正极材料前驱体的合成方法、装置、电子设备及存储介质与流程
1.本技术涉及锂电池技术领域,特别涉及正极材料前驱体的合成方法、装置、电子设备及存储介质。
背景技术:
2.正极材料前驱体产品以其压实率高、碱含量低和电池表达性能优异的优势,作为锂电池的首选正极原材料。传统工艺中主要采用连续法进行合成,但是使用连续法生产的产品品质一般且稳定性不好,导致制备成电池后性能不佳。
3.因此,如何避免正极材料前驱体合成过程中的异常成核,提高产品质量是本领域技术人员目前需要解决的技术问题。
技术实现要素:
4.本技术的目的是提供一种正极材料前驱体的合成方法、装置、电子设备及存储介质,能够避免正极材料前驱体合成过程中的异常成核,提高产品质量。
5.为解决上述技术问题,本技术提供一种正极材料前驱体的合成方法,该正极材料前驱体的合成方法包括:
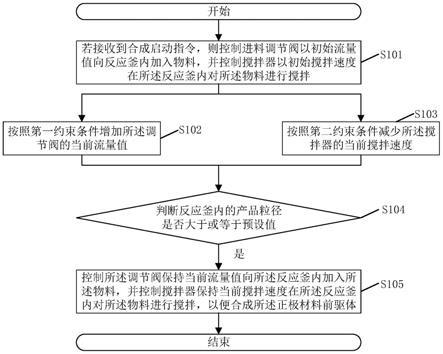
6.若接收到合成启动指令,则控制进料调节阀以初始流量值向反应釜内加入物料,并控制搅拌器以初始搅拌速度在所述反应釜内对所述物料进行搅拌;
7.按照第一约束条件增加所述调节阀的当前流量值;其中,所述第一约束条件为所述调节阀在第一时间窗口内的流量值变化量小于第一阈值;
8.按照第二约束条件减少所述搅拌器的当前搅拌速度;其中,所述第二约束条件为所述搅拌器在第二时间窗口内的搅拌速度变化量小于第二阈值;
9.判断所述反应釜内的产品粒径是否大于或等于预设值;
10.若是,则控制所述调节阀保持当前流量值向所述反应釜内加入所述物料,并控制所述搅拌器保持当前搅拌速度在所述反应釜内对所述物料进行搅拌,以便合成所述正极材料前驱体。
11.可选的,按照第一约束条件增加所述调节阀的当前流量值,包括:
12.按照所述第一约束条件增加所述调节阀的当前流量值,以使所述调节阀的流量变化情况与第一函数表达式匹配;其中,所述第一函数表达式为斜率大于0的一次函数表达式,所述第一函数表达式的横坐标表示时间、纵坐标表示流量。
13.可选的,按照第二约束条件减少所述搅拌器的当前搅拌速度,包括:
14.按照所述第二约束条件减少所述搅拌器的当前搅拌速度,以使所述搅拌器的搅拌速度变化情况与第二函数表达式匹配;其中,所述第二函数表达式为斜率小于0的一次函数表达式,第二函数表达式的横坐标表示时间、纵坐标表示搅拌速度。
15.可选的,按照第一约束条件增加所述调节阀的当前流量值,包括:
16.按照所述第一约束条件增加所述调节阀的当前流量值,以使所述调节阀的流量变
化情况与第三函数表达式的递增区间匹配;其中,所述第三函数表达式为二次函数表达式,所述第三函数表达式的横坐标表示时间、纵坐标表示流量。
17.可选的,按照第二约束条件减少所述搅拌器的当前搅拌速度,包括:
18.按照所述第二约束条件减少所述搅拌器的当前搅拌速度,以使所述搅拌器的搅拌速度变化情况与第四函数表达式的递减区间匹配;其中,所述第四函数表达式为二次函数表达式,所述第四函数表达式的横坐标表示时间、纵坐标表示搅拌速度。
19.可选的,所述正极材料前驱体为ni
x
co
ym(1-x-y)
(oh)2;其中,0≤x,y≤1,0≤x+y≤1,m为锰、铝、钛、钨、镁和锆中的任一种或任几种的组合。
20.可选的,在按照第一约束条件增加所述调节阀的当前流量值之后,还包括:
21.检测所述调节阀的实际流量值,并根据当前流量值和所述实际流量值的差值利用pid调节模块对所述调节阀的当前流量值进行反馈控制;
22.相应的,在按照第二约束条件减少所述搅拌器的当前搅拌速度之后,还包括:
23.检测所述搅拌器的实际搅拌速度,并根据当前搅拌速度和所述实际搅拌速度的差值利用所述pid调节模块对所述搅拌器的当前搅拌速度进行反馈控制。
24.本技术还提供了一种正极材料前驱体的合成装置,该装置包括:
25.启动模块,用于若接收到合成启动指令,则控制进料调节阀以初始流量值向反应釜内加入物料,并控制搅拌器以初始搅拌速度在所述反应釜内对所述物料进行搅拌;
