静电粉末喷凃设备的制作方法
1.本技术涉及粉末喷涂设备的领域,尤其是涉及一种静电粉末喷凃设备。
背景技术:
2.静电粉末喷涂俗称“静电喷塑”,包含生产直流高压的静电发生器,以及将粉末喷射出来并使之雾化的喷枪。被喷涂的工件作为阳极,喷枪出粉口处设有放电针,放电针使静电喷枪带上负高压,产生电晕放电现象。此时带负电荷的粉末微粒在静电和压缩空气气流的作用下,到达工件表面。由于静电力吸引,粉末均匀地吸附在工件表面,然后工件进入固化炉固化,最后形成与工件紧密结合的致密涂层。
3.一篇申请号为cn202020300610.4的中国专利公开了一种防爆炸静电粉末喷涂装置,包括喷涂室和供粉箱,所述喷涂室和供粉箱之间连通有供粉管,所述供粉箱上连通有风机,所述喷涂室远离供粉管一端的外箱壁上连接有上端开口的回收罐,所述回收罐内设有液态水,所述喷涂室内设有导管,所述导管的另一端贯穿喷涂室的顶部并延伸至回收罐的液态水内。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:待喷涂工件放入喷涂室进行喷涂时,喷粉盘只能对待喷涂工件的一侧进行喷涂,一侧喷涂完成后,需要工作人员不断转换待喷涂工件的喷涂角度才能够实现喷粉盘对整个待喷涂工件表面的喷涂工作,因此造成生产时间的加长,降低工作效率。
技术实现要素:
5.为了便于调节待喷涂工件的喷涂角度,提高工作效率,本技术提供一种静电粉末喷凃设备。
6.本技术提供的一种静电粉末喷凃设备采用如下的技术方案:
7.一种静电粉末喷凃设备,包括喷涂室以及设于所述喷涂室外侧的供粉箱,所述喷涂室和所述供粉箱之间连通有供粉管,所述供粉箱上连通有风机,所述供粉管远离所述喷涂室的一端延伸至所述喷涂室内且连通有喷粉盘,所述喷粉盘远离所述供粉管的一侧沿竖直方向设有多个排出粉孔,所述喷涂室的上端设有用于对待喷涂工件承挂的挂钩,所述喷涂室上设有用于驱动所述挂钩自转的旋转组件。
8.通过采用上述技术方案,工作时,先将待喷涂的工件挂在挂钩上,风机将供粉箱内的粉末经供粉管传送至喷粉盘内,再经多个排出粉孔喷至喷涂室内的待喷涂的工件上,同时旋转组件驱动挂钩自转,进而带动待喷涂的工件的自转,实现待喷涂工件不同喷涂角度的调节,避免人工转换待喷涂工件的喷涂角度,提高工作效率。
9.可选的,所述旋转组件包括:太阳轮、行星轮、齿圈和驱动电机;
10.所述喷涂室内可升降设置有安装箱,所述齿圈水平设于所述安装箱的内周壁上,所述行星轮与所述齿圈相啮合,所述安装箱的下表面开设有旋转通孔,所述旋转通孔与所述齿圈同轴线布设,所述挂钩的上端贯穿所述旋转通孔且与所述行星轮相连接;
11.所述太阳轮设于所述齿圈的中心处且与所述齿圈同轴线布设,所述行星轮与所述太阳轮相啮合,所述驱动电机设于所述安装箱内且输出端与所述太阳轮的中心处固接。
12.通过采用上述技术方案,旋转组件工作时,驱动电机驱动太阳轮转动,太阳轮旋转时带动与之啮合的行星齿轮自转,行星齿轮与齿圈啮合,故多个行星齿轮又以太阳轮为轴心绕太阳轮公转,多个行星齿轮带动多个挂钩上的待喷涂工件自转,从而对待喷涂工件不同喷涂角度的调节,实现喷粉盘对待喷涂工件周侧的全面喷涂。
13.可选的,所述喷涂室上设有升降气缸,所述升降气缸的输出端朝下且与所述安装箱固接。
14.通过采用上述技术方案,升降气缸驱动安装箱升降,从而实现待喷涂工件的升降,以便待喷涂工件落在喷粉盘合适的喷涂范围内,提高喷涂的质量,同时待喷涂工件下降时,便于工作人员取放挂钩上的待喷涂工件。
