一种用于制备柔性防刺材料的成型装置的制作方法
1.本技术涉及纺织机械技术领域,尤其是涉及一种用于制备柔性防刺材料的成型装置。
背景技术:
2.现有的防刺服为机织物与非织造布交替铺层的层合纤维布料,达到防刺性能的条件下,也能兼顾质量、厚度和舒适度等,多层纤维布料通过胶液进行粘合处理,从而加工成防刺复合材料。
3.市场上存在一种pur热熔胶机,可将固态的pur热熔胶熔化,并将液态的胶输送到胶涂布装置对纤维布料实行涂胶,最后通过挤压复合,制成防刺复合材料。但是,熔化的胶液通过涂胶辊涂设到纤维布料,多余的胶液从纤维布料上掉落后,凝固在机械内,大量热熔胶聚集在机械内,造成熔胶机的污染。
技术实现要素:
4.为了解决多余胶液从纤维布料掉落在机械内,造成机械污染的问题,本技术提供一种用于制备柔性防刺材料的成型装置。
5.一种用于制备柔性防刺材料的成型装置,包括机架、多个连接于机架用于绕设纤维布料的输料辊、多个连接于机架且用于给纤维布料涂设胶液的涂胶部、连接于机架且用于挤压多个纤维布料的成型部、连接于机架且用于牵引防刺布料的牵引部,所述输料辊、所述涂胶部、所述成型部、所述牵引部沿纤维布料传送的方向依次连接于机架;
6.多个所述涂胶部均包括固定连接于机架且用于容纳胶液的胶盒、转动连接于胶盒且用于将胶液转移至纤维布料的涂胶辊、固定连接于胶盒且用于刮除多余胶液的刮胶板,所述胶盒呈开口设置,所述涂胶辊一部分浸入胶液内,且一部分抵接于纤维布料,所述刮胶板呈倾斜布置,所述刮胶板的一端抵紧于纤维布料,另一端固定连接于胶盒的开口处。
7.通过上述技术,纤维布料从输料辊输出,输出的纤维布料绕设在涂胶辊上,涂胶辊转动将胶盒内的胶液转移到纤维布料上,带有胶液的纤维布料在成型部被挤压成型,使多个纤维布料粘黏复合成防刺布料。其中,固定连接于胶盒的刮胶板的一端抵紧于纤维布料,将多余的胶液从纤维布料上刮下,多余的胶液沿刮胶板的倾斜面回流到胶盒内,实现纤维布料上多余胶液的回收,避免多余胶液掉落在机架内,造成污染。
8.优选的,所述机架还连接有多个抵接于纤维布料的除灰辊,多个所述除灰辊沿纤维布料的传送方向设置于所述输料辊与所述涂胶辊之间,所述除灰辊外周壁设置有毛刷层。
9.通过上述技术,当纤维布料绕设在除灰辊上时,除灰辊上设有的毛刷层将纤维布料上的灰层清除,避免纤维布料上的灰尘与胶盒内的胶液粘黏在一起,使多个纤维布料粘合质量较差。
10.优选的,所述成型部包括有滑动连接于机架的上压板、固定连接于机架且用于配
合上压板的的下压板、多个固定连接于机架且用于驱动上压板靠近下压板的电缸。
11.通过上述技术,电缸驱动上压板靠近下压板,将多个纤维布料挤压在一起,使多个纤维布料在胶液的粘合下,复合在一起形成防刺布料。
12.优选的,所述下压板开设有多个排胶孔,所述下压板还设置有用于容纳胶液的容纳箱;将容纳箱的空腔称为容纳空腔,多个所述排胶孔均与容纳空腔连通。
13.通过上述技术,当上压板靠近下压板对多个纤维布料进行挤压时,部分粘黏在纤维布料的胶液被挤压溢出,溢出的胶液通过下压板开设的多个排胶孔流入容纳箱内,对溢出纤维布料的胶液进行收集,进一步避免了胶液污染机架。
14.优选的,所述机架还设置有抽胶泵,所述抽胶泵的输入端连通所述容纳箱,所述抽胶泵的输出端连通所述胶盒。
15.通过上述技术,抽胶泵将收集在容纳箱内的胶液抽送到胶盒内,减少了胶液的浪费,并实现多余胶液的循环利用。
16.优选的,所述容纳箱的底部呈倾斜布置,所述抽胶泵的输入端连接于容纳箱底部的最低处。
17.通过上述技术,容纳箱的底部呈倾斜布置,使得汇集在容纳箱内的胶液沿倾斜面在自身重力的作用下,流到容纳箱的最低处,再通过连接于容纳箱最低处的抽胶泵输入端,将胶液转移到胶盒内,使得汇集在容纳箱的胶液可以全部被抽胶泵抽取。
