一种儿童健康积木的涂层结构的制作方法
1.本实用新型涉及儿童玩具技术领域,具体涉及一种儿童健康积木的涂层结构。
背景技术:
2.儿童积木是一种儿童亲肤益智玩具,伴随着孩子整个童年。儿童在玩耍过程中,双手需与积木长时间直接触摸,并且部分小朋友经常随性的用手指抠到积木,然后进一步的触碰口、鼻以及眼睛,导致抠下来的积木触摸到身体其它部位皮肤。因此,若积木材质及表面彩绘工艺无法做到100%无毒,会对儿童健康造成严重伤害。
3.目前市场上现有的儿童积木材质及工艺大多以各种塑料板、pvc板、胶合木板、纸板为主,彩绘图案大多采用油性工艺,如:喷漆、丝印、印刷、uv打印、溶剂打印等。上述材质及彩绘工艺均存在一些潜在问题,如含有增塑剂、甲醛、重金属、铅、镉、邻苯二甲酸酯等,导致制备的儿童积木气味重、不环保、甲醛和重金属超标,严重情况下会造成儿童具有不孕不育症、白血病以及各种皮肤病,严重危害儿童健康。同时市场上的儿童积木产品还存在的画面单一不可任意个性定制、规格固定、边角处不可折弯处理、抗氧化性能差,不耐黄变、不防火阻燃、彩绘表面不耐消毒剂和清洁剂等问题。
技术实现要素:
4.有鉴于此,有必要针对上述的问题,提供一种儿童健康积木的涂层结构。所述涂层结构使制备的儿童积木具有画面可个性化定制、规格任意定制、防刮、耐磨、耐黄变、100%环保无毒无气味、边角处可折弯、防火阻燃、画面表面不起皮、重量轻、易拼接组装等优点;不含有毒物质,大大的保障了儿童的健康。
5.为实现上述目的,本实用新型采取以下的技术方案:
6.一种儿童健康积木的涂层结构,从下至上依次包括基体一、打印预涂层、第一淋膜层、彩绘层和第二淋膜层。所述基体一为ixpe泡棉。
7.进一步的,所述儿童健康积木的涂层结构还包括基体二和热熔胶层,所述基体二通过热熔胶层与基体一相连。通过热熔胶将基体一和基体二结合后,可以根据需求调整积木的厚度,制备出符合需求的不同厚度的积木。
8.进一步的,所述基体二的材质为ixpe泡棉。
9.进一步的,所述基体一的厚度为1~2mm。
10.进一步的,所述基体二的厚度为2~3mm。
11.进一步的,所述热熔胶层的厚度为0.2-0.5mm。
12.进一步的,所述打印预涂层为水性树脂涂层,厚度为0.1-0.3mm。
13.进一步的,所述第一淋膜层的厚度为0.2-0.4mm。本实用新型中采用3.5m 宽工业级刀刮淋膜设备进行淋膜,形成第一淋膜层。方便采用hp latex环保打印工业级打印设备再进行彩色打印。
14.进一步的,所述彩绘层的厚度为0.1-0.3mm。本实用新型中采用hp latex 打印机
进行个性化彩色画面打印。
15.进一步的,所述第二淋膜层的厚度为0.2-0.4mm。
16.本实用新型的有益效果为:
17.(一)本实用新型提供了一种儿童健康积木的涂层结构,基体采用的ixpe 泡棉具有良好的回弹性以及耐候性,边角处可折弯,不含任何有毒物质,避免了儿童在玩耍过程接触有害物质威胁健康。
18.(二)本实用新型的儿童健康积木的涂层结构包括通过喷印水性墨水形成打印预涂层和淋膜后的第一淋膜层,对ixpe泡棉基体不产生腐蚀作用,并且通过hp latex打印机进行彩色打印,制备的儿童积木画面可个性化定制。
19.(三)本实用新型的儿童健康积木的涂层结构还包括在彩绘层表面进行光油淋膜形成的第二淋膜层。第二淋膜层使制备的儿童积木防刮、耐磨、耐黄变,保证了儿童积木表面不起皮,经久耐用。
20.(四)本实用新型的儿童健康积木的涂层结构还包括通过热熔胶层将基体一与基体二连接,可根据需求调整儿童积木的厚度。
附图说明
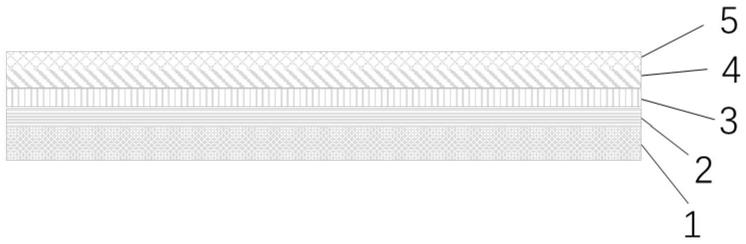
21.图1为本实用新型实施例1中儿童健康积木的结构示意图。
22.图2为本实用新型实施例2中儿童健康积木的结构示意图。
23.附图标记:1-基体一,2-打印预涂层,3-第一淋膜层,4-彩绘层,5-第二淋膜层,6-热熔胶层,7-基体二。