26.调节阀变速控制模块,用于按照第一约束条件增加所述调节阀的当前流量值;其中,所述第一约束条件为所述调节阀在第一时间窗口内的流量值变化量小于第一阈值;
27.搅拌器变速控制模块,用于按照第二约束条件减少所述搅拌器的当前搅拌速度;其中,所述第二约束条件为所述搅拌器在第二时间窗口内的搅拌速度变化量小于第二阈值;
28.判断模块,用于判断所述反应釜内的产品粒径是否大于或等于预设值;
29.恒速控制模块,用于若所述反应釜内的产品粒径大于或等于预设值,则控制所述调节阀保持当前流量值向所述反应釜内加入所述物料,并控制所述搅拌器保持当前搅拌速度在所述反应釜内对所述物料进行搅拌,以便合成所述正极材料前驱体。
30.本技术还提供了一种存储介质,其上存储有计算机程序,所述计算机程序执行时实现上述正极材料前驱体的合成方法执行的步骤。
31.本技术还提供了一种电子设备,包括可编程逻辑控制器、调节阀、搅拌器和反应釜,所述可编程逻辑控制器运行时实现上述正极材料前驱体的合成方法执行的步骤。
32.本技术提供了一种正极材料前驱体的合成方法,若接收到合成启动指令,则控制进料调节阀以初始流量值向反应釜内加入物料,并控制搅拌器以初始搅拌速度在所述反应釜内对所述物料进行搅拌;按照第一约束条件增加所述调节阀的当前流量值;其中,所述第一约束条件为所述调节阀在第一时间窗口内的流量值变化量小于第一阈值;按照第二约束条件减少所述搅拌器的当前搅拌速度;其中,所述第二约束条件为所述搅拌器在第二时间窗口内的搅拌速度变化量小于第二阈值;判断所述反应釜内的产品粒径是否大于或等于预设值;若是,则控制所述调节阀保持当前流量值向所述反应釜内加入所述物料,并控制所述搅拌器保持当前搅拌速度在所述反应釜内对所述物料进行搅拌,以便合成所述正极材料前驱体。
33.本技术在接收到合成启动指令时,按照初始流量值加入物料并按照初始搅拌速度搅拌物料。本技术按照第一约束条件增加调节阀的当前流量值,第一约束条件为调节阀在第一时间窗口内的流量值变化量小于第一阈值,以使调节阀向反应釜内输入的物料逐步增加且不发生突变。本技术还按照第二约束条件减少搅拌器的当前搅拌速度,第二约束条件为搅拌器在第二时间窗口内的搅拌速度变化量小于第二阈值,以使搅拌器在反应釜内的速度逐步减少且不发生突变。在反应釜内的产品粒径大于或等于预设值后,本技术控制调节阀和搅拌器以当前的流量值和搅拌速度工作,进而生成正极材料前驱体。本方案中控制调节阀的流量值和搅拌器的搅拌速度逐步变化,避免流量值和搅拌速度突变导致的异常成核现象,提高了正极材料前驱体的产品质量。本技术同时还提供了一种正极材料前驱体的合成装置、一种存储介质和一种电子设备,具有上述有益效果,在此不再赘述。
附图说明
34.为了更清楚地说明本技术实施例,下面将对实施例中所需要使用的附图做简单的介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
35.图1为本技术实施例所提供的一种正极材料前驱体的合成方法的流程图;
36.图2为本技术实施例所提供的第一函数表达式的示意图;
37.图3为本技术实施例所提供的第三函数表达式的示意图;
38.图4为本技术实施例所提供的第五函数表达式的示意图;
39.图5为本技术实施例所提供的第二函数表达式的示意图;
40.图6为本技术实施例所提供的第四函数表达式的示意图;
41.图7为本技术实施例所提供的第六函数表达式的示意图;
42.图8为本技术实施例所提供的反应釜物料加入示意图;
43.图9为本技术实施例所提供的搅拌器工作示意图;
44.图10为现有阶段式调节工艺得到的正极材料前驱体的扫描电镜图片;
45.图11为本技术实施例所提供的正极材料前驱体的合成方案得到的正极材料前驱体的扫描电镜图片;
46.图12为本技术实施例所提供的一种正极材料前驱体的合成装置的结构示意图。
