一种废离子液协调处理与资源化方法与流程
1.本技术的实施例涉及一种废离子液协调处理与资源化方法。
背景技术:
2.随着我国经济的高速发展,危险废物的处理与处理问题日益严重,近年来国家出台相关标准与法律法规对危险废物的处理与处理要求也越发严格。化工厂生产过程下来的报废氯化铝离子液、报废硫酸、报废碱液等一直存在处理难,处理费用高等问题。
3.在现有技术中,存在以下现有方案:
4.naoh(氢氧化钠)中和处理工艺
5.一种废离子液处理装置,包括废离子液罐、卧式螺旋沉降离心机、清液罐和污油回收罐,所述废离子液罐的底部出料口通过管道经一阀门与一螺杆泵的进料口相连通,螺杆泵的出料口通过管道与一混合器的进料口相连通,混合器的出料口通过管道与卧式螺旋沉降离心机的进料口相连通,在卧式螺旋沉降离心机的底部一侧设有一出渣口,设于卧式螺旋沉降离心机底部另一侧的出液口通过管道与清液罐的顶部进料口相连通,清液罐的溢流管出口与污油回收罐的进料口相连通,清液罐的底部出料口通过管道经一清液循环泵后与混合器的进料口相连通,在清液罐的顶部设有一新鲜碱液进口和一排气口。
6.通过废离子液与naoh溶液反应,对废离子液进行处理,使离子液中的成分生成容易处理的金属固渣进行回收利用,杜绝了废离子液大量贮存造成的环境污染和安全隐患。
7.但该处理工艺只对油体和金属固渣进行回收,对废离子液处理不彻底,且不够经济适用。对化工生产报废硫酸、报废碱液等无法协调处理,过于单一,费用较高,无适用于大规模化工生产。
8.因此,急需一种将废离子液、废硫酸、报废碱液协调处理和资源化方法。
技术实现要素:
9.本技术旨在解决以c4为原料催化烷基化生产烷基化油工艺过程中废氯化铝离子液与废碱液、废硫酸的处理与资源化利用。由于废离子液具有高活性、高酸性以及高含油等特性。废离子液与废硫酸废碱液,通过不同的方式处理会导致资源的浪费,通过本发明不但将集中废离子液通过一套工艺协调处理,通过工艺设计,还可以产出可燃油、诸如铜、锡、铅等的金属、絮凝剂等多种具有经济价值的产物,并且符合国家环保的相关政策法规和相应的标准。在不产生二次污染的条件下处理工艺简单,同时达到经济适用的目的。
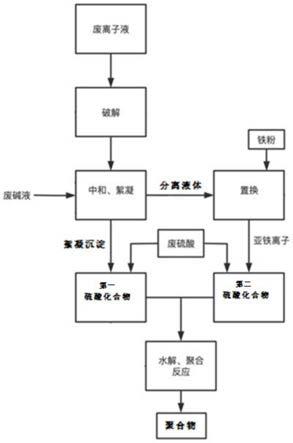
10.具体地,本技术的实施例提供了一种废离子液协调处理与资源化方法,包括:将废离子液进行破解;在破解后的废离子液中加入废碱液,产生氢氧化物絮体;将所述氢氧化物絮体进行中和反应,生成絮凝沉淀;将含有所述絮凝沉淀的混合液进行沉降分离,得到所述絮凝沉淀和分离液体;将所述分离液体通过置换反应后,加入包含废硫酸的氧化剂进行氧化得到第一硫酸化合物;在所述絮凝沉淀中加入废硫酸生成第二硫酸化合物;以及将所述第一硫酸化合物和所述第二硫酸化合物进行水解聚合反应,从而得到聚合物。
11.在一些实施例中,所述废离子液包括废氯化铝离子液。
12.在一些实施例中,所述第一硫酸化合物为硫酸铁,所述第二硫酸化合物为硫酸铝,并且所述聚合物为聚合硫酸铝铁。
13.在一些实施例中,所述破解使用水进行。
14.在一些实施例中,在将所述分离液体进行置换反应之前,将所述分离液体中一部分根据所述废离子液投加量按比例回流至破解池,使得额外的废离子液使用含盐废水回流系统进行破解。
15.在一些实施例中,所述废碱液将所述破解后的废离子液的ph值调至4~5。
16.在一些实施例中,在所述中和反应期间,加入有机高分子絮凝剂。
17.在一些实施例中,进行所述沉降分离的沉降器分为三层,并且其中,所述三层为上层、中层和下层,其中,沉降器的上层的上方设有隔油板并且所述沉降器的下层的下方设有排泥口。
18.在一些实施例中,所述破解反应和所述中和反应均在所述上层产生可燃废油。
19.在一些实施例中,所述置换反应使用铁粉进行,并且其中,通过所述置换反应,将所述分离液体中的金属进行回收。
20.在一些实施例中,所述金属包括铜、锡、铅。
21.在一些实施例中,所述水解聚合反应的温度为60~80℃,时间为30~50分钟。
