基于涂覆量精确控制的板材涂布机物料转移系统及涂布机的制作方法
1.本发明涉及技术领域,更具体地说,涉及一种基于涂覆量精确控制的板材涂布机物料转移系统及涂布机。
背景技术:
2.包装材料用的金属材料,通常是金属材质的片材,需要进行涂布操作,从而提高金属材料的防腐性、耐受性等性能。在金属片材的涂布设备中,一般采用双辊结构对橡胶辊进行布料,即利用两根相对转动的油辊,将物料从缝隙挤出,并依靠油辊将物料转移至橡胶辊上;之后再将橡胶辊上的物料转移至金属片材上,最终实现涂布,例如申请号为2012206185046的中国专利文件。
3.现有的带有双辊式布料结构的涂布机,其涂布量的控制通常通过改变双辊间隙的方式实现。但是,当金属片材的涂布厚度需求较大时,对于含固率较低的物料,往往需要更多的物料量。但是,受限于物料在油辊表面的浸润效果和表面张力,传统的涂布机很难实现涂布量较大的金属片材涂布加工。
4.此外,这种双辊式布料结构的涂布机,其涂布量的调节结构比较复杂,且受限于加工工艺,两根油辊在相对转动时,两辊间的间隙大小存在一定幅度的跳动,这种具有一定幅度的跳动现象容易使得涂布量无法精准控制,导致涂布后的金属片材同板差较大。为了控制相对转动时两辊间的间隙大小,需要较大幅度地提高油辊的加工精度,这将极大地提高涂布机的制造成本。
5.另外,现有技术中还有利用刮墨刀和网纹辊的组合实现布料操作的上光机,例如专利号为2017218805288的中国专利文件公开的一种金属板柯式上光机。这种上光机虽然能够通过刮墨刀和网纹辊的组合控制光油的上光量,但当涂布量较大时,受限于物料在油辊表面的浸润效果和表面张力,网纹辊经过刮墨刀后,网纹辊上的物料可能分布不均匀;此外,由于涂布量较大,网纹辊上的物料转移到橡胶辊上后,也有可能分布不均。因此,利用这种金属板柯式上光机进行涂布量较大的涂布操作时,同板差较大,涂布效果较差。
技术实现要素:
6.1.发明要解决的技术问题
7.本发明的目的在于克服现有技术中,经过涂布机进行涂布量大的涂布加工后,金属片材涂布厚度的同板差较大的不足,提供了一种基于涂覆量精确控制的板材涂布机物料转移系统,以解决金属片材涂布量大时,涂布机涂布不均匀的问题。
8.2.技术方案
9.为达到上述目的,本发明提供的技术方案为:
10.本发明的一种基于涂覆量精确控制的板材涂布机物料转移系统,包括转移机构、布料机构、涂覆机构和承载机构;所述转移机构用于将物料转移至布料机构的布料辊体上;所述布料辊体与所述涂覆机构的涂覆辊体通过接触的方式传递物料;所述涂覆辊体与承载
机构的承载辊体能够相对转动,以输送承涂物;所述承涂物在通过所述涂覆辊体与承载辊体之间的过程中,所述涂覆辊体能够将物料转移至承涂物上;
11.所述涂覆辊体的涂覆辊面上与所述布料辊体相接触的位置为第一线位,所述第一线位低于所述涂覆辊体的最高端;所述涂覆辊体的涂覆辊面上距离所述承载辊体的轴线最近的位置为第二线位,所述第二线位高于所述涂覆辊体的最低端;所述第一线位高于第二线位;
12.所述第一线位和第二线位位于所述涂覆辊体上远离所述承涂物进料位置的一侧,且在所述涂覆辊体转动的方向上,所述第一线位与第二线位间的辊面距离大于所述第一线位与所述涂覆辊体最低端间的辊面距离;
13.所述第二线位与所述承载辊体的轴线之间的距离大于所述承载辊体的半径。
14.进一步地,所述第一线位在竖直方向上不低于所述涂覆辊体的轴线,所述第二线位在竖直方向低于所述涂覆辊体的轴线。
15.进一步地,垂直于所述涂覆辊体的轴线的平面为第一平面,所述第一线位和第二线位在所述第一平面内投影分别为第一点位和第二点位,所述涂覆辊体的轴线在所述第一平面内投影为轴点位,所述第一点位和轴点位之间的连线为第一连线,所述第二点位与轴点位之间的连线为第二连线,所述第一连线与第二连线之间的角度为60~150
°
。
16.进一步地,所述第一线位与所述涂覆辊体的轴线在垂直于地面的方向上齐平。