具体实施方式
47.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
48.下面请参见图1,图1为本技术实施例所提供的一种正极材料前驱体的合成方法的流程图。
49.具体步骤可以包括:
50.s101:若接收到合成启动指令,则控制进料调节阀以初始流量值向反应釜内加入物料,并控制搅拌器以初始搅拌速度在所述反应釜内对所述物料进行搅拌;
51.其中,本实施例可以应用于正极材料前驱体的合成装置,该装置可以包括调节阀、搅拌器和反应釜,调节阀用于向反应釜内输入合成正极材料前驱体的物料,搅拌器用于对反应釜内的物料进行搅拌。
52.本实施例可以预先为调节阀和搅拌器设置对应的初始流量值和初始搅拌速度,在接收到合成启动指令后,本实施例可以控制进料调节阀以初始流量值向反应釜内加入物料,并控制搅拌器以初始搅拌速度在所述反应釜内对所述物料进行搅拌。上述合成启动指令可以为用户通过触发按钮或开关输入的指令,也可以为其他电子设备传输的指令。
53.s102:按照第一约束条件增加所述调节阀的当前流量值;
54.由于正极材料前驱体的合成工艺要求,需要在合成过程中增加输入物料的流量值并减少搅拌速率,本实施例可以在s101之后延时预设时长并分别执行s102和s103的相关操作。
55.本实施例可以按照第一约束条件增加所述调节阀的当前流量值,该过程中第t+1时刻的流量值大于或等于第t时刻的流量值。上述第一约束条件为所述调节阀在第一时间窗口内的流量值变化量小于第一阈值(如50l/h)。在本步骤之前可以预先设置第一时间窗口的长度(如10秒),第一时间窗口内的流量值变化量具体指:第一时间窗口终点位置的流量值与第一时间窗口起点的流量值之差的绝对值。
56.s103:按照第二约束条件减少所述搅拌器的当前搅拌速度;
57.本实施例可以按照第二约束条件减少搅拌器的当前搅拌速度,该过程中第n+1时刻的搅拌速度大于或等于第n时刻的搅拌速度。上述第二约束条件为搅拌器在第二时间窗口内的搅拌速度变化量小于第二阈值(如50转/秒)。在本步骤之前可以预先设置第二时间窗口的长度(如10秒),第二时间窗口内的搅拌速度变化量具体指:第二时间窗口终点位置的搅拌速度与第二时间窗口起点的搅拌速度之差的绝对值。
58.通过s102和s103能够减少由于物料流量和搅拌转速突变引起的体系不稳定,从而产生晶核导致产品不合格,使用本方法后提高了产品合格率。
59.s104:判断反应釜内的产品粒径是否大于或等于预设值;若是,则进入s105;
60.其中,若反应釜内的产品粒径大于或等于预设值,则可以进入s105的匀速合成操作;若反应釜内的产品粒径小于预设值,则可以延时一定时间(如1分钟)后再次进入s104的操作步骤。
61.作为一种可行的实施方式,本实施例可以通过以下方式判断反应釜内的产品粒径是否大于或等于预设值:判断反应釜内产品粒径大于或等于预设值的产品比例是否大于临界值(如99%),若是判定反应釜内的产品粒径大于或等于预设值,反之则判定反应釜内的产品粒径小于预设值。
62.s105:控制所述调节阀保持当前流量值向所述反应釜内加入所述物料,并控制所述搅拌器保持当前搅拌速度在所述反应釜内对所述物料进行搅拌,以便合成所述正极材料前驱体。
63.上述正极材料前驱体为ni
x
co
ym(1-x-y)
(oh)2;其中,0≤x,y≤1,0≤x+y≤1,m为锰mn、铝al、钛ti、钨w、镁mg和锆zr中的任一种或任几种的组合。
64.本实施例在接收到合成启动指令时,按照初始流量值加入物料并按照初始搅拌速度搅拌物料。本实施例按照第一约束条件增加调节阀的当前流量值,第一约束条件为调节