22.在一些实施例中,在所述水解聚合反应之后,还包括:
23.在水解聚合后的混合液中加入废磷酸。
24.在一些实施例中,所述聚合物为絮凝剂。
25.上述技术方案产生的有益效果在于:
26.(1)整套方法可以有效的处理废离子液并达到资源化利用目的;
27.(2)含盐废水回流系统的使用,除启动装置需加入水外,系统运行时无需外部供水,减少运行费用,大大降低水资源的浪费;
28.(3)在处理废离子液的同时可以处理废硫酸、废碱液(以及废磷酸)等多种不易处理的废离子液;
29.(4)废离子液无害化处理后通过后续工艺可以制备出高效絮凝剂(如,当处理废氯化铝离子液时,可以制备出聚合硫酸铝铁),不但可以应用于系统中,也可作为产品出售;
30.(5)废离子液无害化处理过程中可以收集到可燃油以及诸如铜、锡、铅等的金属粉末(如,通过置换工艺获得的),也可作为产品出售;
31.(6)本方案无明显废气废离子液排除,对环境不造成污染。
附图说明
32.当结合附图进行阅读时,从以下详细描述可最佳理解本发明的各个方面。应该指出,根据工业中的标准实践,各个部件未按比例绘制。实际上,为了清楚的讨论,各个部件的尺寸可以任意地增大或减小。
33.图1是本技术的废离子液协调处理与资源化方法的工艺流程图。
34.图2是本技术的具体实施例1的废离子液协调处理与资源化方法的工艺流程图。
具体实施方式
35.以下公开内容提供了许多用于实现本发明的不同特征的不同实施例或实例。下面描述了组件和布置的具体实例以简化本发明。当然,这些仅仅是实例,而不旨在限制本发明。
36.本技术通过将集中废离子液通过一套工艺协调处理,通过工艺设计,还可以产出可燃油、诸如铜、锡、铅等的金属粉末、絮凝剂等多种具有经济价值的产物,并且符合国家环保的相关政策法规和相应的标准。在不产生二次污染的条件下处理工艺简单,同时达到经济适用的目的。因此,通过本技术提供的方法,既能无害化处理废离子液又能达到综合利用的目的,使处理有害危险废离子液的成本降到合理水平,符合国家环保对危险废弃物资源化综合利用的要求—无害化、减量化、资源化。
37.本技术提供的废离子液协调处理与资源化方法,具体为:
38.由于废离子液含有遇水具有强反应活性组分,所以在处理废离子液时首先需通过水对废离子液进行破解(需搅拌,转速为120~150r/min),消除其强反应性以便后续的处理及资源化利用。即,在设备启动时加入水与废离子液混合进行破解反应,使废离子液失去强反应活性,后续可利用含盐水回流系统回流含盐水进行破解反应,无需再次加入水,利用含盐水回流系统进行破解反应时,按质量比计量,回流含盐水:废离子液=15~20:1。
39.对破解后的废离子液进一步进行中和絮凝,在破解后的废离子液中加入废碱液调ph至4~5,生成大量氢氧化物絮体。由于絮体颗粒较小,沉淀性能较差,不利于后续过滤脱水操作,所以在中和反应液中添加絮凝剂以改善中和液沉降性能,该中和液中包含大量的无机混凝剂效果的氢氧化物(如,氢氧化铝(al(oh)3)),因此,只需在中和反应期间加入有机高分子絮凝剂(如,pam(聚丙烯酰胺))。当使用al(oh)3时,al(oh)3沉降ph值范围为3.8-8.5,cu(oh)2沉降ph值范围为5.3~8.7,因此,中和反应最佳ph值为4~5左右,此时al(oh)3沉淀物产率最大,同时不大量产生cu(oh)2沉降,有利于后续通过置换反应回收利用cu,收获最大的经济价值。
40.此外,中和絮凝中,中和反应后进行沉降分离(如,al(oh)3主要作为絮凝沉淀,使中和液自然沉降),通过沉降分离获得絮凝沉淀和分离液体,用于沉降分离的沉降器中油液固分离分为三层,分别为上层、中层和下层,上层的上方设有隔油挡板方便油液分离,并且下层的下方设有排泥口便于絮凝沉淀排出。
41.破解反应及中和反应均在上层产生可燃废油,可对其进行回收。
