶而非不干胶时,常温下不具有黏性,预涂膜制成卷材时不会出现预涂膜的底和面之间产生粘连,所以基膜的非涂布面就不需要设有离型层。热粘合预涂膜的好处在于其成品既可以为卷材也可以是一张一张的片材,以适用于不同的贴合作业方式。
59.本发明的预涂膜具有柔软的特性,可适用于非平面的透水基面粘贴,包括适用于圆筒型和瓦楞状表面的滤膜产品加工生产。
60.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1