阀在第一时间窗口内的流量值变化量小于第一阈值,以使调节阀向反应釜内输入的物料逐步增加且不发生突变。本实施例还按照第二约束条件减少搅拌器的当前搅拌速度,第二约束条件为搅拌器在第二时间窗口内的搅拌速度变化量小于第二阈值,以使搅拌器在反应釜内的速度逐步减少且不发生突变。在反应釜内的产品粒径大于或等于预设值后,本实施例控制调节阀和搅拌器以当前的流量值和搅拌速度工作,进而生成正极材料前驱体。本方案中控制调节阀的流量值和搅拌器的搅拌速度逐步变化,避免流量值和搅拌速度突变导致的异常成核现象,提高了正极材料前驱体的产品质量。本实施例能够减少人工干预以及频繁调整参数带来的出错率,使用本方案可以仅开机设置一次,在同等设备情况下使用本方法可以提升产能。
65.作为一种可行的实施方式在按照第一约束条件增加所述调节阀的当前流量值之后,还可以检测所述调节阀的实际流量值,并根据当前流量值和所述实际流量值的差值利用pid调节模块对所述调节阀的当前流量值进行反馈控制。进一步的,在按照第二约束条件减少所述搅拌器的当前搅拌速度之后,还可以检测所述搅拌器的实际搅拌速度,并根据当前搅拌速度和所述实际搅拌速度的差值利用所述pid调节模块对所述搅拌器的当前搅拌速度进行反馈控制。通过上述反馈控制方式能够提高控制精度。
66.作为对于图1对应实施例的进一步介绍,本实施例可以通过至少以下方式增加调节阀的当前流量值。
67.方式1:按照所述第一约束条件增加所述调节阀的当前流量值,以使所述调节阀的流量变化情况与第一函数表达式匹配。其中,所述第一函数表达式为斜率大于0的一次函数表达式,所述第一函数表达式的横坐标表示时间、纵坐标表示流量。请参见图2,图2为本技术实施例所提供的第一函数表达式的示意图。
68.方式2:按照所述第一约束条件增加所述调节阀的当前流量值,以使所述调节阀的流量变化情况与第三函数表达式的递增区间匹配。其中,所述第三函数表达式为二次函数表达式,所述第三函数表达式的横坐标表示时间、纵坐标表示流量。请参见图3,图3为本技术实施例所提供的第三函数表达式的示意图。
69.方式3:按照所述第一约束条件增加所述调节阀的当前流量值,以使所述调节阀的流量变化情况与第五函数表达式匹配。其中,所述第五函数表达式为分段函数表达式,所述第五函数表达式的横坐标表示时间、纵坐标表示流量。请参见图4,图4为本技术实施例所提供的第五函数表达式的示意图。
70.作为对于图1对应实施例的进一步介绍,本实施例可以通过至少以下方式减少所述搅拌器的当前搅拌速度:
71.方式1:按照所述第二约束条件减少所述搅拌器的当前搅拌速度,以使所述搅拌器的搅拌速度变化情况与第二函数表达式匹配。其中,所述第二函数表达式为斜率小于0的一次函数表达式,第二函数表达式的横坐标表示时间、纵坐标表示搅拌速度或搅拌电机频率。请参见图5,图5为本技术实施例所提供的第二函数表达式的示意图。
72.方式2:按照所述第二约束条件减少所述搅拌器的当前搅拌速度,以使所述搅拌器的搅拌速度变化情况与第四函数表达式的递减区间匹配;其中,所述第四函数表达式为二次函数表达式,所述第四函数表达式的横坐标表示时间、纵坐标表示搅拌速度或搅拌电机频率。请参见图6,图6为本技术实施例所提供的第四函数表达式的示意图。
73.方式3:按照所述第二约束条件减少所述搅拌器的当前搅拌速度,以使所述搅拌器的搅拌速度变化情况与第六函数表达式匹配。其中,所述第六函数表达式为分段函数表达式,第六函数表达式的横坐标表示时间、纵坐标表示搅拌速度或搅拌电机频率。请参见图7,图7为本技术实施例所提供的第六函数表达式的示意图。
74.下面通过在实际应用中的实施例说明上述实施例描述的流程。
75.正极材料前驱体合成工艺分成连续法和间歇法,随着新能源汽车的蓬勃发展,人们对新能源汽车的续航里程要求也逐渐提高,高镍正极材料已经逐渐取代中低镍材料成为市场主流。并且对高端高镍正极材料产品品质的要求日益增加,因此间歇法的产品成为高端市场的迫切要求,特别是目前动力电池领域;间歇法工艺主要特点有产品一致性好,品质稳定,以单釜按一定合成周期进行合成,一般为3天-7天为一个合成周期;其缺点也比较明显,主要有产能较连续法小,产品合格率较低。其中间歇法前驱体合成时主要采用阶梯式是控制物料流量和搅拌转速的方法,以保障提供较大产能和保证所需的产品品质;本技术采用连续调控方式实现间歇法的合成工艺,避免了在阶梯式控制物料流量和搅拌转速时给反应体系带来较大的变化,导致产品出现不合格的情况。
