点漆用弹簧变位机构的制作方法
1.本发明涉及弹簧的变位机构。
背景技术:
2.有些弹簧产品需要在弹簧的两个端面以及弹簧的侧面均进行点漆作业,因此,需要翻转弹簧,改变弹簧的姿态。目前,对弹簧姿态的改变均依赖人工完成,不仅费时费力,影响弹簧的点漆效率,而且容易发生因工人误操作导致某个端面或侧面被遗漏点漆或重复点漆的情形。
技术实现要素:
3.本发明所要解决的技术问题在于提供一种点漆用弹簧变位机构,其能自动地改变弹簧的姿态,使弹簧的姿态在两个端面分别朝上以及侧面朝上之间变化,从而提高弹簧产品的点漆效率。
4.根据本发明实施例的一种点漆用弹簧变位机构,包括第一十字转动座组件、第二十字转动座组件、第一下料机构、支承座和第一转运机构;每一十字转动座组件包括十字转动座和转动座驱动机构,转动座驱动机构用于驱动十字转动座以90
°
为分度角间歇转动;十字转动座包括转动座本体以及四根定位柱,四根定位柱呈十字形排列在转动座本体的周围,其中两根定位柱位于水平方向,并分别位于转动座本体的左侧和右侧,剩余两根定位柱位于竖直方向,并分别位于转动座本体的上侧和下侧,各定位柱的底部与转动座本体相连,各定位柱用于供待点漆的弹簧套于其外;支承座位于第一十字转动座组件与第二十字转动座组件之间,用以支承轴线水平放置的弹簧;第一下料机构用于将套设于第一十字转动座组件的右侧水平定位柱外的弹簧推送到支承座上;第一转运机构用于将放置到支承座上的弹簧套入第二十字转动座组件的左侧水平定位柱外。
5.本发明至少具有以下优点:
6.1、本发明实施例的点漆用弹簧变位机构通过设置两组十字转动座组件以及位于这两者之间的支承座,实现了弹簧的姿态自动按照第一端面朝上、侧面朝上、第二端面朝上的顺序依次变化,从而能够满足点漆机构在弹簧的两个端面以及侧面点漆的要求,提高了弹簧的点漆效率;
7.2、本发明实施例的点漆用弹簧变位机构与人工改变弹簧姿态的方式相比,不仅能减轻工作人员的劳动负担,而且能避免因工人误操作导致某个端面或侧面被遗漏点漆或重复点漆的情形。
附图说明
8.图1示出了根据本发明实施例的点漆用弹簧变位机构的立体示意图。
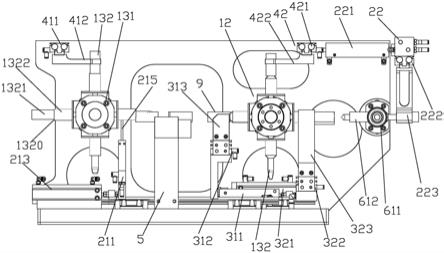
9.图2示出了根据本发明实施例的点漆用弹簧变位机构的主视示意图。
10.图3示出了根据本发明实施例的点漆用弹簧变位机构的俯视示意图。
11.图4示出了根据本发明实施例的点漆用弹簧变位机构的使用状态示意图。
具体实施方式
12.下面结合附图和具体实施例对本发明进行详细说明。
13.请参考图1至图3。根据本发明实施例的一种点漆用弹簧变位机构包括第一十字转动座组件11、第二十字转动座组件12、第一下料机构21、第二下料机构22、第一转运机构31、第二转运机构32、第一弹簧扶正机构41、第二弹簧扶正机构42、支承座5以及一字转动座组件6。
14.每一十字转动座组件包括十字转动座13和转动座驱动机构,转动座驱动机构用于驱动十字转动座以90
°
为分度角间歇转动。在本实施例中,转动座驱动机构包括第一电机和第一凸轮分度器,第一电机的输出轴与第一凸轮分度器的输入轴连接,第一凸轮分度器的输出轴与十字转动座13连接。
15.十字转动座13包括转动座本体131以及四根定位柱132,四根定位柱132呈十字形排列在转动座本体131的周围,其中两根定位柱132位于水平方向,并分别位于转动座本体131的左侧和右侧,剩余两根定位柱132位于竖直方向,并分别位于转动座本体131的上侧和下侧,各定位柱132的底部与转动座本体131相连,各定位柱132用于供待点漆的弹簧9套于其外。
