电池浆料制作设备和涂布系统的制作方法
1.本技术涉及二次电池技术领域,尤其涉及一种电池浆料制作设备和涂布系统。
背景技术:
2.在电池制造过程中,需要制作电池浆料和以及对浆料进行涂布。在锂离子电池的浆料的制作过程中,主要是通过分散盘和搅拌桨进行长时间概率式分散,搅拌时间长导致单位时间产出低,且浆料中存在颗粒问题,影响浆料的质量,进而影响涂布质量。
3.申请内容
4.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出一种电池浆料制作设备,能够提高浆料的制作效率且能够减少浆料中的颗粒度。
5.本技术还提出一种具有上述电池浆料制作设备的涂布系统。
6.根据本技术的第一方面实施例的电池浆料制作设备,包括,
7.连续分散装置,包括第一驱动件,连续分散盘和分散罐,所述分散罐设置有第一进料口,所述第一进料口用于供粉料进入所述分散罐,所述连续分散盘位于所述分散罐的内部,所述第一驱动件能够驱动所述连续分散盘转动;
8.中转装置,包括第二驱动件、搅拌桨和中转罐,所述搅拌桨位于所述中转罐的内部,所述第二驱动件能够驱动所述搅拌桨转动;
9.过滤装置,包括过滤罐、滤网和刮刀,所述滤网和所述刮刀均设置在所述过滤罐的内部且所述刮刀与所述滤网接触,所述滤网能够对流经所述过滤罐的浆料过滤,所述刮刀能够相对于所述滤网移动以清理所述滤网上的滤渣;
10.所述连续分散装置、所述过滤装置、所述中转装置依次通过管道相连通,所述中转装置又通过管道与所述连续分散装置连通。
11.根据本技术实施例的电池浆料制作设备,至少具有如下有益效果:通过循环制浆的方式,减少单次倒入的粉料,能够降低对粉料的分散和搅拌难度,进而能够提高电池浆料的制作效率,通过在循环管路中设置过滤装置,能够对浆料过滤进而减少浆料中的颗粒,提高浆料的品质。
12.根据本技术的一些实施例,所述过滤罐设有落料口,所述过滤装置还包括设置在所述落料口的开关,所述落料口用于排出所述滤渣,所述开关用于控制所述落料口的开通或者关闭。
13.根据本技术的一些实施例,还包括捏合机,所述捏合机包括第二进料口和第一出料口,所述捏合机通过所述第二进料口与所述过滤罐相连通,所述捏合机通过所述第一出料口与所述中转罐相连通;所述捏合机用于能够对所述滤渣进行捏合分散。
14.根据本技术的一些实施例,所述过滤罐内设置有至少两个所述滤网,至少两个所述滤网沿所述浆料的流动方向间隔设置。
15.根据本技术的一些实施例,所述滤网上设置有通孔,用于通过物料,沿所述浆料的流动方向,所述滤网上通孔的尺寸逐渐减小。
16.根据本技术的一些实施例,所述过滤装置还包括导轨,所述刮刀能够沿所述导轨移动。
17.根据本技术的一些实施例,所述滤网与所述过滤罐的形状相适配,所述滤网为方形,所述导轨沿所述滤网的第一边设置,所述刮刀的长度等于所述滤网的第二边的长度,所述第一边和所述第二边为所述滤网相邻的两条边。
18.根据本技术的一些实施例,所述滤网与所述过滤罐的形状相适配,所述滤网为圆形,所述导轨沿所述过滤罐的周向设置,所述刮刀的长度等于所述滤网的直径。
19.根据本技术的一些实施例,所述刮刀与所述滤网的夹角为5
°
~175
°
。
20.根据申请的第二方面实施例的涂布系统,包括上述第一方面实施例的电池浆料制作设备、涂布机模头和输送泵,所述输送泵用于将所述中转罐内的浆料输送至所述涂布机模头。
21.根据本技术实施例的涂布系统,至少具有如下有益效果:能够减少涂布颗粒划痕,进而减少极片在辊压过程中断带等问题,提高极片的质量。
22.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
23.下面结合附图和实施例对本技术做进一步的说明,其中:
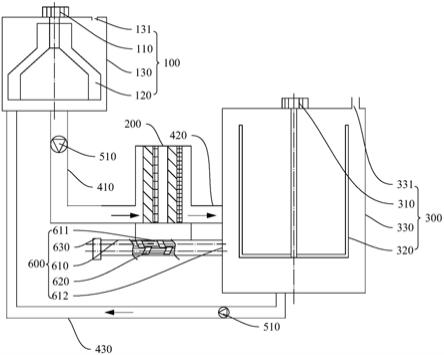