17.进一步地,所述第二线位与所述承载辊体之间的最短距离等于,或者大致等于所述承涂物的厚度。
18.进一步地,布料辊体的布料辊面上开设有若干储料部,若干所述储料部阵列在所述布料辊面上。
19.进一步地,所述储料部通过激光雕刻,或者激光蚀刻,或者化学蚀刻的方式形成在所述布料辊面上。
20.进一步地,所述储料部的形状为正六边形、正四边形、菱形、正八边形、圆形中的一种;若干所述储料部呈蜂窝状,或者棋格状阵列分布在所述布料辊面上。
21.进一步地,所述设置有至少两个由若干储料部阵列形成的储料区;两个储料区中的储料部在形状、尺寸、深度中的至少一个方面存在区别。
22.本发明一种涂布机,包括物料转移系统、承涂物进料机构和承涂物出料机构,所述物料转移系统为上述的物料转移系统。
23.3.有益效果
24.采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
25.(1)本发明的物料转移系统中,第一线位低于涂覆辊体的最高端;第二线位高于涂覆辊体的最低端;第一线位高于第二线位;第一线位和第二线位位于涂覆辊体上远离承涂物进料位置的一侧,且在涂覆辊体转动的方向上,第一线位与第二线位间的辊面距离大于第一线位与涂覆辊体最低端间的辊面距离;物料在第一线位处从布料辊体转移到涂覆辊体,之后随着涂覆辊体转动至第二线位处并转移至承涂物上。其中,在物料随着涂覆辊体转动至第二线位的过程中,由于尽可能地延长了第一线位与第二线位间的辊面距离,从而使得物料在涂覆辊体上能够充分铺展开来,提高涂覆辊体上物料的均匀度,进而在涂布量较大的情况下,仍然能够确保涂覆辊体上物料量的精准性及分布的均匀性,最终确保承涂物
上的涂层厚度具有较小的同板差,提高涂布的效果。
26.(2)本发明中,第一线位高于涂覆辊体的轴线,第二线位低于所述涂覆辊体的轴线,因而即使在布料辊体和承载辊体的半径等于或大于涂覆辊体的半径的情况下,布料辊体、涂覆辊体、承载辊体在涂布过程中相对位置不变的情况下,承涂物经过涂覆辊体与承载辊体之间后,布料辊体不会阻挡承涂物的出料。
27.(3)本发明中,第一线位与承载辊体的轴线之间的距离大于承载辊体的半径,使得涂覆辊体和承载辊体之间存在间隙,因而涂覆辊体和承载辊体不需接触,涂覆辊体上的涂料不会转移至承载辊体上,使得承涂物的非涂布面也不会粘上涂料。
附图说明
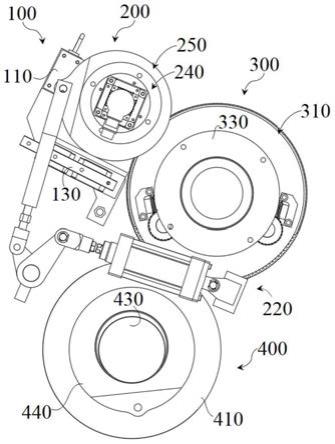
28.图1为本发明的物料转移系统结构示意图;
29.图2为本发明中第一线位、第二限位的示意图;
30.图3为本发明中布料辊体、涂覆辊体、承载辊体之间位置关系示意图;
31.图4为本发明中布料辊体调节结构的示意图;
32.图5为本发明中布料辊体的轴线与涂覆辊体的轴线在垂直于地面的方向上齐平的位置示意图;
33.图6为本发明中布料辊体上不同储料区的示意图。
具体实施方式
34.为进一步了解本发明的内容,结合附图和实施例对本发明作详细描述。
35.本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等用语,亦仅为便于叙述的明了,而非用以限定可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
36.参照图1,本实施方式的物料转移系统,其包括转移机构100、布料机构200、涂覆机构300和承载机构400。其中,转移机构100、布料机构200、涂覆机构300和承载机构400沿着用于涂布的物料的转移顺序分布,即转移机构100用于将物料转移至布料机构200中,布料机构200用于将物料转移至涂覆机构300中,涂覆机构300用于将物料转移至承载机构400上的承涂物上。
37.在本实施方式中,承涂物为金属片材,或者为金属板材,例如片状的马口铁,或者板状的铝材。由进料机构输送至物料转移系统中后,承涂物从涂覆机构300和承载机构400之间通过,并在通过的过程中,涂覆机构300中的物料转移至承涂物的承涂面上,从而完成对承涂物的涂布操作。