15.可选的,所述挂钩和待喷涂工件之间这有限位件,所述限位件包括:连接杆、u型夹和限位板;
16.所述连接杆的一端铰接于所述挂钩上,且铰接轴线水平,所述u型夹设于所述连接杆远离所述挂钩的一端,所述u型夹的开口朝向远离铰接处的一侧布设,所述限位板设于待喷涂工件的上端,当转动所述u型夹至最下端时,所述u型夹与所述限位板卡接适配。
17.通过采用上述技术方案,将待喷涂工件挂在挂钩上后,转动连接杆向下,使限位板位于u型夹内,u型夹上端靠近挂钩的一侧与限位板的上端相抵接,u型夹与限位板的卡接适配,以使挂在挂钩上的待喷涂工件不易发生转动,提高待喷涂工件喷涂的均匀性。
18.可选的,所述限位件设有两组,两组所述限位件对称设于所述挂钩的相对两侧。
19.通过采用上述技术方案,两组限位件分别从两侧对悬挂于挂钩上的待喷涂工件进行限位,使待喷涂工件的喷涂时喷涂角度的固定更加的稳固。
20.可选的,所述行星轮设有多个,多个所述行星轮沿所述太阳轮的周侧间隔布设,多个所述行星轮均与所述太阳轮、所述齿圈相啮合,所述挂钩设有多个,多个所述挂钩与多个所述行星轮的数量一致,多个所述挂钩的上端分别贯穿所述旋转通孔且与多个所述行星轮相连接。
21.通过采用上述技术方案,多个所述行星轮与所述挂钩相配合,便于将多个待喷涂工件同时放入喷涂室内进行喷涂工作,提高工作效率。
22.可选的,所述喷粉盘沿所述喷涂室的内周壁布设。
23.通过采用上述技术方案,增大了喷涂室内粉末喷涂的面积,便于从周侧对多个待喷涂工件同时进行喷涂工作,提高工作效率,同时也能提高待喷涂工件的喷涂的均匀性,提高工件的喷涂质量。
24.可选的,所述安装箱由pvc材料制成。
25.通过采用上述技术方案,使喷涂的粉末不易积存在安装箱上,保持安装箱的整洁,减少人工清理安装箱的频率。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.旋转组件驱动挂钩自转,进而带动待喷涂的工件的自转,实现待喷涂工件不同喷涂角度的调节,避免人工转换待喷涂工件的喷涂角度,提高工作效率;
28.2.太阳轮旋转时带动与之啮合的行星齿轮自转,行星齿轮与齿圈啮合,故多个行
星齿轮又以太阳轮为轴心绕太阳轮公转,多个行星齿轮带动多个挂钩上的待喷涂工件自转,从而对待喷涂工件不同喷涂角度的调节,实现喷粉盘对待喷涂工件周侧的全面喷涂;
29.3.喷粉盘沿喷涂室的内周壁布设,增大了喷涂室内粉末喷涂的面积,便于从周侧对多个待喷涂工件同时进行喷涂工作,提高工作效率,同时也能提高待喷涂工件的喷涂的均匀性,提高工件的喷涂质量。
附图说明
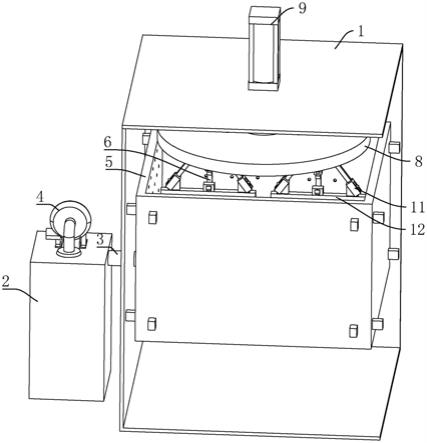
30.图1是本技术实施例的整体结构示意图;
31.图2是本技术实施例中旋转组件、挂钩和工件之间的连接结构示意图;
32.图3是本技术实施例中旋转组件的剖视结构示意图。
33.附图标记:1、喷涂室;2、供粉箱;3、供粉管;4、风机;5、喷粉盘;6、挂钩;7、旋转组件;71、太阳轮;72、行星轮;73、齿圈;74、驱动电机;8、安装箱;81、旋转通孔;9、升降气缸;10、连接杆;11、u型夹;12、工件;121、限位板。
具体实施方式
34.以下结合附图1
‑
3对本技术作进一步详细说明。