24.图1为本技术实施例电池浆料制作设备示意图;
25.图2为本技术实施例电池浆料制作设备中过滤装置结构示意图;
26.图3为图2中过滤罐的俯视图;
27.图4为图2中滤网结构示意图;
28.图5为过滤网与刮刀的角度配合示意图;
29.图6为图5中ⅰ处放大图;
30.图7为本技术实施例涂布系统示意图。
31.附图标记:
32.连续分散装置100第一驱动件110连续分散盘120分散罐130第一进料口131
33.过滤装置200过滤罐210落料口211滤网220第一边221第二边222刮刀230
34.开关240导轨250滑块260中转装置300第二驱动件310搅拌桨320中转罐330
35.第三进料口331第一管道410第二管道420第三管道430第四管道440
36.循环泵510输送泵520捏合机600捏合管套610第二进料口611第一出料口612
37.捏合组件620第三驱动件630涂布机模头700。
具体实施方式
38.下面详细描述本技术的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
39.在本技术的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简
化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
40.在本技术的描述中,若干的含义是一个以上,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
41.本技术的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本技术中的具体含义。
42.本技术的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
43.下面结合附图1至附图6来描述本技术第一方面实施例的电池浆料制作设备。
44.电池浆料制作设备包括连续分散装置100、过滤装置200、中转装置300、第一管道410、第二管道420和第三管道430,连续分散装置100包括第一驱动件110、连续分散盘120和分散罐130,分散罐130设置有第一进料口131,第一进料口131用于供粉料进入分散罐130内,连续分散盘120位于所述分散罐130的内部,第一驱动件110能够驱动连续分散盘120转动;中转装置300包括第二驱动件310、搅拌桨320和中转罐330,搅拌桨320位于中转罐330的内部,第二驱动件310能够驱动搅拌桨320转动;过滤装置200包括过滤罐210、滤网220和刮刀230,滤网220和刮刀230均设置在过滤罐210的内部且刮刀230与滤网220接触,滤网220能够对流经过滤罐210的浆料过滤,刮刀230能够相对于滤网220移动以清理滤网220上的滤渣。
45.第一管道410的一端与分散罐130连接,第一管道410的另一端与过滤罐210连接,第二管道420的一端与过滤罐210连接,第二管道420的另一端与中转罐330连接,第三管道430的一端与中转罐330连接,第三管道430的另一端与分散罐130连接;分散罐130中的浆料能够经第一管道410进入过滤罐210后经第二管道420流入中转罐330,中转罐330内的浆料能够经第三管道流入分散罐130内。即连续分散装置100、过滤装置200和中转装置300依次通过管道相连通,中转装置300又通过管道与连续分散装置100连通。