42.此外,分离液体中一部分可根据废离子液投加量按比例回流至破解池(一般按质量比计,废离子液投加量:分离液体回流量=20~50:1~3),额外的废离子液使用含盐废水回流系统进行破解;在分离液体的其余部分(在没有回流至破解池的情况下,全部分离液体)中加入过量置换金属(如10%(质量分数)铁粉)来置换出诸如铜、锡、铅等的金属单质,并对其进行资源回收。
43.对于絮凝沉淀(如,主要为al(oh)3),通过离心过滤设备(转速为800~1200r/min)进行脱水,得到较高含量的絮凝沉淀(如,氢氧化铝),加入废硫酸生成第一硫酸化合物(如,硫酸铝);
44.另外,将置换后的分离液体进行过滤(采用本领域中常用的絮凝过滤装置,使用常用的微滤膜),在过滤后剩余的(fe
2+
)离子液体中加入七水硫酸亚铁,加入废硫酸和h2o2(双
氧水)的氧化剂进行氧化得到第二硫酸化合物(如,硫酸铁)。
45.在温度60~80℃的条件(通过加热装置加热)下,将第一硫酸化合物(如,硫酸铝溶液)与第二硫酸化合物(如,硫酸铁溶液),按阳离子摩尔比(如al/fe)至1:8~10混合,进行水解聚合反应,时间30~50分钟,聚合反应完成后可加入废磷酸作为稳定剂,h3po4(磷酸)可以提供po
43-离子提高分子量,使制备的聚合物(硫酸铁铝)更稳定,加入na2co3(碳酸钠)调整碱化度(oh/fe摩尔比)至0.2~0.4;由于na2co3容易水解形成气体,因此加入过程中,少量引入(如每次加入0.2~0.3ml,分多次加入),慢速搅拌(如,以10r/min~20r/min的速度搅拌),避免液体渗出。熟化22~26h,得到聚合物(如,聚合硫酸铝铁(pafs),可作为絮凝剂)。
46.聚合硫酸铝铁制备工艺原理如下:
47.fe+h2so4=feso4+h248.2feso4+h2o2+h2so4=fe2(so4)3+2h2o
49.2al(oh)3+3h2so4=al2(so4)3+6h2o
50.水解反应:
51.fe2(so4)3+al2(so4)3+h2o
→
fe2al2(oh)n(so4)
3-n/2
+n/2h2so452.聚合反应:
53.m[fe2al2(oh)n(so4)
3-n/2
]
→
[fe2al2(oh)n(so4)
3-n/2
·
xh2o]m(m≤13,1≤n≤5)
[0054]
具体实施例1
[0055]
废氯化铝离子液、废硫酸、废碱液、废磷酸的废离子液协调处理与资源化方法如下:
[0056]
参见图2,首先,将200重量份废氯化铝离子液与3000重量份水混合进行破解(搅拌,转速为120-150r/min)。
[0057]
加入300重量份废碱液进行中和反应,中和液中包含具有无机混凝剂效果的al(oh)3,在中和反应期间加入适量有机高分子絮凝剂pam(如,使溶液沉淀完全即可)。收集破解反应与中和反应产生的可燃油60重量份。
[0058]
在中和反应后,使中和液自然沉降,使用沉降分离器(油液固分开)分离得到分离液体和絮凝沉淀,在分离液体中加入过量铁粉15重量份,置换反应得到金属铜13.5重量份(纯度90%)。
[0059]
絮凝沉淀经过离心(转速为800~1200r/min,过滤(使用与絮凝过滤相同的装置)后得到3436重量份含盐水回流,和含90%al(oh)3的沉淀物4重量份,加入23重量份硫酸酸度为30%的废硫酸,得到29%的硫酸铝27重量份。
[0060]
置换反应经过滤后得到126.5重量份过滤液(除回流至破解池的外),过滤液中加入120重量份硫酸酸度为30%的稀硫酸的废硫酸和95重量份七水硫酸亚铁,七水硫酸亚铁的含铁量为16.7%和12重量份质量浓度30%的过氧化氢,得到17.5%的硫酸铁368.5重量份。
[0061]
在温度60℃的条件下,将硫酸铝溶液与硫酸铁溶液按摩尔比1:7混合,即进行水解及聚合反应,时间30分钟,聚合反应完成后加入64重量份30%磷酸含量的废磷酸作为稳定剂,h3po4可以提供po
43-离子提高分子量,加入少量na2co3调整碱化度(oh/fe摩尔比)至0.3;由于na2co3容易水解形成气体,因此加入过程中,少量引入,慢速搅拌,避免液体渗出。熟化24h,得到约为20%含量的聚合硫酸铝铁(pafs)300重量份。