76.现有的间歇法合成工艺中,前驱体达到目标粒度后,需要经过反应釜放料-反应釜酸洗-反应釜水洗-加水-加碱-加氨-升温,这一系列漫长的步骤才能正式开始第二次反应进料,这导致反应釜有效产能大幅降低。同时间歇法在合成阶段,进料流量和转速需要调节,一般采用阶梯式调节物料流量和搅拌转速。阶梯式调节是指反应釜开机后维持恒定混合金属盐流量l1,并维持恒定的搅拌转速w1,在反应一段时间后瞬间将恒定混合金属盐流量调节至l2,适时再将恒定搅拌转速调节至w2。这种突然变化会破坏反应釜内部系统的稳定性,导致釜内金属离子局部浓度过大,从而大量成核,前驱体产品粒度大幅波动甚至出现两种粒度分布,造成产品质量不合格。这给间歇法本已存在的产能小的问题带来又一重打击。此外反应过程中流量和搅拌转速的突变造成的釜内体系不稳定是随机的,表现为是否造成局部浓度过高程度不一定,是否成核不一定,成核量不一定,因此对产品稳定性同样有负面影响。
77.本实施例的设计采用方式为:通过pid调节模块,控制调节阀的开度和搅拌器转速,从而使得流量和搅拌器的转速匹配,整个合成工艺按照一定的时间周期进行反应,在一个时间周期内再分别设定若干个调速时间阶段,在粒径增长时间段,控制搅拌转速降低速率,同时连锁物料加入流量。本实施例将传统阶梯式调节优化成线性调节,即原料流量l在一段时间内随时间线性变化,在该段时间内其变化规律符合方程(1):
78.l=at2+bt+c;
ꢀꢀꢀ
方程(1)
79.方程(1)中a可以为0,此时原料流量按照速率b匀速提升,a也可以不为0,此时原料流量按照式i方程对应的曲线连续提升。其中,-200≤a≤200,优选的,-100≤a≤100,如a为-200、-150、-100、-50、0、50、100、150、200,优选为以上述任意值为上限或下限的范围值;-200≤b≤200,优选的,-100≤b≤100,如b为-200、-150、-100、-50、0、50、100、150、200,优选为以上述任意值为上限或下限的范围值;150l/h≤c≤250l/h,优选的,180l/h≤c≤230l/h,更优选的,200l/h≤c≤220l/h。
80.同时搅拌转速w在该段时间内同步变化,其变化规律符合方程(2):
81.w=mt2+nt+z;
ꢀꢀꢀ
方程(2)
82.方程(2)中,m可以为0,此时搅拌转速按照速率n匀速下降,m也可以不为0,此时搅拌转速按照式ii方程对应的曲线连续下降。-200≤m≤200,优选的,-100≤m≤100,如m为-200、-150、-100、-50、0、50、100、150、200,优选为以上述任意值为上限或下限的范围值;-200≤n≤200,优选的,-100≤n≤100,如n为-200、-150、-100、-50、0、50、100、150、200,优选为以上述任意值为上限或下限的范围值;20hz≤z≤80hz,优选的,30hz≤z≤70hz,更优选的40hz≤z≤50hz。
83.方程(1)和方程(2)中时间t优选为0小时≤t≤80小时,如t为0小时、5小时、8小时、12小时、16小时、20小时、24小时、32小时、36小时、40小时、44小时、48小时、52小时、56小时、60小时、64小时、68小时、72小时、80小时。
84.通过数学建模后,控制反应过程中进料流量和搅拌转速始终处在匹配的设定值,保证反应釜内体系稳定,避免出现局部浓度变化过大从而导致异常成核。本实施例对间歇法正极材料前驱体合成工艺进行优化,将间歇法阶梯式调节优化成线性调节能够控制流量和搅拌速度的稳定,从而有效避免合成过程中的异常成核,减少不合格产品产生,提高产品品质和合格率,从而增加间歇法产能,带来较大收益。