46.具体的,电池浆料由粉料和溶剂混合均匀而制成。如图1和图2所示,图中的箭头方向表示浆料的流动方向。中转罐330上设置有第三进料口331,将电池浆料配方中所需的溶剂通过第三进料口331全部加入到中转罐330中。第一管道410所在的管路和第三管道430所在的管路上均设置有循环泵510,第三管道430所在管路上的循环泵510开启,能够将中转罐330中的溶剂经第三管道430流入分散罐130内。先开启第三管道430所在管路上的循环泵510,使溶剂进入分散罐130内,随后将粉料通过第一进料口131加入到分散罐130中,配方中所需的粉料持续不断的加入到分散罐130内。粉料加入后,第一驱动件110驱动连续分散盘120,使连续分散盘120高速转动,从而使分散罐130中的溶剂和粉料混合初步形成浆料,第一管道410所在的管路上的循环泵510开启,将分散罐130中的浆料泵出,分散罐130中的浆
料经第一管道410流入过滤装置200中。过滤罐210内设置有滤网220和刮刀230,滤网220的形状与过滤罐210相适配,从而能够对流经过滤罐210的全部浆料进行过滤,即流入过滤罐210中的浆料须经过滤网220后才能流出过滤罐210。
47.由于粉料是持续加入到分散罐130中,即每次进入到分散罐130中的粉料量较少,连续分散盘120转动时,能够使粉料与浆料混合更加均匀,相比于大量的倒入粉料,本技术的电池浆料制作设备能够使浆料中成团成块减少,但是仍不可避免的出现粉料没有完全融入浆料中,有粉料成团成块的情况发生,即浆料中含有颗粒。含有颗粒的浆料在过滤罐210中流动时,大于滤网220间隙的颗粒能够被滤网220拦截,经过滤后的浆料通过第二管道420流入中转罐内。经过多次循环,附在滤网220上的大颗粒越来越多,会降低浆料的流动速度。如图2所示,过滤装置200中的刮刀230位于滤网220的左侧,并与滤网220接触,当刮刀230相对于滤网220移动时,刮刀230能够将附在滤网220上的大颗粒(即滤渣)刮走的同时,也能够对滤网220上的部分大颗粒进行粉碎,清理后的滤网220能够继续对浆料进行过滤。通过上述设置方式,能够持续对浆料进行过滤,能够减少浆料中的颗粒问题,提高浆料的品质。流出过滤罐210的浆液经第二管道420流入到中转罐330中,第二驱动件310驱动搅拌桨320转动,以使中转罐330中的浆料混合,能够有效的避免中转罐330中的浆料沉积。在粉料加入的过程中,浆料持续在电池浆料制作设备中循环流动,粉料添加完毕后,浆料还在电池浆料制作设备中循环一定时间后,可得到高品质的浆料。中转罐330中的浆料可直接供给涂布机模头700,进行涂部操作。本实施例的电池浆料制作设备,通过循环操作操作制作浆料,能够降低浆料搅拌过程中的分散难度,提高搅拌分散效率,此外通过过滤装置对浆料过滤,能够较少浆料中的颗粒度,从而提高浆料的品质。
48.在本技术的一些具体实施例中,过滤罐210上设置有落料口211,过滤装置200中还包括设置在落料口211的开关240,落料口211用于排出滤渣,开关用于控制落料口211的开通或关闭,当开关240处于开启状态时,滤渣能够经落料口211排出。
49.具体的,为了使电池浆料制作设备能够持续不断进行浆料制备,在过滤罐210上设置有落料口211便于对滤渣进行清理。落料口211处设置有开关240,开关240可以是手动开关或电磁开关。浆料在循环的状态下,开关240处于关闭状态。过滤罐210中累计了一定量的滤渣后,通过开启开关240打开落料口211,使滤渣经落料口211排出过滤罐210,为了便于滤渣的排出,可将落料口211设置在过滤罐210的下方,滤渣可通过自身的重力排出过滤罐210。为了使浆料中的各成分比例趋于理论值,在一罐浆料的制作过程中,可人工将排出的滤渣重新倒入分散罐130中进行分散,并再次进行循环,如此能够有效的减少浆料中的颗粒,且能够使浆料中的各成份趋于理论值,进一步的提高浆料的品质。