[0062]
实施例2:
[0063]
废氯化铝离子液、废硫酸、废碱液、废磷酸的废离子液协调处理与资源化方法如下:
[0064]
与实施例1相同,不同的是:在温度70℃的条件下,将硫酸铝溶液与硫酸铁溶液按摩尔比1:9混合,即进行水解及聚合反应,时间40分钟,聚合反应完成后加入64重量份30%磷酸含量的废磷酸作为稳定剂,h3po4可以提供po
43-离子提高分子量,加入少量na2co3调整碱化度(oh/fe摩尔比)至0.2;由于na2co3容易水解形成气体,因此加入过程中,少量引入,慢速搅拌,避免液体渗出。熟化23h,得到约为20%含量的聚合硫酸铝铁(pafs)300重量份。
[0065]
实施例3:
[0066]
废氯化铝离子液、废硫酸、废碱液、废磷酸的废离子液协调处理与资源化方法如下:
[0067]
与实施例1相同,不同的是:在温度80℃的条件下,将硫酸铝溶液与硫酸铁溶液按摩尔比1:8混合,即进行水解及聚合反应,时间35分钟,聚合反应完成后加入64重量份30%磷酸含量的废磷酸作为稳定剂,h3po4可以提供po
43-离子提高分子量,加入少量na2co3调整碱化度(oh/fe摩尔比)至0.4;由于na2co3容易水解形成气体,因此加入过程中,少量引入,慢速搅拌,避免液体渗出。熟化26h,得到约为20%含量的聚合硫酸铝铁(pafs)300重量份。
[0068]
实施例4:
[0069]
废氯化铝离子液、废硫酸、废碱液、废磷酸的废离子液协调处理与资源化方法如下:
[0070]
与实施例1相同,不同的是:在温度70℃的条件下,将硫酸铝溶液与硫酸铁溶液按摩尔比1:10混合,即进行水解及聚合反应,时间50分钟,聚合反应完成后加入64重量份30%磷酸含量的废磷酸作为稳定剂,h3po4可以提供po
43-离子提高分子量,加入少量na2co3调整碱化度(oh/fe摩尔比)至0.3;由于na2co3容易水解形成气体,因此加入过程中,少量引入,慢速搅拌,避免液体渗出。熟化22h,得到约为20%含量的聚合硫酸铝铁(pafs)300重量份。
[0071]
实施例5:
[0072]
废氯化铝离子液、废硫酸、废碱液的废离子液协调处理与资源化方法如下:
[0073]
与实施例1相同,在聚合反应完成后没有加入废磷酸,仅加入少量na2co3调整碱化度(oh/fe摩尔比)至0.3。
[0074]
在以上说明书中,如无特殊说明,则百分比或者比例均为质量比。
[0075]
本技术提供的技术方案产生的有益效果在于:
[0076]
(1)整套方法可以有效的处理废离子液并达到资源化利用目的;
[0077]
(2)含盐废水回流系统的使用,除启动装置需加入水外,系统运行时无需外部供水,减少运行费用,大大降低水资源的浪费;
[0078]
(3)在处理废离子液的同时可以处理废硫酸、废碱液(以及废磷酸)等多种不易处理的废离子液;
[0079]
(4)废离子液无害化处理后通过后续工艺可以制备出高效絮凝剂(如,当处理废氯化铝离子液时,可以制备出聚合硫酸铝铁),不但可以应用于系统中,也可作为产品出售;
[0080]
(5)废离子液无害化处理过程中可以收集到可燃油以及诸如铜、锡、铅等的金属粉末(如,通过置换工艺获得的),也可作为产品出售;
[0081]
(6)本方案无明显废气废离子液排除,对环境不造成污染。
[0082]
上面概述了若干实施例的特征,使得本领域人员可以更好地理解本发明的方面。本领域人员应该理解,它们可以容易地使用本发明作为基础来设计或修改用于实施与本文所介绍实施例相同的目的和/或实现相同优势的其它工艺和结构。本领域技术人员也应该意识到,这种等同构造并不背离本发明的精神和范围,并且在不背离本发明的精神和范围的情况下,本文中它们可以做出多种变化、替换以及改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1