具体实施方式
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将结合具体实施例以及附图对本实用新型作进一步介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“水平”、“顶”、“内”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第三”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“一组”的含义是两个或两个以上。
27.实施例1
28.如图1所示,一种儿童健康积木的涂层结构,从下至上依次包括基体一、打印预涂层、第一淋膜层、彩绘层和第二淋膜层;所述基体一为ixpe泡棉。ixpe 泡棉(电子辐射交联聚乙烯发泡材料)是以聚乙烯为主要原材料,配以其它几种不含任何有害物质的辅料先经混合挤塑成型,通过绿色健康辐照加工技术,利用电离子辐射作用于物质产生的交联改变
基料原有的结构,形成网状独立闭孔泡孔结构,生产出的高科技高档闭孔泡沫材料。具有外观光滑,手感舒适,加工性能好等优点。其泡孔细密均匀,强韧且有绕性,隔音、隔热、保温效果优异,吸水性小,回弹性、耐候性、耐老化、防霉变和耐各种化学制剂腐蚀性强,是一种符合国际环保标准的功能性材料。
29.所述基体一长为100m,宽度为1m,厚度为1mm。
30.所述打印预涂层为水性树脂涂层,厚度为0.1mm。本实用新型中水性树脂涂层是水性墨水,喷印在ixpe泡棉表面时,不会对其产生腐蚀作用。本实施例中水性树脂涂层的制备方法为:依次取500g水性聚氨酯、500g水性丙烯酸、1g 水性流平剂、0.3g水性消泡剂和0.3g水混合在一起搅拌20min,静止放置30min,待没有泡沫后用4号杯测试粘度,粘度为30s,得到打印预涂层原料。将打印预涂层原料涂淋在基体一上。
31.所述第一淋膜层的厚度为0.2mm。所述第一淋膜层在打印预涂层的表面,使其表面打印的彩绘层更加清晰,画质优越。本实施例中第一淋膜层采用3.5m 宽工业级刀刮淋膜设备进行淋膜,按照每一平方泡棉涂20g光油,淋膜速度为每分钟走料15m,然后置于65度烘箱中固化。
32.所述彩绘层的厚度为0.1mm。本实施例中采用hp latex打印机进行个性化彩色画面打印。根据积木构件色彩部分需要,可单面打印,可双面打印;打印速度27平方/小时,打印温度为65度,打印精度为1200dpix1200dpi。
33.所述第二淋膜层的厚度为0.2mm。本实施例中将彩绘后泡面再次进行光油淋膜固化,淋膜方法与第一淋膜层相同。本实用新型中第二淋膜层在积木表面形成一层保护层,使制备的儿童积木具有防腐、耐刮、色度更牢固,易消毒清洁等优点。
34.实施例2
35.如图2所示,一种儿童健康积木的涂层结构,从下至上依次包括基体二、热熔胶层、基体一、打印预涂层、第一淋膜层、彩绘层和第二淋膜层;所述基体一为ixpe泡棉。
36.所述基体一长为100m,宽度为1m,厚度为1mm。
37.所述打印预涂层为水性树脂涂层,厚度为0.3mm。本实施例中水性树脂涂层的制备方法为:依次取500g水性聚氨酯、500g水性丙烯酸、1g水性流平剂、 0.3g水性消泡剂和0.3g水混合在一起搅拌20min,静止放置30min,待没有泡沫后用4号杯测试粘度,粘度为30s,得到打印预涂层原料。将打印预涂层原料涂淋在基体一上。
38.所述第一淋膜层的厚度为0.4mm。本实施例中第一淋膜层采用3.5m宽工业级刀刮淋膜设备进行淋膜,按照每一平方泡棉涂20g光油,淋膜速度为每分钟走料15m,然后置于65度烘箱中固化。
39.所述彩绘层的厚度为0.3mm。本实施例中采用hp latex打印机进行个性化彩色画面打印。根据积木构件色彩部分需要,可单面打印,可双面打印;打印速度27平方/小时,打印温度为65度,打印精度为1200dpix1200dpi。