50.在本技术的一些具体实施例中,如图1所示,还包括捏合机600,捏合机600包括第二进料口611和第一出料口612,捏合机600通过第二进料口611与过滤罐210相连通,捏合机600通过第一出料口612与中转罐330相连通,当开关240处于开启状态时,滤渣能够经落料口211排出过滤罐210,并经第二进料口611进入捏合机600,捏合机600能够对滤渣进行捏合分散,捏合分撒后的滤渣经第一出料口612进入中转罐330内。
51.具体的,如图1所示,捏合机600包括捏合管套610和位于捏合管套610内部的捏合组件620以及位于捏合管套610外侧且能够驱动捏合组件620运动的第三驱动件630。捏合管套610的侧壁上设置有第二进料口611和第一出料口612。为了使滤渣能够利用自身的重力
落入到捏合管套610内,将捏合机600设置在过滤罐210的下方,且捏合机的第二进料口811与过滤罐210的落料口211相对应设置,如此当开关240处于开启状态下,滤渣依靠自身重力掉出过滤罐210同时落入捏合管套610,与此同时会有部分浆料伴随滤渣一起落入捏合机600内,捏合机600能够对具有一定湿度的滤渣进行捏合分散,使滤渣的粒径变小分散,经捏合机600捏合后的滤渣通过第一出料口612进入到中转罐330内,在搅拌桨320的作用下,捏合分散后的滤渣能够进一步的溶于浆料中,浆料中的颗粒进一步的减少。当电池浆料制作设备对浆料进行几轮循环后,浆料中的颗粒大大的降低,且滤渣能够进一步的溶解于浆料中,使最终得到的浆料中各成分的比例趋于理论值。捏合机600为双螺杆捏合机等本领域通常使用的捏合机。
52.在本技术的一些具体实施例中,过滤罐210内设置有至少两个滤网220,至少两个滤网220沿浆料的流动方向间隔设置。
53.具体的,如图1和图2所示,过滤罐210内设置有两个滤网220,浆料在过滤罐210内从左向右流动,滤网220沿左右方向间隔设置。可以理解的,还可以根据过滤罐210的大小来设置为三个、四个等。通过在过滤罐210内设置多个滤网220,能够提高过滤装置200的可靠性,即在一个滤网220损坏的情况,仍有其他的滤网能够对浆料进行过滤,确保过滤装置工作的可靠性。
54.在本技术的一些具体实施例中,所述滤网上设置有通孔,用于通过物料,沿浆料的流动方向,滤网220上通孔的尺寸逐渐减小。
55.具体的,如图1和图2所示,滤网220上设置有通孔,小于通孔尺寸的颗粒能够通过滤网220,大于滤网220通孔尺寸的颗粒被滤网220拦截。位于左侧的滤网220的通孔尺寸大于位于右侧的过滤网220的通孔的尺寸,即左侧的滤网220能够拦截浆料中粒径较大的颗粒,位于右侧的滤网220能够拦截浆料中粒径较小的颗粒。滤网220可以采用网状或条纹状结构的滤网,对于条纹状结构的滤网而言,左侧的滤网220的条缝间隙可以为75μm~20
㎜
,右侧的滤网220的条缝间隙可以为50μm~10
㎜
。可以理解的是,也可以根据浆料品质的要求,选择合适规格的滤网。相比于两个滤网220同时对浆料中的大颗粒过滤,本实施例中的过滤装置200,能够减少流出过滤罐210的浆料中的颗粒;若两个滤网220均能够对浆料中的小颗粒进行过滤,那么浆料中的大小颗粒均被左侧的滤网220拦截并附在左侧的滤网220上,左侧的滤网220会被严重堵塞,进而会影响浆料的流动速度。可以理解的是,当滤网220的数量为3个、4个等其他数量时,沿着浆料流动的方向,滤网220上通孔的尺寸逐渐变小。本实施例中的过滤装置200采用不同规格的滤网220,即能够提高浆料的质量又能够保证浆料的流动速度。
56.在本技术的一些具体实施例中,过滤装置200还包括导轨250,刮刀230能够沿导轨250移动。
57.具体的,如图2和图3所示,导轨250位于过滤罐210的外部,并与过滤罐210固定连接。刮刀230固定在滑块260上,滑块260能够沿导轨250移动,从而带动刮刀230沿导轨250移动,从而使刮刀230作用于滤网220并相对滤网220移动,从而将滤网220上的滤渣清理干净。滑块260可以在电机的驱动下沿导轨250移动,也可以通过操作人员手工操作滑块260沿导轨250移动,为了便于操作人员操作滑块260移动,在滑块260上设置凸起或凹槽便于手抓握。