16.支承座5位于第一十字转动座组件11与第二十字转动座组件之间12,用以支承轴线水平放置的弹簧。在本实施例中,支承座5的顶面设有用于支承轴线水平放置的弹簧的v形槽51。
17.第一下料机构用于将套设于第一十字转动座组件11的右侧水平定位柱外的弹簧9推送到支承座5的v形槽51中。
18.在本实施例中,第一下料机构21包括顶升气缸211和第三平移气缸213。顶升气缸211具有可上下伸缩的推杆215,推杆215可抵靠套在第一十字转动座组件11的右侧水平定位柱外的弹簧9的一端。第三平移气缸213与顶升气缸211相连,用于推动顶升气缸211向靠近或远离支承座5的方向移动。
19.进一步地,各定位柱132的侧面具有环形台阶1320,环形台阶132将定位柱分成直径较小的顶部1321和直径较大的底部1322,弹簧9套设于顶部1321外。
20.第一转运机构31用于将放置到支承座5上的弹簧9套入第二十字转动座组件12的左侧水平定位柱外。
21.在本实施例中,第一转运机构31包括第一平移气缸311、第一夹爪气缸312和一对第一夹爪313。第一夹爪气缸312与一对第一夹爪313相连,用于驱动一对第一夹爪313合拢或打开,以夹住或松开弹簧9。第一平移气缸311与第一夹爪气缸312相连,用于驱动第一夹爪气缸312在支承座5与第二十字转动座组件12的左侧水平定位柱之间移动。
22.一字转动座组件6包括一字转动座61和一字转动座驱动机构,一字转动座驱动机构用于驱动一字转动座61以180
°
为分度角间歇转动。在本实施例中,一字转动座驱动机构包括第二电机和第二凸轮分度器,第二电机的输出轴与第二凸轮分度器的输入轴连接,第二凸轮分度器的输出轴与一字转动座61连接。
23.一字转动座61包括一字转动座本体611以及两根插柱612。两根插柱612分别位于
一字转动座本体611的左侧和右侧,并处于同一水平线上,各插柱612的底部与一字转动座本体611相连,各插柱612用于供待点漆的弹簧9套于其外。
24.第二转运机构32用于将套设于第二十字转动座组件12的右侧水平定位柱外的弹簧套入一字转动座组件6的左侧插柱外。
25.在本实施例中,第二转运机构32包括第二平移气缸321、第二夹爪气缸322和一对第二夹爪323。第二夹爪气缸322与一对第二夹爪323相连,用于驱动一对第二夹爪323合拢或打开,以夹住或松开弹簧9。第二平移气缸321与第二夹爪气缸322相连,用于驱动第二夹爪气缸322在第二十字转动座组件12的右侧水平定位柱与一字转动座组件6的左侧插柱之间移动。
26.第二下料机构22用于将套入一字转动座组件6的右侧插柱外的弹簧9移走。在本实施例中,第二下料机构22包括第四平移气缸221、第三夹爪气缸222和一对第三夹爪223。第三夹爪气缸222与一对第三夹爪223相连,用于驱动一对第三夹爪223合拢或打开,以夹住或松开弹簧9。第四平移气缸221用于驱动第三夹爪气缸222移动,以将套设于一字转动座组件6的右侧插柱外的弹簧9输送给外部的下料设备。
27.第一弹簧扶正机构41用于扶正套设于第一十字转动座组件11的上侧定位柱外的弹簧;第二弹簧扶正机构42用于扶正套设于第二十字转动座组件12的上侧定位柱外的弹簧。