38.同时,作为一般的实现方式,布料机构200可以包括布料辊体210,涂覆机构300可以包括涂覆辊体310,承载机构400可以包括承载辊体410。布料辊体210与涂覆辊体310通过接触的方式进行物料传递;涂覆辊体310与承载辊体410之间相对转动,使得承涂物被上料
机构移动至物料转移系统之中后,涂覆辊体310与承载辊体410的相对转动提供了承涂物通过涂覆辊体310与承载辊体410之间的动力。
39.在本实施方式中,为了能够提高涂布量较大时,对于承涂物的涂布效果,布料辊体210、涂覆辊体310和承载辊体410之间满足特定的位置关系,从而使得物料能够在涂覆辊体310上充分展开、铺平。
40.具体的,参照图2和图3,为方便于对布料辊体210、涂覆辊体310和承载辊体410之间位置关系的描述,在本实施方式中,涂覆辊体310的涂覆辊面上与布料辊体210相接触的位置为第一线位l1,该第一线位l1低于涂覆辊体310的最高端,即涂覆辊体310与布料辊体210接触的位置低于涂覆辊体310的最高端;涂覆辊体310的涂覆辊面上距离承载辊体410的轴线最近的位置为第二线位l2,该第二线位l2高于涂覆辊体310的最低端,即涂覆辊体310与承载辊体410的配合位置高于涂覆辊体310的最低端。同时,第一线位l1高于第二线位l2,即涂覆辊体310与布料辊体210接触的位置高于涂覆辊体310与承载辊体410的配合位置。
41.此外,第一线位l1和第二线位l2位于涂覆辊体310上远离承涂物进料位置的一侧,例如在图2中,承涂物沿着x轴方向朝向物料转移系统移动,并从x方向上穿过涂覆机构300和承载机构400之间;又例如在图3中,承涂物从右往左地通过涂覆辊体310和承载辊体410之间,而第一线位l1和第二线位l2位于涂覆辊体310的左侧。同时,在涂覆辊体310转动的方向上,第一线位l1与第二线位l2间的辊面距离大于第一线位l1与涂覆辊体最低端间的辊面距离,这里的辊面距离指的是沿着涂覆辊体310的外周运动的距离。
42.因此,采用本实施方式中的布料辊体210、涂覆辊体310和承载辊体410之间位置设置关系后,物料在第一线位l1处从布料辊体210转移到涂覆辊体310上,之后随着涂覆辊体310转动至第二线位l2处并转移至承涂物上。其中,在物料随着涂覆辊体310转动至第二线位l2的过程中,由于尽可能地延长了第一线位l1与第二线位l2间的辊面距离,从而使得物料在涂覆辊体310上能够充分铺展开来,提高涂覆辊体310上物料的均匀度,进而在涂布量较大的情况下,仍然能够确保涂覆辊体310上物料量的精准性及分布的均匀性,最终确保承涂物上的涂层厚度具有较小的同板差,提高涂布的效果。
43.以下,
44.作为一个具体实施例,参照图1,转移机构100可以包括腔室壳体110和刮料件。腔室壳体110内具有用于存储物料的腔室,该腔室朝向于布料辊体210一侧敞开设置,且腔室壳体110的敞开侧侧边上设置有刮料件,例如刮墨刀。通常,刮料件设置为两个,两个刮料件分别设置于腔室壳体敞开侧的上侧边和下侧边。
45.腔室壳体110上还设置有第三调节件130,第三调节件可以手动调节,也可以通过第三驱动件驱动调节。第三驱动件可以是气缸、油缸、电机中的任一种。第三调节件用于调整腔室壳体110与布料辊体210之间的距离。在涂布加工过程中,第三调节件可以带动腔室壳体110朝向布料辊体210运动,使得腔室壳体敞开侧的刮料件与布料辊体210接触,腔室内的物料在上侧边的刮料件和下侧边的刮料件之间的位置处与布料辊体210接触并转移至布料辊体210上。之后,布料辊体210相对于腔室壳体110转动,同时刮料件刮去布料辊体210上多余的物料,从而精确地控制布料辊体210上物料的量。