85.具体的,本实施例可以包括以下步骤:
86.步骤1:按照图8所示的曲线向反应釜加入物料;
87.步骤2:按照图9所示的曲线控制搅拌器工作。
88.其中,本实施例中可以使用plc作为主控制器,数学建模后输出控制信号分别控制计量泵的频率和搅拌桨的频率;(物料流量曲线:开机8小时,200l/h升到300l/h,按12.5l/h的速率均匀提升;8小时到32小时的24小时内,300l/h升到600l/h,按12.5l/h的速率均匀提升;搅拌转速曲线:开机后到24小时,搅拌电机频率从50hz调整到35hz,按0.625hz/h的速率均匀下降);
89.步骤3:以时间为单位呈周期性变化,实现间歇法前驱体的连续合成。
90.具体的,控制电路中可以包括冷却风机和搅拌电机,流量的调节通过调节阀控制,流量的调节与时间呈比例关系。其控制函数为:流量设定值根据时间成以下关系;流量单位为升/小时;默认起始时间为0,且以分为单位;plc控制器启动分定时,读取定时器时间x;if x《1920then y=12.5x+200;if 4320》x》=1920then y=24200;if x》=4320then y=0;y值作为pid调节的输入,pid调节的另一输入为质量流量计测量流量实际值f;其中的模块设定值;经过比例积分微分运算后转换为4~20毫安电信号,驱动调节调节阀开度;质量流量计测量流量实际值f并返回到pid调节模块中,修正调节阀开度,以达到所设流量值;在实际调解过程中,根据设定值和流量返回值的实际情况,对pid的比例系数,微分系数,以及积分系数进行相应调整;以达到所需控制曲线,搅拌器转速调节控制与流量控制相同,不再赘述;通过上述控制方法将传统阶梯式调节优化成线性调节,即原料流量l在一段时间内随时间线性变化,在该段时间内其变化规律符合方程l=at2+bt+c,搅拌转速w变化规律符合方程w=mt2+nt+z。
91.通过数学建模后,控制反应过程中进料流量和搅拌转速始终处在匹配的设定值,保证反应釜内体系稳定,避免出现局部浓度变化过大从而导致异常成核。通过将间歇法阶梯式调节优化成线性调节,有利于提高产品合格率和稳定性,从而增加间歇法产能。
92.请参见图10和图11,图10为现有阶段式调节工艺得到的正极材料前驱体的扫描电
镜图片;图11为本技术实施例所提供的正极材料前驱体的合成方案得到的正极材料前驱体的扫描电镜图片。
93.通过上述方式能够使得转速和物料流量不会出现突变,产品颗粒逐渐增大,产品颗粒生长的环境稳定,在粒径到达目标值时,控制物料流量和搅拌转速达到一个稳定的值,直至合成周期完成;由此可见,利用上述控制方式后,产品合格率极大提高,产品形貌一致性好,产能相应提高。
94.请参见图12,图12为本技术实施例所提供的一种正极材料前驱体的合成装置的结构示意图;
95.该装置可以包括:
96.启动模块1201,用于若接收到合成启动指令,则控制进料调节阀以初始流量值向反应釜内加入物料,并控制搅拌器以初始搅拌速度在所述反应釜内对所述物料进行搅拌;
97.调节阀变速控制模块1202,用于按照第一约束条件增加所述调节阀的当前流量值;其中,所述第一约束条件为所述调节阀在第一时间窗口内的流量值变化量小于第一阈值;
98.搅拌器变速控制模块1203,用于按照第二约束条件减少所述搅拌器的当前搅拌速度;其中,所述第二约束条件为所述搅拌器在第二时间窗口内的搅拌速度变化量小于第二阈值;
99.判断模块1204,用于判断所述反应釜内的产品粒径是否大于或等于预设值;
100.恒速控制模块1205,用于若所述反应釜内的产品粒径大于或等于预设值,则控制所述调节阀保持当前流量值向所述反应釜内加入所述物料,并控制所述搅拌器保持当前搅拌速度在所述反应釜内对所述物料进行搅拌,以便合成所述正极材料前驱体。