35.本技术实施例公开一种静电粉末喷凃设备。参照图1,静电粉末喷凃设备包括喷涂室1以及设于喷涂室1外侧的供粉箱2,喷涂室1和供粉箱2之间连通有供粉管3,供粉箱2上连通有风机4,供粉管3远离喷涂室1的一端延伸至喷涂室1内且连通有喷粉盘5,喷粉盘5沿喷涂室1的内周壁布设,喷粉盘5朝向喷涂室1中心的一侧均匀间隔开设有多个排出粉孔,以增大喷涂室1内粉末喷涂的面积,便于从周侧对多个待喷涂工件12同时进行喷涂工作,提高工作效率。
36.参照图2和图3,为了便于将多个待喷涂工件12同时放入喷涂室1内进行喷涂工作,提高工作效率,喷涂室1的上端间隔设有两个用于对待喷涂工件12承挂的挂钩6,喷涂室1上设有用于驱动挂钩6自转的旋转组件7。
37.旋转组件7包括:太阳轮71、行星轮72、齿圈73和驱动电机74;喷涂室1的外顶壁设有升降气缸9,升降气缸9的输出端朝下贯穿喷涂室1的顶壁且与安装箱8固接,安装箱8由pvc材料制成,升降气缸9驱动安装箱8升降,从而实现待喷涂工件12的升降,以便待喷涂工件12落在喷粉盘5合适的喷涂范围内,提高喷涂的质量。
38.齿圈73水平固定于安装箱8的内周壁上,齿圈73的外周壁与安装箱8的内周壁通过环氧树脂ab胶粘接固定,太阳轮71转动安装于齿圈73的中心处且与齿圈73同轴线布设,太阳轮71的转动轴线竖直,行星轮72设有两个,两个行星轮72沿太阳轮71的周侧均匀间隔布设,两个行星轮72均与太阳轮71、齿圈73相啮合;安装箱8的下表面开设有旋转通孔81,旋转通孔81与齿圈73同轴线布设,两个挂钩6的上端均贯穿旋转通孔81且分别与两个行星轮72固接;驱动电机74设于安装箱8内的上端且输出端与太阳轮71的中心处焊接固定。
39.旋转组件7工作时,驱动电机74驱动太阳轮71转动,太阳轮71旋转时带动与之啮合的行星齿轮自转,行星齿轮与齿圈73啮合,故多个行星齿轮又以太阳轮71为轴心绕太阳轮71公转,多个行星齿轮带动多个挂钩6上的待喷涂工件12自转,从而对待喷涂工件12不同喷涂角度的调节,实现喷粉盘5对待喷涂工件12周侧的全面喷涂。
40.参照图2和图3,为了使挂在挂钩6上的待喷涂工件12不易发生转动,提高待喷涂工件12喷涂的均匀性。挂钩6和待喷涂工件12之间这有限位件,限位件设有两组,两组限位件对称设于挂钩6的相对两侧;限位件包括:连接杆10、u型夹11和限位板121;连接杆10和u型夹11均有冷轧不锈钢材料制成,连接杆10的一端铰接于挂钩6上,且铰接轴线水平,u型夹11焊接于连接杆10远离挂钩6的一端,u型夹11的开口朝向远离铰接处的一侧布设,限位板121固定于待喷涂工件12的上端。
41.将待喷涂工件12挂在挂钩6上后,转动连接杆10向下,使限位板121位于u型夹11内,u型夹11上端靠近挂钩6的一侧与限位板121的上端相抵接,u型夹11与限位板121的卡接适配;取下工件12时,旋转连接杆10向上,将工件12从挂钩6上取下即可。
42.本技术实施例一种静电粉末喷凃设备的实施原理为:工作时,先将待喷涂的工件12挂在挂钩6上,风机4将供粉箱2内的粉末经供粉管3传送至喷粉盘5内,再经多个排出粉孔喷至喷涂室1内的待喷涂的工件12上,同时旋转组件7驱动挂钩6自转,进而带动待喷涂的工件12的自转,实现待喷涂工件12不同喷涂角度的调节,避免人工转换待喷涂工件12的喷涂角度,提高工作效率。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1