一种碳五分离过程中真空泵缸体凝液回收的装置的制作方法
1.本实用新型涉及碳五分离生产技术领域,尤其涉及一种碳五分离过程中真空泵缸体凝液回收的装置。
背景技术:
2.裂解碳五馏分分离得到异戊二烯、间戊二烯、双环戊二烯等产品,在化工行业应用广泛,是合成树脂、橡胶工业的重要原料。裂解碳五各馏分的沸点非常相近,由于原料及产品的性质不同和对质量要求的差异,通常的碳五分离使用了普通精馏、萃取精馏、共沸精馏、反应精馏等精馏方式。
3.在双环戊二烯精制塔脱离微量碳六,得到聚酯级双环戊二烯的生产过程中,由于双环戊二烯沸点高(170℃),为了防止因温度过高,双环戊二烯解聚成环戊二烯,从而造成双环戊二烯的损失加大,因此双环戊二烯的精制工序会用到抽真空减压精馏。而在异戊二烯分离萃取系统里,使用过的萃取溶剂dmf(二甲基甲酰胺)里含有多聚物、双环戊二烯等高沸点的物质,通过利用水与其形成具有比dmf沸点还低的共沸物的特点,将水、多聚物和双环戊二烯从塔顶脱除,得到高纯度的萃取溶剂。在共沸精馏的同时,由于温度较高,容易造成多聚物的聚合,导致塔盘的堵塞,通过抽真空减压的方式,可实现设备运行周期的有效提高。
4.化工企业抽真空方式较多,较为常用的设备为无油立式真空泵。无油立式真空泵具有真空度高、安全、节能、使用寿命长、噪声低、维修和操作方便等特点。碳五分离抽真空系统中,将沸点低的烃类、水、溶剂等低分子物抽出,通过冷凝可以实现回收。在抽真空过程中,一部分烃类、溶剂的多聚物在真空泵缸体内被压缩冷凝后极易出现自聚增长,结焦于缸体排污口附近,若积液未能及时从缸体排污口排走,则会造成排污口堵塞,使缸体内积液逐渐增多。当积液充满缸体后,会造成缸体胀裂撑爆,影响生产和导致安全事故发生。同时,由于无油立式真空泵极限真空度高无法调节,溶剂共沸精馏系统的真空度过高造成精馏塔下段加热量偏低,容易出现焦油等沉积在塔板上,缩短生产运行周期,增加生产成本。
技术实现要素:
5.本实用新型的目的是提供一种碳五分离过程中真空泵缸体凝液回收的装置,防止凝液的积累,避免缸体爆裂,同时实现真空系统真空度的有效控制,提高各塔的分离效率,提高设备生产运行周期。
6.为实现上述目的,本实用新型提供一种碳五分离过程中真空泵缸体凝液回收的装置,包括真空泵,还包括缓冲罐、气相加压管、缸体排污管线和集液罐;缓冲罐的气体输出端、气相加压管、真空泵的缸体、缸体排污管线和集液罐依次连通;集液罐的上部通过气相返回管线与缓冲罐的气体输入端连通。
7.作为本实用新型的进一步改进,所述缸体排污管线包括气相管线和凝液管线;气相管线和凝液管线两者的两端均分别与真空泵的缸体排污口和集液罐连接;气相管线位于
凝液管线的上方。
8.作为本实用新型的更进一步改进,所述集液罐的上部连接有惰性气体自控点接头。
9.作为本实用新型的更进一步改进,所述缓冲罐为立式罐,缓冲罐的气体输入端位于缓冲罐的中部,缓冲罐的气体输出端位于缓冲罐的顶部;缓冲罐内设有填料。
10.作为本实用新型的更进一步改进,所述缓冲罐内的填料为波纹网填料。
11.作为本实用新型的更进一步改进,所述缓冲罐的底部设有反冲洗口。
12.作为本实用新型的更进一步改进,所述气相返回管线上靠近缓冲罐处设有入口压力监测点;所述集液罐的上部设有集液罐压力监测点。
13.作为本实用新型的更进一步改进,所述集液罐的底部连接有排液管线。
14.作为本实用新型的更进一步改进,所述集液罐为立式罐,集液罐上连接有液位计。
15.有益效果