58.导轨250的外形与过滤罐210的外形相匹配,滤网220与过滤罐210的形状相适配。
59.在一些具体的实施例中,滤网220为方形时,导轨250沿滤网220的第一边221设置,刮刀230的长度方向垂直于导轨250的长度方向,刮刀230的长度等于滤网220的第二边222的长度,第一边221和第二边222为滤网220的相邻两条边。具体的,如图2、图3和图4所示,过滤罐210为方形罐,图3中示出了过滤罐210的俯视图,过滤罐210的顶部为方形,相应的为了实现浆料的过滤,滤网220为方形并与过滤罐210的顶部垂直,滤网220的边缘延伸至过滤罐210的内壁。如此,滤网220能够对流经过滤罐210的所有浆料都能过滤。导轨250设置在过滤罐210的顶部,并与滤网220的第一边221平行,第一边221为滤网220与过滤罐210顶部接触的边,第二边222为与第一边221相邻的边,刮刀230的长度方向与滤网220的第二边222平行,刮刀230的长度等于第二边222的长度,当滑块260从导轨250的一端运动至另一端时,刮刀230能够对整个滤网220清理。为了达到较好的清理效果,可使滑块260沿导轨250往复运动多次即可。可以理解的是,过滤罐210还可以是圆柱形罐体,圆形面为上下侧面,过滤装置200中也可以采用上述方式布置导轨250和滤网220。
60.在另外一些具体的实施例中,滤网220为圆形时,导轨250沿过滤罐210的周向设置,刮刀230的长度等于滤网220的直径。具体的,当过滤罐210为圆柱形罐体,过滤罐210的左右两侧为圆形面时,滤网220为圆形,滤网220与过滤罐210的圆形侧壁固定连接,滤网220能够对所有流经过滤罐210的浆料过滤。导轨250为环形导轨,沿过滤罐210的周向设置,为了减少密封难度,导轨250仅设置在过滤罐210的上半部。当滑块260从导轨250的一端运动至另一端时,刮刀230能够对整个滤网220进行清理。为了达到较好的清理效果,可使滑块260沿导轨250往复运动多次即可。
61.在本技术的一些具体实施例中,刮刀230的作用部与滤网220的夹角为5
°
~175
°
。为了使滤渣从滤网上被刮下来,刮刀230与滤网220要接触,角度过大或过小都会影响清洁效果。如图5和图6所示,刮刀230的作用部与滤网220之间的夹角为α,α的范围在5
°
~175
°
之间。若夹角过小,例如α为0
°
,刮刀230的作用部与滤网220重合,刮刀230比较钝,不能很好的将滤网220上的滤渣刮下。因此刮刀230的作用部与滤网220的夹角设置为5
°
~175
°
能够保证良好的清洁效果。为了提高滤网220的使用寿命,在一些具体实施例子中,可以选用不锈钢材质的滤网并配合abs材质或者尼龙材质的刮刀230。
62.下面结合图7来描述本实用新型第二方面的涂布系统。涂布系统包括上述第一方面实施例的电池浆料制作设备、涂布机模头700、第四管道440和输送泵520,电池浆料制作设备中的中转罐330通过第四管道440与涂布机模头700连通,输送泵520设置在第四管道440所在的管路上,用于将中转罐330内的浆料输送至涂布机模头700,涂布机模头700即可开始涂布操作。上述涂布系统涂布操作过程中,涂布颗粒划痕小,极片辊压的过程中能够减少极片断带等问题,提高极片的质量进而提高电池性能。
63.上面结合附图对本技术实施例作了详细说明,但是本技术不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本技术宗旨的前提下作出各种变化。此外,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1