46.布料机构200包括布料辊体210、辊体驱动件220、第一承接套240,布料辊体210上设置有用于储存物料的储料部。其中,第一承接套240可拆卸地设置在支架(图中未示出)
上。第一承接套240具有两个方面的作用,一是用于安装布料辊体210的轴承,并用以支撑布料辊体210;二是用于安装辊体驱动件220,使得辊体驱动件220可以随着布料辊体210同步相对于涂覆辊体310运动。
47.布料辊体210包括布料辊面211、辊轴212、轴承213和传动部214。其中,布料辊体210的辊轴212两端均设置有轴承213,且布料辊体210的一端可以设置传动部214,该传动部214用以实现电机与布料辊体210的传动。
48.布料辊体210相对于涂覆辊体310运动方式有很多种。作为示例,参照图4,在本实施例中,第一承接套240上设置有第一调节件250,该第一调节件250包括第一调节盘251。第一调节盘251可转动地连接在支架上,第一承接套240的中心偏离第一调节盘251的中心设置,因而在相对于支架转动第一调节盘251时,第一承接套240的中心围绕第一调节盘251的中心转动,从而使得布料辊体210的轴线第一调节盘251的中心转动,继而实现布料辊体210与涂覆辊体310间相对位置的调整。
49.作为本实施例更具体的方案,第一调节盘251上还设置有第一连接耳252,该第一连接耳252上铰接有第一连杆253。用于驱使第一调节盘251转动的第一驱动件260,其可以是气缸、油缸或电机。
50.第一驱动件260的运动端261上铰接连接有转动部件,该转动部件至少包括两个朝不同方向设置的连接臂。例如,转动部件包括两个连接臂时,第一连接臂262可以与第一驱动件260的运动端261铰接,第二连接臂263可以与第一连杆253铰接连接。当第一驱动件260的运动端261用动时,通过转动部件和第一连杆253的传动,带动第一调节盘251转动,从而带动布料辊体210相对于涂覆辊体310运动。
51.此外,由于布料辊体210尺寸大、质量大,为了提高布料辊体210上各部分相对于涂覆辊体310运动的行程相同,从而避免布料辊体210与涂覆辊体310接触后,布料辊体210上各部分与涂覆辊体310之间的压力相差较大而降低物料的均匀性,可以在布料辊体210的两端各设置一个第一承接套240,并在第一承接套240上设置第一调节盘251;同时利用同步联动件270将布料辊体210两端的转动部件连接,使得布料辊体210两端的第一调节盘251能够同步转动。
52.涂覆机构300可以包括涂覆辊体310,涂覆辊体310的两端设置有涂覆轴肩330,涂覆辊体310通过两端的涂覆轴肩330安装在支架上。涂覆辊体310的其中一端设置有传动齿轮340,该传动齿轮340用于实现驱动电机与涂覆辊体310的传动。涂覆辊体310的涂覆辊面上设置有橡皮布,该橡皮布用于承载物料。
53.为了方便于橡皮布的更换,涂覆辊体310的涂覆辊面上可以开设有安装槽320,安装槽320内设置有张紧结构,橡皮布安装在涂覆辊体310上时,橡皮布的边沿可以置于安装槽320中,并采用该张紧结构将橡皮布张紧在涂覆辊体310上。张紧结构具体可以是相对设置的两个张紧轴,张紧轴上设置有卡紧机构,张紧橡皮布时,可以分别将橡皮布的两边沿卡入两个张紧轴的卡紧机构内;之后,相向转动两个张紧轴以将橡皮布张紧。
54.承载机构400可以包括承载辊体410,承载辊体410的两端设置各设置有一个第二承接套430,承载辊体410通过其两端的第二承接套430安装在支架上。承载辊体410上可以设置有引导机构420,该引导机构420用以夹持承涂物的边沿,并引导承涂物经过涂覆辊体310和承涂辊体410之间。第二承接套430上设置有第二调节件440,该第二调节件440用于调
节承载辊体410相对于涂覆辊体310的距离。