40.所述第二淋膜层的厚度为0.4mm。本实施例中将彩绘后泡面再次进行光油淋膜固化,淋膜方法与第一淋膜层相同。
41.所述热熔胶层的厚度为0.4mm。所述基体二为ixpe泡棉,长为100m,宽度为1m,厚度为2mm。本实施例中将淋有第二淋膜层的泡棉与基体二通过热熔胶层进行贴合。本实施例中热熔胶由基体树脂、增粘剂、增塑剂、抗氧剂以及填料组成,设置热熔胶复合机的复合温度
为65℃,贴合速度为600m/小时;热熔胶用量为40克/m2;贴合压力为15n。本实用新型通过设置热熔胶层与基体二,可以保证基体一的厚度较薄时,方便打印预涂层、第一淋膜层、彩绘层以及第二淋膜层的喷涂和打印,然后根据需求对积木的厚度进行调整,制备出不同厚度的多种儿童健康积木。基体二的材质与基体一相同,使制备的健康积木具有较好的回弹性和耐候性。
42.实施例3
43.一种儿童健康积木的涂层结构,从下至上依次包括基体一、打印预涂层、第一淋膜层、彩绘层和第二淋膜层;所述基体一为ixpe泡棉。
44.所述基体一长为100m,宽度为1m,厚度为2mm。
45.所述打印预涂层为水性树脂涂层,厚度为0.2mm。本实施例中水性树脂涂层的制备方法为:依次取500g水性聚氨酯、500g水性丙烯酸、1g水性流平剂、 0.3g水性消泡剂和0.3g水混合在一起搅拌20min,静止放置30min,待没有泡沫后用4号杯测试粘度,粘度为30s,得到打印预涂层原料。将打印预涂层原料涂淋在基体一上。
46.所述第一淋膜层的厚度为0.3mm。本实施例中第一淋膜层采用3.5m宽工业级刀刮淋膜设备进行淋膜,按照每一平方泡棉涂30g光油,淋膜速度为每分钟走料30m,然后置于75度烘箱中固化。
47.所述彩绘层的厚度为0.2mm。本实施例中采用hp latex打印机进行个性化彩色画面打印。根据积木构件色彩部分需要,可单面打印,可双面打印;打印速度180平方/小时,打印温度为75度,打印精度为1200dpix1200dpi。
48.所述第二淋膜层的厚度为0.3mm。本实施例中将彩绘后泡面再次进行光油淋膜固化,淋膜方法与第一淋膜层相同。
49.实施例4
50.一种儿童健康积木的涂层结构,从下至上依次包括基体二、热熔胶层、基体一、打印预涂层、第一淋膜层、彩绘层和第二淋膜层;所述基为体一ixpe泡棉。
51.所述基为体一长为100m,宽度为1m,厚度为2mm。
52.所述打印预涂层为水性树脂涂层,厚度为0.3mm。本实施例中水性树脂涂层的制备方法为:依次取500g水性聚氨酯、500g水性丙烯酸、1g水性流平剂、 0.3g水性消泡剂和0.3g水混合在一起搅拌20min,静止放置30min,待没有泡沫后用4号杯测试粘度,粘度为30s,得到打印预涂层原料。将打印预涂层原料涂淋在基体一上。
53.所述第一淋膜层的厚度为0.3mm。本实施例中第一淋膜层采用3.5m宽工业级刀刮淋膜设备进行淋膜,按照每一平方泡棉涂30g光油,淋膜速度为每分钟走料20m,然后置于70度烘箱中固化。
54.所述彩绘层的厚度为0.2mm。本实施例中采用hp latex打印机进行个性化彩色画面打印。根据积木构件色彩部分需要,可单面打印,可双面打印;打印速度100平方/小时,打印温度为70度,打印精度为1200dpix1200dpi。
55.所述第二淋膜层的厚度为0.3mm。本实施例中将彩绘后泡面再次进行光油淋膜固化,淋膜方法与第一淋膜层相同。
56.所述热熔胶层的厚度为0.2mm。所述基体二为ixpe泡棉,长为100m,宽度为1m,厚度为3mm。本实施例中将淋有第二淋膜层的泡棉与基体二通过热熔胶层进行贴合。本实施例中
热熔胶由基体树脂、增粘剂、增塑剂、抗氧剂以及填料组成,设置热熔胶复合机的复合温度为80℃,贴合速度为800m/小时;热熔胶用量为60克/m2;贴合压力为30n。
57.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1