101.本实施例在接收到合成启动指令时,按照初始流量值加入物料并按照初始搅拌速度搅拌物料。本实施例按照第一约束条件增加调节阀的当前流量值,第一约束条件为调节阀在第一时间窗口内的流量值变化量小于第一阈值,以使调节阀向反应釜内输入的物料逐步增加且不发生突变。本实施例还按照第二约束条件减少搅拌器的当前搅拌速度,第二约束条件为搅拌器在第二时间窗口内的搅拌速度变化量小于第二阈值,以使搅拌器在反应釜内的速度逐步减少且不发生突变。在反应釜内的产品粒径大于或等于预设值后,本实施例控制调节阀和搅拌器以当前的流量值和搅拌速度工作,进而生成正极材料前驱体。本方案中控制调节阀的流量值和搅拌器的搅拌速度逐步变化,避免流量值和搅拌速度突变导致的异常成核现象,提高了正极材料前驱体的产品质量。
102.进一步的,调节阀变速控制模块1202包括:
103.第一控制单元,用于按照所述第一约束条件增加所述调节阀的当前流量值,以使所述调节阀的流量变化情况与第一函数表达式匹配;其中,所述第一函数表达式为斜率大于0的一次函数表达式,所述第一函数表达式的横坐标表示时间、纵坐标表示流量;
104.或,第三控制单元,用于按照所述第一约束条件增加所述调节阀的当前流量值,以使所述调节阀的流量变化情况与第三函数表达式的递增区间匹配;其中,所述第三函数表达式为二次函数表达式,所述第三函数表达式的横坐标表示时间、纵坐标表示流量。
105.进一步的,搅拌器变速控制模块1203包括:
106.第二控制单元,用于按照所述第二约束条件减少所述搅拌器的当前搅拌速度,以
使所述搅拌器的搅拌速度变化情况与第二函数表达式匹配;其中,所述第二函数表达式为斜率小于0的一次函数表达式,第二函数表达式的横坐标表示时间、纵坐标表示搅拌速度;
107.或,第四控制单元,用于按照所述第二约束条件减少所述搅拌器的当前搅拌速度,以使所述搅拌器的搅拌速度变化情况与第四函数表达式的递减区间匹配;其中,所述第四函数表达式为二次函数表达式,所述第四函数表达式的横坐标表示时间、纵坐标表示搅拌速度。
108.进一步的,所述正极材料前驱体为ni
x
co
ym(1-x-y)
(oh)2;其中,0≤x,y≤1,0≤x+y≤1,m为锰、铝、钛、钨、镁和锆中的任一种或任几种的组合。
109.进一步的,还包括:
110.反馈控制模块,用于在按照第一约束条件增加所述调节阀的当前流量值之后,检测所述调节阀的实际流量值,并根据当前流量值和所述实际流量值的差值利用pid调节模块对所述调节阀的当前流量值进行反馈控制;还用于在按照第二约束条件减少所述搅拌器的当前搅拌速度之后,检测所述搅拌器的实际搅拌速度,并根据当前搅拌速度和所述实际搅拌速度的差值利用所述pid调节模块对所述搅拌器的当前搅拌速度进行反馈控制。
111.由于装置部分的实施例与方法部分的实施例相互对应,因此装置部分的实施例请参见方法部分的实施例的描述,这里暂不赘述。
112.本技术还提供了一种存储介质,其上存有计算机程序,该计算机程序被执行时可以实现上述实施例所提供的步骤。该存储介质可以包括:u盘、移动硬盘、只读存储器(read-only memory,rom)、随机存取存储器(random access memory,ram)、磁碟或者光盘等各种可以存储程序代码的介质。
113.本技术还提供了一种电子设备,包括可编程逻辑控制器、调节阀、搅拌器和反应釜,所述可编程逻辑控制器运行时实现上述实施例所提供的步骤。当然所述电子设备还可以包括各种网络接口,电源等组件。
114.说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
115.还需要说明的是,在本说明书中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的状况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1