28.在本实施例中,第一弹簧扶正机构41包括第一抱爪气缸411和一对第一抱爪412,第一抱爪气缸411与一对第一抱爪412相连,用于驱动一对第一抱爪412合拢或打开,以扶住或离开套设于第一十字转动座组件11的上侧定位柱外的弹簧。第二弹簧扶正机构42包括第二抱爪气缸421和一对第二抱爪422,第二抱爪气缸421与一对第二抱爪422相连,用于驱动一对第二抱爪422合拢或打开,以扶住或离开套设于第二十字转动座组件12的上侧定位柱外的弹簧。
29.需要说明的是,图1至图3中同时示出了四组第一十字转动座组件11、第二十字转动座组件12、第一下料机构21、第一转运机构31、第二转运机构32、第一弹簧扶正机构41、第二弹簧扶正机构42以及一字转动座组件6等,其作用在于能够同时对多根弹簧进行变位、点漆,本实施例对上述组件及机构的数量不做限制,在其它的实施例中也可以是一组、两组、三组、五组等。
30.图4示出了根据本发明实施例的点漆用弹簧变位机构的使用状态示意图。以下结合图4对本发明实施例的点漆用弹簧变位机构的工作过程进行详细介绍。
31.外部的上料机构将待点漆的弹簧9先套入第一十字转动座组件11的左侧水平定位柱外,然后,第一十字转动座组件11的转动座驱动机构驱动十字转动座13顺时针旋转90
°
。第一点胶气缸71的推杆向下伸出,带动第一点胶头72在弹簧9的第一端面上点漆。点漆动作前,第一弹簧扶正机构41会扶正弹簧9。点漆后,第一点胶气缸71的推杆向上缩回。随后,第一十字转动座组件11的转动座驱动机构又驱动十字转动座13顺时针旋转90
°
,完成了第一端面点漆的弹簧9来到水平位置。顶升气缸211的推杆215向上伸出,抵靠套在第一十字转动座组件11的右侧水平定位柱外的弹簧9的第二端面。第三平移气缸213推动顶升气缸211向靠近支承座5的方向移动,从而把套在第一十字转动座组件11的右侧水平定位柱外的弹簧9推到支承座5的v形槽51中。第二点胶气缸73的推杆向下伸出,带动第二点胶头74在弹簧9的
侧面上点漆。点漆后,第二点胶气缸73的推杆向上缩回。随后,第一平移气缸311驱动第一夹爪气缸312来到支承座5处,第一夹爪气缸312驱动一对第一夹爪313合拢,以夹住v形槽51中的弹簧9。第一平移气缸311驱动第一夹爪气缸312移动到第二十字转动座组件12的左侧水平定位柱处,使弹簧9套入第二十字转动座组件12的左侧水平定位柱外,第一夹爪313松开后,第一平移气缸311驱动第一夹爪气缸312复位。第二十字转动座组件12的转动座驱动机构驱动十字转动座13顺时针旋转90
°
,之后,第三点胶气缸75的推杆向下伸出,带动第三点胶头(图中未示出)在弹簧9的第二端面上点漆。点漆动作前,第二弹簧扶正机构42会扶正弹簧9。之后,第二十字转动座组件12的转动座驱动机构又驱动十字转动座13顺时针旋转90
°
,使完成了全部点漆作业的弹簧9来到水平位置。接下来的第二转运机构32的工作过程与第一转运机构31相类似,把弹簧9套到一字转动座组件6的左侧插柱外。而后,一字转动座驱动机构驱动一字转动座61顺时针旋转180
°
,由第二下料机构22将套于一字转动座组件6的右侧插柱外的弹簧传输给外部的下料设备。
32.本发明实施例的点漆用弹簧变位机构通过设置两组十字转动座组件以及位于这两者之间的支承座,实现了弹簧的姿态自动按照第一端面朝上、侧面朝上、第二端面朝上的顺序依次变化,从而能够满足点漆机构在弹簧的两个端面以及侧面点漆的要求,提高了弹簧的点漆效率。
33.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1