18.优选的,所述容纳箱内壁还设置有加热丝。
19.通过上述技术,容纳箱内壁设有的加热丝可以对汇集在容纳箱的胶液进行加热,使胶液一直保持熔体状态,避免胶液凝固,使得胶液堵塞排胶孔或者抽胶泵和容纳箱的连接处,进而影响胶液的收集和循环利用。
20.优选的,所述机架转动连接有两个限位辊,两个所述限位辊形成用于穿设多个所述纤维布料的间隙,所述限位辊沿纤维布料的传送方向设置于所述涂胶部与所述成型部之间。
21.通过上述技术,两个限位辊间隙配合,多个纤维布料穿设于两个限位辊的间隙之间,两个限位辊将多个纤维布料间距距离限制在一个较小的范围内,当成型部挤压成型一部分防刺布料时,防刺布料继续传输过程中,上压板在电缸的驱动下远离下压板,此时限位辊对多个纤维布料间距进行限制,避免已成型的防刺布料被撕开。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1、涂胶部设置有刮胶板,刮胶板的一端抵紧于纤维布料,另一端固定连接于胶盒的开口处,且刮胶板呈倾斜布置,使得多余的胶液沿刮胶板的倾斜面回流到胶盒内,避免了多余胶液掉落在机架内,造成污染;
24.2、下压板开设有多个排胶孔,排胶孔连接容纳箱的容纳空腔,使得多个纤维布料在挤压的过程,溢出的胶液通过排挤孔汇集在容纳箱内,避免溢出的胶液散落在机架内,造成污染。
附图说明
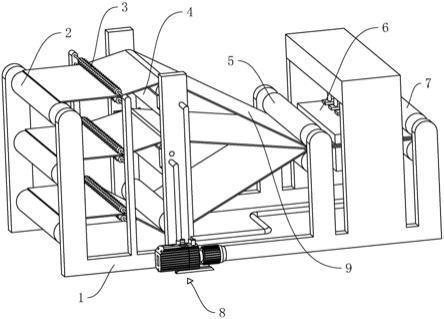
25.图1是本技术实施例的整体结构示意图;
26.图2是本技术实施例的涂胶部结构示意图;
27.图3是本技术实施例的成型部结构示意图。
28.附图标记说明:1、机架;2、输料辊;3、除灰辊;4、涂胶部;41、胶盒;42、涂胶辊;43、刮胶板;5、限位辊;6、成型部;61、上压板;62、下压板;621、排胶孔;622、容纳箱;63、电缸;7、牵引部;8、抽胶泵;9、纤维布料。
具体实施方式
29.以下结合附图1
‑
3对本技术作进一步详细说明。
30.本技术实施例公开一种用于制备柔性防刺材料的成型装置。参考图1,包括机架1、三个连接于机架1的输料辊2、两个连接于机架1的涂胶部4、连接于机架1的成型部6、连接于机架1的牵引部7,牵引部7给多个纤维布料9提供动力,使三个纤维布料9可以沿设定的传送方向移动,三个输料辊2用于绕设相应的纤维布料9,涂胶部4对纤维布料9表面涂设胶液,成型部6将已涂设胶液的多个纤维布料9挤压在一起,使多个纤维布料9粘黏形成防刺布料。
31.沿纤维布料9传送的方向,输料辊2、涂胶部4、成型部6、牵引部7依次连接于机架1。
32.三个输料辊2分别绕设超高分子量聚乙烯纤维布料9、聚氨酯纤维布料9和芳纶纤维布料9,超高分子量聚乙烯纤维布料9具有高比强度和高比模量的特点,广泛应用于国防和航天领域,芳纶纤维布料9具有超高强度、高模量和耐高温、耐酸耐碱、重量轻等优良性能,且提高了防刺服穿戴的舒适性,聚氨酯纤维布料9具有高弹性回复率,使防刺服具有良好的弹性。
33.防刺布料由上述三种纤维布料9通过胶液粘合形成复合材料,也就是说,将聚氨酯纤维布料9涂设胶液放置在芳纶上侧,超高分子量聚乙烯纤维布料9涂设胶液放置在聚氨酯纤维布料9上侧,然后通过成型部6的挤压粘合制成防刺布料。
34.两个涂胶部4分别与绕设超高分子量聚乙烯纤维布料9的输料辊2和绕设聚氨酯纤维布料9的输料辊2对应。
35.参考图2,涂胶部4包括有固定连接于机架1的胶盒41、转动连接于胶盒41的涂胶辊42,胶盒41呈开口设置,胶盒41内容纳有胶液,涂胶辊42的一部分浸入胶液内,另一部分抵接于纤维布料9,涂胶辊42不断转动,将胶盒41内的胶液从胶盒41中转移到纤维布料9上。