55.具体的,第二调节件440可以是与本实施例中的第一调节件相似的结构。例如,第二调节件440可以包括第二调节盘,第二承接套430的中心偏离第二调节盘的中心设置。第二调节盘上设置有第二连接耳,第二连接耳通过相应的连杆、转动结构等机构与驱动件传动连接。在调节承载辊体410时,驱动件可以带动转动结构转动,并通过与转动结构连接的连杆带动第二调节盘转动,从而使得承载辊体410的轴线相对于涂覆辊体310移动,继而实现承载辊体410与涂覆辊体310间位置的调整。
56.本实施例中,具体到布料辊体210、涂覆辊体310和承载辊体410之间位置设置的关系,由于布料辊体210、涂覆辊体310和承载辊体410的尺寸、质量较大,且涂覆辊体310和承载辊体410的尺寸通常较为接近,为了防止承涂物通过涂覆辊体310和承载辊体410之间并继续输送时,布料辊体210形成障碍,第一线位l1可以在竖直方向上不低于涂覆辊体310的轴线,第二线位l2在竖直方向上低于涂覆辊体310的轴线。其中,竖直方向可以是图2中标注的y轴方向。
57.更具体的,为了方便对布料辊体210、涂覆辊体310和承载辊体410之间位置设置的关系的描述,本实施方更是中将垂直于涂覆辊体310的轴线的平面称为第一平面,第一线位l1和第二线位l2在该第一平面内投影分别为第一点位d1和第二点位d2;同时,涂覆辊体310的轴线在第一平面内投影为轴点位d0。第一点位d1和轴点位d0之间的连线为第一连线,第二点位d2与轴点位d0之间的连线为第二连线,第一连线与第二连线之间的角度α可以为60~150
°
,例如70
°
、80
°
、90
°
、115
°
、135
°
。
58.当第一连线与第二连线之间的角度小于60
°
时,布料辊体210与涂覆辊体310之间距离较近,布料辊体210会阻挡承涂物的输送;为解决该问题,可以将布料辊体210的尺寸缩小,此时第一连线与第二连线之间的角度小于60
°
,也能确保布料辊体210不会阻挡承涂物的输送,但布料辊体210需要提高角速度以满足对涂覆辊体310的布料,使得布料量的误差提高。
59.当第一连线与第二连线之间的角度大于150
°
时,第一连线与第二连线之间辊面距离较小,物料随着涂覆辊体310从第一连线位置运动到第二连线的过程中,不能完全铺平展开,容易导致涂覆辊体310局部物料量较大,最终容易导致承涂物涂层厚度的同板差较大。
60.作为布料辊体210、涂覆辊体310和承载辊体410之间位置关系的进一步优化,参照图5,第一线位l1还可以与涂覆辊体310的轴线在垂直于地面的方向上齐平。这也就是说,涂覆辊体310与布料辊体210可以在垂直于地面的方向上齐平;此时,第一线位l1、布料辊体210的轴线和涂覆辊体310的轴线在垂直于地面的方向上均处于齐平状态,而当第一线位l1、布料辊体210的轴线和涂覆辊体310的轴线处于齐平状态时,在涂覆辊体310与布料辊体210的接触线处,也就是第一线位l1处,布料辊体210上的物料的角速度方向平行于其重力方向,此时,物料在布料辊体210上行成的油膜更易破裂,从而使得物料更容易从布料辊体210转移至涂覆辊体310上。
61.以下,
62.在现有的涂布机中,由于无法精确控制涂布量,为了防止承涂物上涂层厚度同板差较大,涂覆辊体310与承载辊体410是接触的,涂覆辊体310的橡皮布通常选择弹性模量的材质,因而可以通过将涂覆辊体310的橡皮布压紧在承载辊体410上的方式抵消涂布量不均
匀带来的误差。
63.具体的,将涂覆辊体310的橡皮布压紧在承载辊体410上之后,承涂物经过涂覆辊体310和承载辊体410之间时能够将涂覆辊体310的橡皮布挤开,橡皮布能够压紧在承涂物上,从而消除涂布量不均匀带来的误差。但是,涂覆辊体310与承载辊体410接触后,涂覆辊体310上必然有部分物料会转移至承载辊体410,而为了防止承载辊体410将物料带到承涂物的背面,承载辊体410上一般还设置有相应的清洗装置。
64.相反的,在本实施方式中,由于优化了布料辊体210、涂覆辊体310和承载辊体410之间位置关系,使得涂覆辊体310上的物料能够充分展开铺平,承涂物涂层的厚度同板差较小,因而不需要再将涂覆辊体310与承载辊体410接触设置。