16.与现有技术相比,本实用新型的碳五分离过程中真空泵缸体凝液回收的装置的优点为:有效解决碳五馏分分离生产中真空泵缸体凝液的积累,防止缸体爆裂,同时实现真空系统真空度的有效控制,提高各塔的分离效率,延长检维修的时间间隔,减少设备的检维修次数,提高设备生产运行周期。相对于排污口定时排液的真空泵,本方案的碳五分离过程中真空泵缸体凝液回收的装置,真空泵不再出现“爆缸”现象,提高了设备的安全系数;集液罐能定期收集定量的回收液体,同时也提高了真空系统塔的运行周期。
17.通过以下的描述并结合附图,本实用新型将变得更加清晰,这些附图用于解释本实用新型的实施例。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
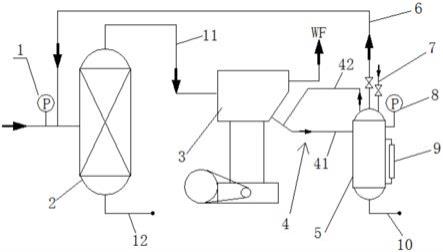
19.图1为碳五分离过程中真空泵缸体凝液回收的装置的原理图。
具体实施方式
20.现在参考附图描述本实用新型的实施例。
21.实施例
22.本实用新型的具体实施方式如图1所示,一种碳五分离过程中真空泵缸体凝液回收的装置,包括真空泵3,还包括缓冲罐2、气相加压管11、缸体排污管线4和集液罐5。缓冲罐2的气体输出端、气相加压管11、真空泵3的缸体、缸体排污管线4和集液罐5依次连通。集液罐5的上部通过气相返回管线6与缓冲罐2的气体输入端连通。真空泵3出口气体进入火炬线(wf)处理。本实施例中,真空泵3为无油立式真空泵。无油立式真空泵具有真空度高、安全、节能、使用寿命长、噪声低、维修和操作方便等特点,缓冲罐2及其内置填料能有效阻挡低沸点,如水、碳五轻组分类物质进入缸体,液体收集后进行回收利用。
23.缸体排污管线4包括气相管线42和凝液管线41。气相管线42和凝液管线41两者的
两端均分别与真空泵3的缸体排污口和集液罐5连接。气相管线42位于凝液管线41的上方。真空泵3缸体内的凝液经凝液管线41进入集液罐5;集液罐5内的部分气体经气相管线42重新回到真空泵3的缸体排污口,有效使缸体排污口与集液罐5形成气液压力平衡,提高了集液的效率,防止爆缸现象的发生。
24.集液罐5顶部设置公称直径为dn20~dn25的气相返回管线6连接至缓冲罐2的气体输入端。使集液罐5与缸体排污口形成较大压差,便于凝液快捷排出;更大程度上提高控制真空系统的真空度,提高真空系统设备的运行周期。
25.缓冲罐2为立式罐,缓冲罐2的气体输入端位于缓冲罐2的中部,缓冲罐2的气体输出端位于缓冲罐2的顶部。缓冲罐2内设有填料。本实施例中,缓冲罐2内的填料为波纹网填料。缓冲罐2的底部设有反冲洗口12。通过注入清水可对填料进行反冲洗。
26.集液罐5的上部连接有惰性气体自控点接头7,防止多聚物在真空系统管线结焦现象的发生。气相返回管线6上靠近缓冲罐2处设有入口压力监测点1。集液罐5的上部设有集液罐压力监测点8。在入口压力监测点1和集液罐压力监测点8上设置压力表,可实现对缓冲罐2入口压力和集液罐5压力的实时监测,从而给人员判断两个罐体的工作情况提供参考。通过惰性气体自控点和各压力监测点实现碳五分离真空系统的过程监控,方便及时移走积液以保持正常运行。
27.集液罐5为立式罐,集液罐5的底部连接有排液管线10。缸体排污管线4与集液罐5的中部连通。集液罐5上连接有液位计9,具体为大口径玻璃罐液位计。
28.以上结合最佳实施例对本实用新型进行了描述,但本实用新型并不局限于以上揭示的实施例,而应当涵盖各种根据本实用新型的本质进行的修改、等效组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1