36.为了避免过多胶液从纤维布料9上掉落到机架1内,造成污染,胶盒41的开口处还固定连接有刮胶板43,刮胶板43远离胶盒41的一端抵紧于纤维布料9,可以将多余的胶液从纤维布料9上刮下,且刮胶板43呈倾斜布置,使得多余的胶液沿刮胶板43的倾斜面回流到胶盒41内。
37.参考图1,机架1在输料辊2和涂胶部4之间还转动连接有三组除灰辊3,三组除灰辊3与三种纤维一一对应,除灰辊3外周壁设置有毛刷层,且抵接于纤维布料9的表面,除灰辊3的转动方向与输料辊2的转动方向相反,毛刷层的毛刷可以对纤维布料9粘黏的灰尘进行清除,避免灰尘与胶液粘合在一起,影响多个纤维布料9的粘结复合。
38.参考图3,两个纤维布料9涂胶完成后,三个纤维布料9同时进入成型部6进行挤压成型,成型部6包括固定连接于机架1的下压板62、滑动连接于机架1的上压板61、多个驱动上压板61靠近或远离上压板61的电缸63,电缸63驱动上压板61靠近下压板62,三个纤维布料9位于上压板61与下压板62之间,上压板61挤压三个纤维布料9,使得三个纤维布料9在胶液的粘合下,复合形成防刺布料。
39.三个布料在挤压的过程中,黏附在纤维布料9的胶液部分溢出,为了避免溢出胶液再次污染机架1,下压板62还开设有多个排胶孔621,排胶孔621沿竖直方向延伸,且下胶板还连接有用于容纳溢出胶液的容纳箱622,将容纳箱622的空腔称为容纳空腔,多个排胶孔621均与容纳空腔连通,胶液在上压板61的挤压下沿排胶孔621进入容纳箱622内。
40.参考图1和图3,机架1还设置有抽胶泵8,抽胶泵8的输入端连通容纳箱622,抽胶泵8的输出端连通两个胶盒41,汇集在容纳箱622内的胶液通过抽胶泵8再次回流到胶盒41内,实现胶液的回收利用,容纳箱622的底板呈倾斜布置,抽胶泵8的输入端与容纳箱622的连接处位于容纳箱622底板的最低处,使得汇集在容纳箱622的胶液可沿底板的倾斜面汇集在容纳箱622最低处,便于抽胶泵8对全部胶液进行回收。
41.其中,为了防止汇集在容纳箱622的胶液凝固,容纳箱622的内壁还设置有加热丝,加热丝对胶液不断加热,使得胶液一直处于流体状态,进而防止了胶液凝固堵塞排胶孔621,或者抽胶泵8的输入端。
42.机架1还转动连接有两个限位辊5,两个限位辊5位于涂胶部4与成型部6之间,两个限位辊5间隙配合,三个纤维布料9穿设于两个限位辊5的间隙中,两个限位辊5主要是为了在三个纤维布料9进入成型部6之前,对三个纤维布料9之间的间距进行限定,如果没有限位辊5的限定,当上压板61挤压完成开始回缩时,三个纤维布料9靠近涂胶辊42的一端可以会被撕开。
43.牵引部7包括有两个相互配合的牵引辊,成型后的防刺布料穿设于两个牵引辊之间,牵引辊外周壁设置有防滑层,防滑层的设置增加了防刺布料与牵引辊的摩擦力,便于两个牵引辊转动拉动防刺布料移动。
44.本技术实施例一种用于制备柔性防刺材料的成型装置的实施原理为:工人将超高分子量聚乙烯纤维布料9、聚氨酯纤维布料9和芳纶纤维布料9分别绕设在相应的输料辊2上,超高分子量聚乙烯纤维布料9和聚氨酯纤维布料9抵接于涂胶辊42上,涂胶辊42将胶盒41的胶液转移到超高分子量聚乙烯纤维布料9和聚氨酯纤维布料9上,其中刮胶板43将纤维布料9多余的胶液刮除,使其沿刮胶板43的倾斜面回流到胶盒41内,纤维布料9涂胶之后,通过限位辊5的限位,进入成型部6,成型部6的上压板61靠近下压板62,对三个纤维布料9进行挤压,使三个纤维布料9粘合形成防刺布料,防刺布料再通过牵引辊的牵引,对防刺布料进行输出。
45.其中三个纤维布料9在挤压成型的过程中溢出的胶液,通过排胶孔621汇集在容纳箱622内,最后通过抽胶泵8将胶液转移到胶盒41内,实现胶液的循环利用。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1