65.作为第二实施例,第二线位与承载辊体410的轴线之间的距离大于承载辊体410的半径,即涂覆辊体310与承载辊体410之间不接触,此时涂覆辊体310上的物料不会转移至承载辊体410上,因而不需要设置清洗装置对承载辊体410进行清洗,极大地减少了废水/危废的产生量。
66.作为进一步地优化,第二线位l2与承载辊体410之间的最短距离等于承涂物的厚度。当第二线位l2与承载辊体410之间的最短距离等于承涂物的厚度时,承涂物经过涂覆辊体310与承载辊体410之间的过程中,涂覆辊体310与承涂物相接触,物料能够被转移至承涂物上。
67.当然,如果第二线位l2与承载辊体410之间的最短距离略大于或略小于承涂物的厚度时,即第二线位l2与承载辊体410之间的最短距离大致等于承涂物的厚度时,物料也能在承涂物经过涂覆辊体310与承载辊体410之间的过程中转移至承涂物上。
68.例如,承涂物为马口铁时,马口铁的厚度一般为0.2mm,此时第二线位l2与承载辊体410之间的最短距离可以为0.15~0.25mm。当第二线位l2与承载辊体410之间的最短距离略大于承涂物的厚度时,由于第二线位l2高于涂覆辊体310的最低端,承涂物在经过涂覆辊体310与承载辊体410之间时会产生弯曲,从而使得承涂物能够与涂覆辊体310接触,并被相对运动的涂覆辊体310和承载辊体410传动输送,同时完成物料的转移;当第二线位l2与承载辊体410之间的最短距离略小于承涂物的厚度时,承涂物在经过涂覆辊体310与承载辊体410之间时会压住涂覆辊体310的橡皮布,并完成物料的转移。
69.以下,
70.作为另一个实施例,布料辊体210的布料辊面211上可以设置有若干个储料部215,若干个储料部215阵列设置在布料辊体210的辊面上。若干个储料部215共同形成为布料辊体210上存储物料的部分。
71.储料部215可以通过激光雕刻,或者激光蚀刻,或者化学蚀刻的方式形成在布料辊面211上;也可以是其他形式的加工方式,至于具体的加工过程,本实施例不再赘述。
72.储料部215的形状可以为正六边形,或者是正四边形、菱形、正八边形、圆形中的一种。在布料辊面211上,若干储料部可以呈蜂窝状排布,也可以呈棋格状阵列分布。
73.此外,现有的双辊式涂布机,其在布料过程中,物料在涂覆辊体310上的分布差距不大,通常一台涂布机同时只能实现一种厚度涂层的涂布。然而,由于优化了布料辊体210、涂覆辊体310和承载辊体410之间位置关系,使得涂覆辊体310上的物料能够充分展开铺平,本实施方式能够实现对涂布量的精确控制,因而可以在布料辊体210上设置不同的储料部
215,从而使得涂覆辊体310上有多个不同涂布量的区域。
74.具体的,布料辊体210上可以设置有多个储料区,这多个储料区中,每两个储料区中的储料部在形状、尺寸、深度中的至少一个方面存在区别,使得多个储料区能够存储的物料量存在差别,进而在承涂物上形成不同厚度的多个涂层。这种涂布方式能够同时加工对涂层厚度有不同需求的三种承涂物,此外,这种涂布方式还尤其适合在测试涂布机的过程中使用。
75.更具体的,参照图6,布料辊体210上可以设置有三个储料区,在三个储料区中,储料部的形状分别是正六边形、正四边形和菱形,在涂料表面张力的作用下,不同形状的储料部可以实现不同量的物料转移,因而可以在承涂物上形成三种不同厚度的涂层。
76.以下,
77.除了物料转移系统,本实施方式还提供了带有物料转移系统的涂布机,该涂布机还包括承涂物进料机构和承涂物出料机构。利用本实施方式的涂布机进行涂布加工时,可以在涂布量较大时确保承涂物的涂层厚度保持较低的同板差,从而提高涂布效果。
78.以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1